- Конструкция
- Применение
- Ручные
- Машинно-ручные
- Гаечные
- Конструктивное исполнение
- Вид нарезаемой резьбы
- Материал
- Фото метчиков для нарезания резьбы
- Как нарезать резьбу метчиком вручную: изучаем главное
- Классификация метчиков и их сфера применения
- Подбор сверла
- Маркировка метчиков
- Подготовка к нарезанию внутренней резьбы
- Как нарезать резьбу метчиком?
- Подготовка
- Процесс нарезки
- Как нарезать резьбу. Нарезание внутренней и наружной резьбы
- Нарезание внутренней резьбы:
- Правила работы метчиками:
- Нарезание наружной резьбы:
- Нарезание внутренней резьбы
- Нарезание резьбы плашками и метчиками на токарном станке
- Как правильно нарезать резьбу метчиком: алгоритм, рекомендации, таблицы размеров
- Разновидности и сферы применения метчиков
- Подготовка к нарезанию внутренней резьбы
- Особенности технологии
Сложно представить, но резьбовые детали существовали еще в Древней Греции и Риме. Подобные артефакты производились вручную на примитивных токарных станках или в кузницах. Часто гайка из одной пары не подходила к болту из другой партии, что доставляло немало неудобств.

В середине 15-16 в. появился специальный режущий инструмент – метчик. Он позволяет быстро получить внутреннюю резьбу с большой степенью точности.

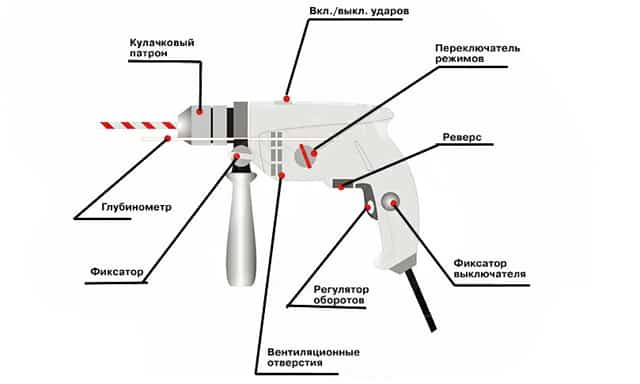
Конструкция
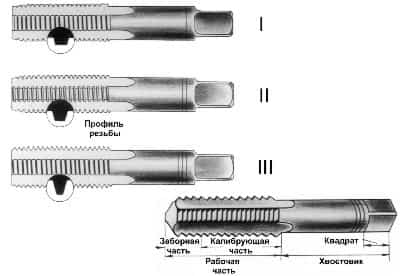
Производители постоянно совершенствуют модельный ряд метчиков, оптимизируя их геометрию под новые материалы и условия обработки. Но базовая стержневидная конструкция остается неизменной. На фото метчиков можно разглядеть ряд типовых решений, среди которых хвостовик, рабочая часть, канавки.


- Каждый из них имеет свое назначение:

Канавки образуют режущие кромки, отводят стружку, облегчают подвод СОЖ. Они ориентированы прямолинейно или по винтовой линии. Метчики с левонаправленными винтовыми углублениями применяют при резьбообразовании напроход. Глухие отверстия получают правосторонними винтами. Число канавок варьируется в диапазоне 2-6 шт.

Заборная (режущая) часть выполняет основную работу при формообразовании резьбы, срезая припуск. Она имеет конус 3-20 град, помогающий зубьям лучше врезаться в материал.
Калибрующий участок направляет метчик, предотвращает разбивание отверстия и зачищает резьбу. Для уменьшения трения выполнен с обратным занижением диаметра до 0,1 мм.
Применение
В соответствии с формой резьбового отверстия различают цилиндрические и конические резьбовые инструменты. По сфере применения принято выделять машинные, гаечные и ручные метчики.
Ручные
Незаменимы при проведении слесарных операции в быту и на производстве. На хвостовике отфрезерован квадрат, в который устанавливается вороток. Наборы метчиков содержат черновой, промежуточный и чистовой инструмент, отмаркированный 1, 2, 3 соответственно.
Машинно-ручные
Используют на фрезерных, токарных, сверлильных и станках ЧПУ. От ручных их отличает короткая заборная часть, способность воспринимать большие нагрузки.
Гаечные
Основная область применения – формирование резьбы в гайках. Благодаря специальной конструкции детали не свинчиваются с метчика, а попадают на его длинный, прямолинейный хвостовик. После завершения операции и снятия метчика готовые гайки складируют в тару.
На резьбонарезных автоматах устанавливают метчики с загнутыми хвостовиками. В процессе работы гайки скапливаются на хвостовике и под давлением друг друга падают в приемник или тару.
