- Что такое порошковые краски
- Что окрашивают сухими красками
- Суть метода
- Методы работы с порошковой краской
- Плюсы и минусы
- Цвета порошковой краски для металла
- Требуемые материалы и оборудование
- Подготовка поверхности
- Нанесение краски
- Основные этапы окрашивания
- Температура запекания
- Расход на 1 м2
- Порошковая окраска металла: правила и рекомендации
- Видео: Процесс порошковой покраски от и до
- ????Как правильно красить оцинковку чтобы она не облезла как можно дольше — Блог о строительстве
- Обзорная характеристика основания
- Чем покрасить оцинкованный металл
- Грунт по оцинкованному металлу
- Краска для оцинкованных поверхностей
- Критерии выбора
- Краски
- Как красить оцинковку
- Заключение
- Порошковая покраска оцинкованного металла ➤ Заказать в Москве и Московской области | ООО «ПрофБизнесСталь»
- Нанесение порошковой краски на оцинкованную поверхность
- Порошковая покраска стали оцинкованной в фасадном строительстве
- Классификация по принципу действия
- Классификация по составу
- Покрытия на металле и других материалах
- Порошковая окраска оцинкованной стали | ДСТ-Колор порошковая покраска и металлообработка от профессионалов
- Мы окрашиваем такие изделия из оцинкованной стали (оцинковки, как):
- Порошковая окраска оцинковки в «ДСТ-Колор»:
Покраска металлических изделий необходима, чтобы увеличить их срок службы, защитить от пагубных факторов, также это придает декоративное оформление предмету. Обычные жидкие лакокрасочные материалы не всегда дают необходимый высокий уровень защиты, более эффективным считается порошковое окрашивание. Подробно об особенностях средства и работы с ним будет рассказано далее.

Что такое порошковые краски
Порошковая покраска заключается в нанесение состава за счет электризации частичек порошка. Процесс может достигаться сторонним воздействием либо трением частичек друг об друга. Красящие средства заряжаются положительным зарядом, а окрашиваемая поверхность имеет отрицательный заряд, за счет этого происходит соединение порошка на основании.
Но чтобы процесс завершился, и состав надежно закрепился на металле, требуется провести этап запекания. Для этого изделие помещается в специальную камеру полимеризации. Запекаясь, порошок закрепляется на предмете и создается прочное пленочное покрытие.
 Порошковая покраска заключается в нанесение состава за счет электризации частичек порошка.
Порошковая покраска заключается в нанесение состава за счет электризации частичек порошка.
Что окрашивают сухими красками
Порошок закрепляется в печи для полимеризации в течение 40-60 минут, при этом оказывается воздействие температурой 150-200 градусов. Не каждый материал способен выдержать подобное высокотемпературное воздействие, это является причиной, почему использование ограничено металлоизделиями. Вариант не подойдет для деревянных и пластмассовых материалов.
Порошковая окраска производится для следующих предметов:
- Кованые предметы, используемые внутри и снаружи здания, также красят фасадные кассеты;
- Профили из алюминия и оцинкованной стали;
- Для металлической мебели;
- Детали корпуса в бытовой технике;
- Статичные элементы в авто, применяют и для дисков;
- Для инвентаря, используемого в спорте;
- Для промышленного оборудования.
Покраска металла порошковой краской желательна, когда требуется высокая устойчивость к образованию ржавчины на металлоконструкции. Также, если условия эксплуатации подразумевают воздействие химическими веществами и механические нагрузки, тогда слой поможет создать оптимальный барьер от подобных влияний.
 Покраска металла порошковой краской желательна, когда требуется высокая устойчивость к образованию ржавчины на металлоконструкции.
Покраска металла порошковой краской желательна, когда требуется высокая устойчивость к образованию ржавчины на металлоконструкции.
Суть метода
Порошковая окраска технология подразумевает, что наноситься тонкий слой покрытия, который выглядит с материалом единым целым. В промышленности применяется именно данная технология покрытия металла, красят разнообразные предметы, которые сделаны из металлических материалов.