Конструктивное исполнение
Насчитывается несколько десятков конструктивных исполнений метчиков для нарезки резьбы. Каждое адаптировано под определенную производственную задачу. По этой классификации выделяют такие типы:
- Бесканавочные. Применяют для алюминия и его сплавов.
- С шахматным положением зубьев. Таким способом уменьшают трение при обработке вязких материалов.
- Ступенчатые. Инструмент условно разделен на 2 участка, один из которых производит резание, а другой выглаживание.
- Комбинированные. Наиболее распространенный вариант – сверло-метчик или метчик-протяжка.
- С каналом для подводки СОЖ. Это увеличивает производительность труда и период стойкости метчика.
- Колокольные. Позволяют получить резьбы диаметром от 50 до 400мм. Число перьев достигает 16 шт.
Вид нарезаемой резьбы
Для каждого типа резьбы используют свой метчик. По этому признаку различают следующие разновидности:
- Метрические, в обозначении присутствует М. Размеры метчиков должны соответствовать ГОСТ 3266.
- Дюймовые конические. Единицей измерения диаметра является английский дюйм, равный 25,4 мм. Вместо шага записывают число ниток (витков), приходящихся на 1”. Чем оно больше, тем мельче шаг резьбы.
- Трубные цилиндрические. Обозначаются буквой G, после которой ставится цифра, соответствующая проходному диаметру. Шаг резьбы метчиков измеряются в витках на дюйм.
- Трубные конические, маркируемые символом R или Rc. Резьба нарезается на поверхности с конусностью 1:16. Нарезание резьбы происходит до упора.
Материал
В качестве заготовок для изготовления ручных метчиков используют недорогие низкоуглеродистые стали марок У10А, У12А. Это связано с тем, что инструмент работает на небольших скоростях с незначительным нагревом.
Машинные метчики, работающие в тяжелых условиях с принудительным охлаждением, выпускают из быстрорезов Р6М5, Р18 и твердых сплавов на основе вольфрама, молибдена и кобальта.
Фото метчиков для нарезания резьбы
- Также рекомендуем просмотреть:
Помогите сайту, поделитесь в соцсетях ?
Источник: https://instrumentgid.ru/metchiki-dlya-narezaniya-rezby/
Как нарезать резьбу метчиком вручную: изучаем главное
Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
- По способу приведения во вращение выделяют машинные или машинно-ручные метчики. Особенностью машинно-ручной разновидности инструмента можно назвать наличие квадратного хвостовика, который подходит для державки с двумя ручками. За счет подобной державки можно повернуть инструмент и нарезать резьбу. Что касается машинной разновидности рассматриваемого инструмента, то он устанавливается в патроне различных станков, может иметь хвостовик самых различных форм и размеров.
- Выделяют универсальные и комплектные метчики — по признаку, связанному с особенностями применения. Универсальный вариант исполнения имеет рабочую часть, которая разделена на несколько участков. Они отличаются друг от друга геометрической формой, первый предназначен для черновой обработки, второй и последующий — для доведения поверхности до подходящего состояния. Комплектный вариант рассчитан на поэтапное использование нескольких метчиков. Как правило, комплект для нарезания резьбы в обычном металле представлен тремя инструментами, для обработки твердых сплавов — пятью.
- Проводится классификация метчиков по признаку того, какого типа отверстие обрабатывается: глухое или сквозное. Для работы со сквозными отверстиями используется инструмент с удлиненным конусным наконечником, который является продолжением рабочей части. Подобного рода форму зачастую имеют метчики универсального предназначения. Если нужно провести нарезание резьбы в глухом отверстии, то применяется инструмент, который имеет срезанный наконечник, напоминающий фрезу. За счет подобной формы можно проводить нарезание резьбы на всю длину отверстия.
- Инструмент для нарезания резьбы также классифицируется по виду рабочей поверхности. Примером можно назвать винтовые, прямые или укороченные канавки. В продаже можно встретить вариант исполнения, который также имеет и комбинированную поверхность. Подходит он для обработки металлов с низким показателем твердости. Для твердых сплавов применяется инструмент с режущими элементами, которые расположены в шахматном порядке.
Это интересно: Серый цвет в интерьере — разбираем досконально
Подбор сверла
Электрическая дрель необходима для выполнения работы по нарезанию внутренней резьбы.
Перед тем как нарезать резьбу метчиком, необходимо сначала просверлить под нее отверстие. Совершенно ясно, что диаметр отверстия должен быть меньше размера метчика, но вот насколько? Существует универсальный способ вычисления этой разницы. Любая резьба характеризуется двумя параметрами:
- диаметр, указывается на инструментах с прописной буквой М впереди, например, М6;
- шаг витков прописан в виде цифры после первого параметра, например, М6х1.
Взглянув на маркировку метчика, легко подобрать сверло для работы. Надо от значения диаметра отнять шаг резьбы, в приведенном примере М6х1 понадобится отверстие размером 6 — 1 = 5 мм.
Сверло следует брать обычное цилиндрическое, для обработки металла такие изготавливаются из быстрорежущей стали Р6М5.
С целью облегчить подбор размеров в Таблице 1 представлены рекомендуемые диаметры для отверстий самых «ходовых» резьб метрического профиля.
Таблица 1
| Маркировка | М3 | М4 | М5 | М6 | М8 | М10 |
| D отверстия, мм | 2,5 | 3,3 | 4,2 | 5 | 6,75 | 8,5 |
Поскольку речь идет о ручной обработке металла, то при подборе сверл следует учесть одну особенность.
При работе с электрической дрелью, как бы вы ни старались удерживать ее ровно и неподвижно, отверстие будет разбиваться и его размер окажется несколько больше, чем нужно. В результате после прохода метчиком, витки резьбы будут иметь срезанный профиль.
При закручивании туда болта появится люфт, а при высоком моменте затяжки витки могут попросту деформироваться. Величина разбивки отверстия зависит от двух факторов:

Зенковки нужны для снятия фасок при нарезании внутренней резьбы.
- Диаметра, чем он больше, тем сильнее разворачивается отверстие. Например, при D = 5 мм происходит увеличение на 0,08 мм, а при D = 10 мм — уже 0,12 мм.
- Условий работы. Слесарь может находиться в неудобном положении или на высоте, это вызовет повышенную разбивку отверстия, что потом скажется на качестве соединения.
Проблема решается следующим образом: чтобы внутренняя резьба получилась полнопрофильной, надо изначально взять сверло, диаметр которого на 0,1 мм меньше требуемого. Возможно, что в некоторых случаях вращение метчика будет затруднено, но обычно никаких сложностей не возникает.
Подготовка инструментария
Для выполнения работы по нарезанию внутренней резьбы понадобится:
- средства разметки (рулетка, линейка, карандаш);
- дрель электрическая с набором сверл;
- зенковка для снятия фасок;
- набор метчиков с ручным воротком;
- молоток;
- керн.
Сверла следует заправить (заточить) в соответствии с твердостью обрабатываемого материала. Чем он тверже, тем больше нужно выдержать угол заточки. Во время просверливания и нарезания рабочие части сверл и метчиков нужно обязательно смазывать. Выбор типа смазки зависит от вязкости стали. Для стали обычной и углеродистой подойдет старое сало или солидол, для нержавейки — машинное масло.
Маркировка метчиков
Метчики для нарезания внутренней метрической резьбы маркируются буквой «М». При этом после буквы «М» следует значение диаметра нарезаемой резьбы. Кроме диаметра, на инструменте указывается и шаг резьбы.
Например, маркировка М4×1 означает, что инструментом можно выполнить резьбу в отверстии диаметром 4мм с шагом 1мм. В случае, если речь идет о режущем инструменте для левой резьбы, инструмент имеет маркировку LH .
Диаметр и шаг резьбы обозначается способом, аналогичным описанному выше.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции.
Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром.
Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
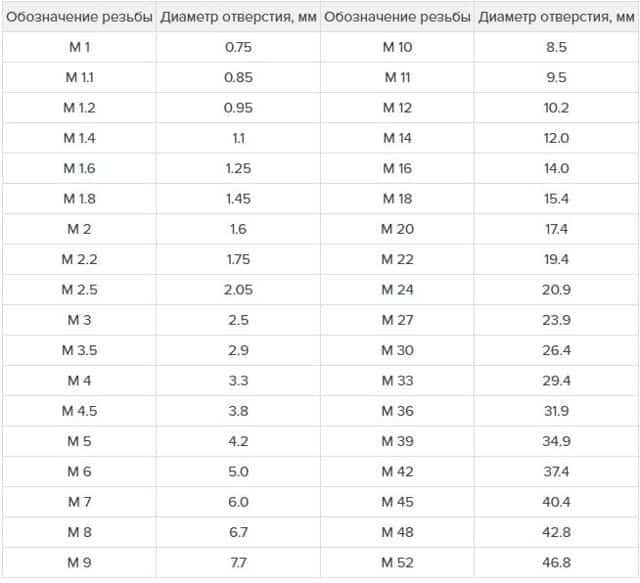
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических).
Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.

Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие. Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения.
Угол заточки режущей части подбирается в зависимости от того, какой твердостью обладает материал, который необходимо сверлить. Чем выше твердость материала, тем больше должен быть угол заточки сверла, но это значение не должно превышать 140°.