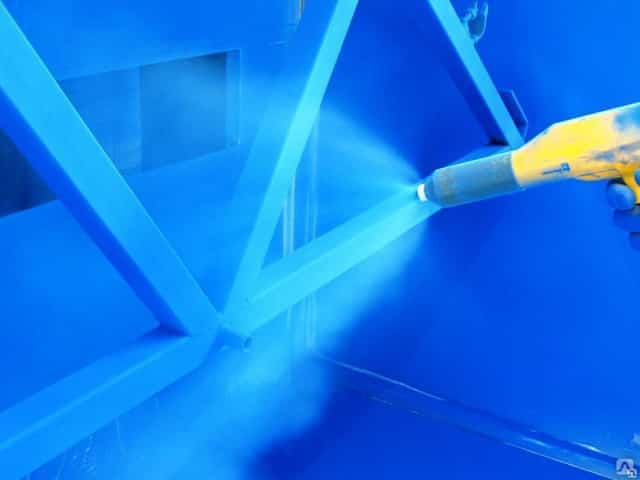
Изначально проводится процесс покрытия частичками краски поверхности изделия с помощью краскопульта. Нанесение происходит с помощью давления воздуха, а удерживается порошок на основании из-за электрической реакции, когда противоположные заряды сталкиваются. После требуется провести высокотемпературное воздействие, чтобы запустился процесс полимеризации.
В итоге краска оставляет тончающую пленку, которая может выдержать высокие температуры и солнечные лучи. Оставить царапины на слое сложно, поэтому держится покрытие много лет. Также слой отличается красотой.
 Нанесение происходит с помощью давления воздуха, а удерживается порошок на основании из-за электрической реакции, когда противоположные заряды сталкиваются.
Нанесение происходит с помощью давления воздуха, а удерживается порошок на основании из-за электрической реакции, когда противоположные заряды сталкиваются.
Методы работы с порошковой краской
Принцип действия специальных приборов для нанесения порошковой краски так, чтобы она зарядилась нужным электрическим зарядом разный. Так есть два вида работы пистолета для покраски:
- Электростатический, в данном инструменте проходя через сопло, порошок заряжается, когда задевает электрод, на который оказывается отрицательное напряжение в 10000 Вольт;
- Трибостатический, в этом случае применяется пистолет с длинным стволом. Изнутри закреплен абразивный материал, когда частички краски трутся друг об друга и получают нужный заряд.
 Изнутри закреплен абразивный материал, когда частички краски трутся друг об друга и получают нужный заряд.
Изнутри закреплен абразивный материал, когда частички краски трутся друг об друга и получают нужный заряд.
Плюсы и минусы
Покраска алюминиевого профиля либо другого изделия из металла порошковым составом отличается следующими преимуществами:
- Уменьшение количества слоев покраски, так производить процесс можно быстро, а себестоимость предмета становится меньше;
- Экологическая чистота работы, производственный процесс безопасный для мастера, при высокотемпературном воздействии вредные вещества не превышают нормы;
- В составе нет разбавителей, поэтому не образуются микропоры и раковины, и усадка получается низкого уровня;
- Низкий расход средства, также нет нужды выделять отдельную зону для просушки слоя;
- Низкий уровень взрыво- пожароопасности;
- Слой отличается твердостью, поэтому перевозить предмет можно будет без создания дополнительной защиты;
- Высокая устойчивость ко многим агрессивным влияниям и горюче-смазочным составам;
- Разнообразие цветов, представлено больше 5 тысяч оттенков краски.
Описание состава нельзя оставить и без упоминания недостатков вида, первым минусом отмечают недоступность применения для пластиковых и деревянных предметов. Другие отрицательные моменты:
- Используемое оборудование узконаправленное, в крупных печах высушивать маленькие предметы экономически невыгодно, а в маленькие не поместить крупные изделия;
- Нелегко распределять состав на сложные по форме конструкции;
- Высокая стоимость необходимого оборудования;
- Нельзя колеровать состав, применимы лишь варианты, представленные в палитре.
Также в услуге есть минус в том, что убрать дефект нанесения лишь в этой зоне не получится, придется полностью удалить покрытие и нанести новый слой.
 Слой отличается твердостью, поэтому перевозить предмет можно будет без создания дополнительной защиты.
Слой отличается твердостью, поэтому перевозить предмет можно будет без создания дополнительной защиты.
Цвета порошковой краски для металла
Цветовая палитра подобного средства радует своим разнообразием. Представлено около 5000 оттенков, поэтому выбрать необходимый вариант, если решено провести окрашивание, не будет сложно. Удобно пользоваться для выбора каталогом RAL.
Но добавить пигмент для изменения цвета не получится, можно использовать лишь готовый вариант.
 Цветовая палитра подобного средства радует своим разнообразием.
Цветовая палитра подобного средства радует своим разнообразием.