При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.
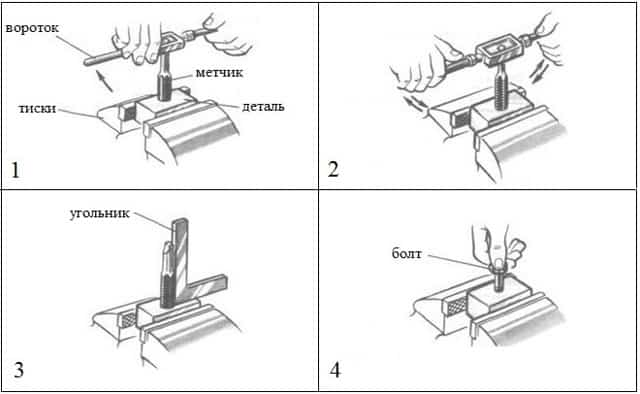
Схема нарезки резьбы метчиком
Как нарезать резьбу метчиком?
Нарезание внутренней резьбы метчиком является точным технологическим процессом, который проводится в определенной последовательности.
Подготовка
Изначально требуется подготовить инструменты, дополнительные приспособления для проведения работ:
- Маленькие тиски.
- Электродрель с регулятором оборотов, сверла по металлу.
- Набор метчиков.
- Щетка по металлу.
- Керн с молотком.
- Нарезка резьбы метчиком вручную проводится на низких оборотах электроинструмента.
- Нарезание внутренней резьбы метчиком
Процесс нарезки
Пошаговая инструкция нарезания резьбы:
- Накернить место отверстия керном с молотком.
- Просверлить отверстие электродрелью. Удерживать оснастку точно перпендикулярно относительно обрабатываемой поверхности. Дополнительно смазать сверло специальным маслом.
- Снять фаску на 1 мм по глубине. Для этого использовать сверло большего диаметра.
- Закрепить в воротке оснастку. Выполнять по два движения вперед, одно движение назад. Так металлическая стружка будет выходить наружу из отверстия, не возникнет проблем с нарезанием. Движения должны быть плавными.
Во время ручной нарезки нельзя делать усилия на прижим, продолжать вращать инструмент после его застревания. Если он сломался, требуется высверливать метчик с помощью дрели, разных сверл по металлу. Еще один вариант извлечения обломка – обтачивание зоны вокруг отверстия с помощью шлифовальной машинки. Затем требуется достать его плоскогубцами.
Для создания резьбовых соединений нужно купить соответствующие документы, научиться с ними работать. Проводя работы аккуратно, без спешки, можно получить надежное соединение за короткий промежуток времени.
Источник: https://arbolit.org/instruktsii/kak-pravil-no-narezat-rez-bu-metchikom-algoritm-rekomendacii-tablicy-razmerov.html
Как нарезать резьбу. Нарезание внутренней и наружной резьбы

Резьбовые соединения отличаются простотой, надежностью, дают возможность регулировать затяжку, а также разбирать и собирать детали и механизмы. Они получили самое широкое применение в различных механизмах, устройствах, приспособлениях.
Резьба бывает наружная (винт) и внутренняя (гайка). Различают резьбу цилиндрическую треугольную (пилообразную), коническую треугольную, прямоугольную, трапециевидную, упорную, круглую. Наиболее широкое применение получила цилиндрическая треугольная или, как ее еще называют, крепежная резьба рисунок №1.
Рисунок №1 – Элементы резьбы на болте
- 1 — глубина;
- 2 — вершина; 3 — шаг;
- 4 —впадина;
- 5 — наружный диаметр;
- 6— внутренний диаметр.
Нарезание внутренней резьбы:
Прежде всего, нужно правильно подобрать сверло для высверливания отверстия.
Следует знать, что если просверлить под резьбу отверстие диаметром, точно соответствующим внутреннему диаметру резьбы, то металл, выдавливаемый при нарезании, будет давить на зубья метчика, отчего резьба может получиться с рваными нитками, возможна поломка метчика.
При сверлении отверстия слишком большого диаметра глубина резьбы получится неполной, а соединение непрочным.
При сверлении глухого отверстия под резьбу его глубину нужно делать несколько больше нарезаемой части, в противном случае резьба получится неполной по длине.
Нарезание резьбы проводят в такой последовательности: намечают кернером место сверления; закрепляют деталь в тисках; высверливают отверстие; вставляют в отверстие метчик (рисунок 2) строго вертикально (по угольнику); надевают на метчик вороток, прижимают его левой рукой к метчику, а правой поворачивают вправо до тех пор, пока метчик не врежется на несколько ниток в металл и не займет устойчивое положение; берут вороток за рукоятки двумя руками и вращают с перехватом рук через каждые 1-2 оборота. Нарезание резьбы значительно облегчается, если метчиком делать 1-2 рабочих оборота вправо и 1-2 оборота влево; закончив нарезание, метчик вывертывают из отверстия, затем еще раз прогоняют по полученной резьбе.
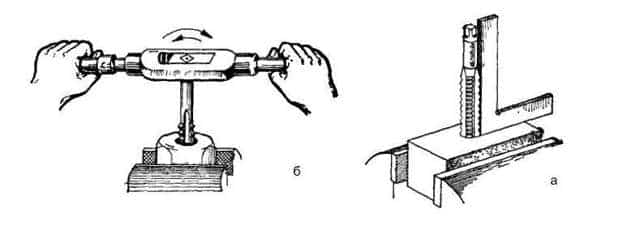 Рисунок №2 – Нарезание внутренней резьбы метчиком:
Рисунок №2 – Нарезание внутренней резьбы метчиком:
а —установка метчика в отверстие;
б — наре¬зание резьбы.
Правила работы метчиками:
При нарезании резьбы в глубоких отверстиях, в мягких и вязких металлах (медь, алюминий, бронза и др.) метчик необходимо периодически вывертывать из отверстия и очищать канавки от стружки; нарезать резьбу нужно полным набором метчиков — черновым, средним и чистовым.
Средний и чистовой метчики вводят в отверстие без воротка и только после того, как метчик пойдет правильно по резьбе, на головку надевают вороток и продолжают нарезание резьбы;
в процессе нарезания нужно с помощью угольника тщательно следить за тем, чтобы не было перекоса метчика; место нарезания резьбы следует смазывать маслом.
Нарезание наружной резьбы:
В домашних условиях выполняется плашками вручную.
Диаметр стержня под наружную резьбу должен быть на 0,3— 0,4 мм меньше наружного диаметра нарезаемой резьбы. Отклонения от этого правила не допускаются.
Нарезание наружной резьбы круглой плашкой производится в таком порядке:
на верхнем конце стержня снимают фаску, которая обеспечивает врезание плашки в металл;
Стержень зажимают в тисках вертикально так, чтобы выступающий его конец был на 20—25 мм больше длины нарезаемой часта (рисунок №3); на стержень накладывают закрепленную в вороток плашку и с небольшим нажимом вращают так, чтобы плашка врезалась примерно на 1—2 нитки без перекоса. После этого стержень смазывают маслом и плавно вращают вороток на 1—2 оборота вправо и 1/2 оборота влево.
Нарезание резьбы раздвижными призматическими плашками (рисунок №3) выполняют следующим образом: запиливают на конце стержня фаску; устанавливают в клупп плашки; зажимают в тисках стержень; надевают на стержень клупп и плотно сдвигают гайки зажимным винтом; смазывают плашки и стержень маслом; клупп поворачивают на 1 — 1,5 оборота по часовой стрелке, затем на 1-4, 1-2 оборота обратно и так до конца резьбы; нарезав резьбу, клупп свинчивают к концу стержня, поджимают плашки винтом и проходят резьбу вторично; проверяют резьбу гайкой соответствующего диаметра; по окончании работы плашки вынимают из клуппа, очищают от стружки, протирают и смазывают маслом; протирают клупп.
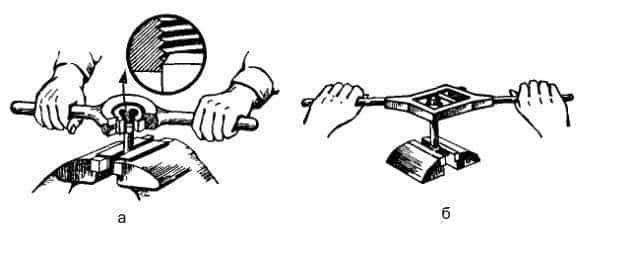 Рисунок №3 – Нарезание резьбы при помощи плашки
Рисунок №3 – Нарезание резьбы при помощи плашки
а — Нарезание резьбы круглой плашкой
б — Нарезание резьбы призматическими плашками
P.S.: Я постарался наглядно показать и описать не хитрые советы. Надеюсь, что хоть что-то вам пригодятся. Но это далеко не всё что возможно выдумать, так что дерзайте, и штудируйте сайт https://bip-mip.com/
Источник: https://bip-mip.com/narezanie-rezby.html
Нарезание внутренней резьбы
Подробности Категория: Сортовой прокат
Нарезание внутренней резьбы

Внутреннюю резьбу (резьбу в отверстии) нарезают метчиком (рис. справа). Изготовляют метчики из инструментальной углеродистой, легированной или быстрорежущей стали. Метчик состоит из хвостовика и рабочей части.
 Хвостовиком метчик крепится в воротке или патроне станка.
Хвостовиком метчик крепится в воротке или патроне станка.
Рабочая часть метчика представляет собой винт с продольными или винтовыми канавками для нарезания резьбы. Как и в плашках, в рабочей части метчика имеется заборная часть для облегчения входа инструмента в отверстие.
Винтовые канавки, аналогично продольным отверстиям в плашке, образуют режущие кромки. По ним же сходит стружка.
Ручные метчики для нарезания метрической резьбы выпускают в комплекте, включающем два метчика для резьбы диаметром до 3 мм и три (№ 1—черновой, № 2 — средний и № 3 — чистовой) для резьбы диаметром больше 3 мм. Черновой метчик выполняет основную работу и срезает до 60 % слоя металла, подлежащего снятию. Получистовой метчик срезает до 30 % слоя металла. Чистовой метчик придает резьбе окончательную форму и размеры и срезает остальные 10 % слоя металла. Метчики, входящие в комплект, имеют разные диаметры резьбонарезной части и различную форму профилей. На хвостовой части всех метчиков комплекта выбиты круговые риски (1,2,3) или проставлены номера метчиков, а также указаны размеры резьбы — диаметр и шаг.
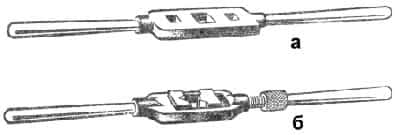
Для вращения метчика при нарезании резьбы ручным способом применяют приспособление — вороток (рис. слева). Воротки бывают – нерегулируемые(рис. а) и регулируемые(рис. б).
Прежде чем приступить к нарезанию резьбы в отверстии, выполняют разметку места отверстия с обязательным его накерниванием. С учетом размеров будущей резьбы по таблице (см. табл. ниже) подбирают диаметр сверла.
| Диаметр резьбы | Диаметр сверла | Диаметр резьбы | Диаметр сверла | ||
| Чугун | Сталь | Чугун | Сталь | ||
| 2 | 1,6 | 1,5 | 3,0 | 4,1 | 4,2 |
| 2,3 | 1,9 | 1,9 | 6,0 | 4,9 | 5,0 |
| 2,6 | 2,15 | 2,15 | 8,0 | 6,6 | 6,7 |
| 3,0 | 2,5 | 2,5 | 10,0 | 8,3 | 8,4 |
| 4,0 | 3,4 | 3,5 | 12,0 | 10,0 | 10,1 |
Иногда можно воспользоваться простым способом — чтобы узнать диаметр отверстия под нужную резьбу из диаметра резьбы вычитают шаг и получают диаметр отверстия.
Размер диаметра отверстия под резьбу можно вычислить по формуле D=d-1,6t,где D — диаметр отверстия, мм;d — диаметр нарезаемой резьбы, мм; t — глубина резьбы, мм. Размеры воротка для закрепления метчика при нарезании резьбы подбираются в зависимости от диаметра нарезаемой резьбы. Примерная длина воротка может быть определена по формулеL=20D+100 мм,
где D — диаметр резьбы.
При нарезании внутренней резьбы металл как бы выдавливается, уменьшая диаметр отверстия. Поэтому диаметр сверла должен быть несколько больше внутреннего и меньше наружного диаметра резьбы.
Если диаметр отверстия меньше требуемого, метчик сломается, а если больше — резьба будет неполной, ослабленной.Просверленное отверстие обрабатывают зенкером.
Применение этого инструмента позволяет улучшить качество, уменьшить конусность, овальность боковой поверхности отверстия. Зенкером работают так же, как и сверлом.
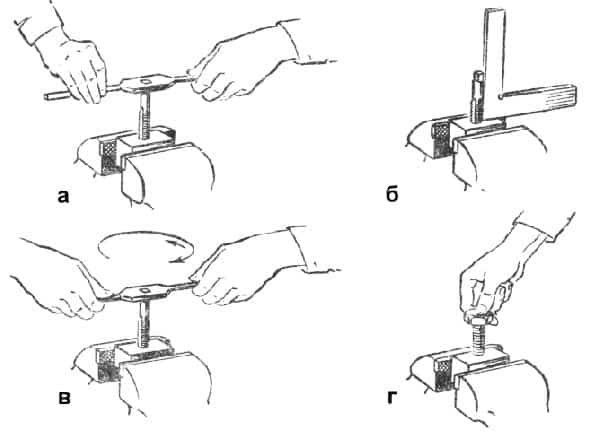
Для качественного нарезания резьбы важно правильно закрепить деталь в тисках и установить в отверстии первый метчик (рис. выше а). Деталь закрепляют так, чтобы поверхность с отверстием была параллельна плоскостям губок тисков, а метчик — перпендикулярен плоскости детали и губкам.
Перпендикулярность (угол 90°) проверяют угольником (рис. б).Нарезают резьбу следующим образом (рис. в). Сначала устанавливают метчик № 1. Предварительно его резьбовую часть смазывают маслом. Прижимая левой рукой вороток к метчику, правой плавно вращают его вправо до тех пор, пока метчик не врежется на 1—2 нитки.
Одновременно следят за сохранением прямого угла, при необходимости направляя метчик. После того, как метчик занял правильное устойчивое положение и началось нарезание резьбы, вороток берут обеими руками и вращают с легким нажимом, перехватывая через каждые пол-оборота.
Для того чтобы стружка ломалась и уходила в канавки метчика, его вращают возвратно-поступательно: полтора оборота вперед и пол-оборота назад.Закончив проход метчиком № 1, его вывертывают, вставляют метчик № 2, заправляют в резьбу, устанавливают вороток и нарезают. Окончательно доводят резьбу метчиком № 3 и проверяют резьбу (рис.
г).Глухие отверстия под резьбу просверливают на глубину несколько большую, чем длина резьбы.
Качество резьбы в условиях мастерских можно проверить, вворачивая в отверстие соответствующий болт.
При нарезании резьбы иногда возникают следующие дефекты, которых следует избегать:
1) шероховатая или рваная нарезка — получается, если отсутствует смазка, а также из-за перекоса метчика или плашки;
2) резьба неполного профиля — если диаметр отверстия больше нормы или диаметр стержня меньше нормы;3) перекос резьбы или поломка метчика — если диаметр отверстия меньше нормы или диаметр стержня больше нормы.
При нарезании резьбы в вязких и мягких металлах необходимо периодически вывертывать метчик и очищать канавки от стружки.Резьбу следует нарезать последовательно полным набором метчиков.Необходимо тщательно следить за тем, чтобы не было перекоса метчика.Надо проявлять особую осторожность при нарезании резьбы в глухих отверстиях.
Обязательно надо периодически смазывать нарезаемую резьбу маслом.
Источник: http://technologys.info/metall/sortprokat/narezvnutrezby
Нарезание резьбы плашками и метчиками на токарном станке
Плашка это изделие, которое изготавливается из инструментальной стали, основное назначение которой является нарезание резьбы.
Обычно внешний диаметр плашек имеет цилиндрическую форму для установки в отверстие плашкодержателя или оправки, но бывают также и шестигранные поверхности.
Поэтому плашку можно сравнить с той же закалённой гайкой, у которой имеются дополнительные отверстия, смещённые от центра для выхода стружки. В местах пересечения этих отверстий с резьбовым отверстием образуются режущие кромки.
До того, как начать выполнение работ связанных с нарезанием резьбы, плашку необходимо установить в специальный держатель и закрепить её с внешних сторон винтами.
Деталь, на поверхности которой планируется нарезание резьбы, обычно закрепляется в токарном патроне.
На её торце делается фаска не меньше профиля резьбы, для облегчения захода плашки в процессе резания, а обрабатываемый диаметр занижается на одну или две десятые миллиметра от номинального значения.
С помощью пиноли задней бабки осуществляется прижим плашкодержателя, это позволяет задавать правильное направление для самой плашки, которая устанавливается в специальное для нарезания резьбы положение. После этого можно включать вращение шпинделя, причём желательно это делать на минимальных оборотах.
Чтобы деталь соответствовала надлежащему качеству, необходимо отслеживать положение плашки. Во время технологического процесса она должна постоянно находиться перпендикулярно оси цилиндрического изделия, а давление, оказываемое на неё пинолью задней бабки, должно быть равномерным.
Если имеется оснастка и соответствующее оборудование, то плашку можно устанавливать в специальный держатель. Его закрепляют в гнездо револьверной головки или в пиноли задней бабки. При этом плашка будет изначально находиться на оси задней бабки, которая соосна со шпинделем станка.

Предварительно обработанная поверхность перед нарезанием резьбы должна иметь диаметр меньше, чем номинальный диаметр:
- Диаметры под резьбу от Ø 6 до 10 мм занижаются на 0,1 – 0,2мм;
- Диаметры заготовки от Ø 11 до 18 мм на 0,12 – 0,24 мм;
- Для диаметров от Ø 20 до 30 мм на 0,14 – 0,28 мм.
- Рекомендуемые скорости резания v при нарезании резьбы составляют: для стали от З до 5 м/мин; для чугуна от 2 до 3 м/мин; для латуни от 10 до 15 м/мин.
- Для того чтобы процесс нарезания резьбы и конечный результат был на высоком качественном уровне необходимо использовать смазочно-охлаждающие жидкости обеспечивающие хорошую чистоту поверхностей обрабатываемым изделиям.
Метчик представляет собой изделие, изготовленное из закалённой инструментальной стали, назначением которого является нарезание внутренней резьбы. По форме метчик схож с обычным винтом, но в отличие от последнего он имеет продольные канавки, для выхода стружки, они же, образуют в свою очередь режущие кромки в местах пересечения с резьбовой поверхностью.

В состав этого инструмента входит рабочая часть и хвостовик.
Коническая резьбовая часть метчика предназначена для постепенного срезания слоя материала при ввинчивании инструмента в просверленное заранее отверстие, а цилиндрическая часть для окончательной калибровки.
Хвостовик, окончание которого имеет, как правило, квадратную форму, служит для закрепления его в специальных удерживающих приспособлениях. Таковыми могут быть, как воротки, так и специальные оправки.
При нарезании резьбы, на универсальных токарных станках выполняется такой технологический процесс, при котором происходит постепенное срезание слоя материала, чем обеспечивается надлежащее качество.
Для этого применяют два и даже три метчика входящие в комплект для первоначального и окончательного нарезания резьбы. Обычно, их обозначают поперечными рисками.
Для первого одна риска, для второго две, а для третьего соответственно три.
На токарном станке нередко применяют и машинные метчики, что позволяет нарезать резьбу за один рабочий ход.
В отличие от обычных резьбонарезных инструментов машинные метчики обладают увеличенным режущим коническим участком. Это способствует постепенному срезанию слоя металла.
Чаще всего их применяют для того, чтобы обеспечить нарезку резьбы в сквозных отверстиях – гайках и похожих элементах.
Известно, что перед нарезанием внутренней резьбы необходимо просверлить отверстие, причём если оно имеет небольшой диаметр, то для его обработки требуется, только сверло, а при больших диаметрах они подвергаются расточке после сверления. Сами отверстия делаются чуть больше номинального значения на 0,1 – 0,3 миллиметра в зависимости от диаметра резьбы и используемого материала, чтобы избежать смятия и даже срыва ниток резьбы.
Диаметры отверстий под метрическую резьбу, нарезаемых метчиками, выбирают по специальным таблицам.
До начала процесса метчик должен быть установлен в исходное положение. Это обеспечивается, если заборную часть инструмента вводят в отверстие, а хвостовую при этом поддерживают с помощью центра задней бабки. Чтобы не допустить проворачивания метчика на его квадрат закрепляется вороток, который своей ручкой упирается на суппорт.
Чтобы нарезать первые нитки резьбы необходимо равномерно и осторожно двигать шпиндель задней бабки с помощью маховика. Когда метчик начнет врезаться в отверстие заготовки, дальше он будет продолжать движение по нарезаемым виткам.
Однако и после этого перемещение пиноли задней бабки надо продолжать, слегка поджимая инструмент. Это необходимо для того, чтобы хвостовая часть метчика, поддерживаемая центром, оставалась на оси вращения, также как и режущая часть, входящая в отверстие.
При этом, во время всего процесса, важно обеспечить обильное охлаждение.
Для нарезания резьбы рекомендуемая скорость резания должна составлять v = 5 – 12 м/мин для нарезания резьбы метчиками в стальных заготовках; v = 6 – 22 м/мин – в чугунных, бронзовых и алюминиевых заготовках.
Источник: http://www.axispanel.ru/technology/turning-metal/hand-tools-for-threading.php
Как правильно нарезать резьбу метчиком: алгоритм, рекомендации, таблицы размеров
Вопрос о том, как нарезать резьбу метчиком, возникает в тех случаях, когда предварительно выполненное отверстие необходимо подготовить для размещения в нем болта, винта, шпильки и резьбового крепежного элемента любого другого типа. Именно метчик в подобных ситуациях является основным инструментом, позволяющим быстро и точно нарезать внутреннюю резьбу с требуемыми геометрическими параметрами.
Ручная нарезка внутренней резьбы выполняется слесарными метчиками в комплекте с воротком
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции.
Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром.
Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических).
Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.
Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие. Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения.
Угол заточки режущей части подбирается в зависимости от того, какой твердостью обладает материал, который необходимо сверлить. Чем выше твердость материала, тем больше должен быть угол заточки сверла, но это значение не должно превышать 140°.
При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.
Схема нарезки резьбы метчиком
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Источник: http://met-all.org/obrabotka/prochie/kak-narezat-rezbu-metchikom-tablitsa.html