Требуемые материалы и оборудование
Порошковая покраска металлических изделий в домашних условиях сложна, из-за того, что требуется наличие специальных приборов. Но часто в бизнес плане автомастерских включено наличие необходимой линии для подобной окраски, ведь порошковая краска часто применяется именно для авто.
Необходимы следующие приспособления:
- Камера для полимеризации, есть возможность сделать ее самостоятельно, но процесс требует определённых знаний;
- Распылитель для порошка.
 Порошковая покраска металлических изделий в домашних условиях сложна, из-за того, что требуется наличие специальных приборов.
Порошковая покраска металлических изделий в домашних условиях сложна, из-за того, что требуется наличие специальных приборов.
Подготовка поверхности
Покрасить поверхность своими руками порошковым составом можно, если знать все этапы работы. Подготовительная часть важна, требуется очистить основание от всех типов грязи, обязательно удаляется коррозия. Убираются и старые покрытия полностью. После проводится обезжиривание, наносится грунтовочный раствор. Потребуется провести пассивирование, чтобы исключить образование ржавчины.
 Убираются и старые покрытия полностью.
Убираются и старые покрытия полностью.
Нанесение краски
Порошковая краска для металла наносится несложно, выполняют нижеописанные действия:
- Распылителем распределяют ровным слоем порошок по основанию, следят, чтобы расстояние между инструментом и предметом все время было одинаковое;
- Электрическое напряжение способствует плотному прилеганию частичек к поверхности;
- Остатки порошка можно будет после покраски собрать и использовать повторно.
 Электрическое напряжение способствует плотному прилеганию частичек к поверхности.
Электрическое напряжение способствует плотному прилеганию частичек к поверхности.
Основные этапы окрашивания
Окрашивание должно проводиться по технологии, потребуется выполнить нижеперечисленные этапы:
- Производится подготовка основания.
- Наносится распылителем краска.
- Окрашенное изделие отправляется в печь, важно правильно установить температуру прогрева, обычно производитель указывает необходимые показатели в инструкции. Также подбирает время нагрева.
- Предмет должен остыть, остывать он может на открытом воздухе.
Для работ с предметами, эксплуатируемыми на улице, подходят полиэфирные типы красок, и они лучше выдерживают внешние факторы. Эпоксидные чаще выбираются для внутренней отделке металла.
Важно правильно установить температуру прогрева, обычно производитель указывает необходимые показатели в инструкции.
Температура запекания
Температурный показатель для запекания может варьироваться между 150 и 220 градусами, и определяется типом красящего средства. Некоторые краски могут использоваться для стекла и керамики, тогда градусы обычно ставятся на 180 градусов. Для металлических оснований возможен нагрев до 220 градусов.
Температурный показатель для запекания может варьироваться между 150 и 220 градусами, и определяется типом красящего средства.
Расход на 1 м2
Средний расход покрытия указывается на упаковке. Но на него оказывают влияние различные факторы, возникающие при работе:
- Тип окрашиваемого материала, на гладкие основы потребуется меньше средства, чем на шероховатые;
- Форма предмета, чем она сложнее, тем больше придется нанести краски;
- Уровень плотности состава, чем он выше, тем больше расход;
- Толщина слоя;
- Умение мастера, неопытный маляр нанесет для получения более ровного покрытия больше порошка.
Средний расход покрытия указывается на упаковке.
Порошковая окраска металла: правила и рекомендации
Есть ряд рекомендаций, которые следует выполнять, чтобы провести работы безопасно и качественно:
- Мастер должен надеть защитную одежду и респиратор;
- Не стоит ставить распылитель на усиленную подачу воздуха, чтобы он слишком быстро не вышел из строя;
- Обязательно делается заземление;
- Недопустимо смешение разных оттенков краски;
- Хранится состав в теплом и сухом месте;
- Технологический процесс должен выполняться правильно, чтобы не получить изъянов на покрытии.
Не стоит ставить распылитель на усиленную подачу воздуха, чтобы он слишком быстро не вышел из строя.
Порошковое окрашивание дает хорошие результаты защиты основания, и является долговечным. Важно приобретать порошок, сделанный по ГОСТу, тогда он будет безопасным и качественным, поэтому у продавца следует запросить сертификат соответствия.
Видео: Процесс порошковой покраски от и до
????Как правильно красить оцинковку чтобы она не облезла как можно дольше — Блог о строительстве
Современный производитель предлагает на выбор множество строительных материалов и металла с антикоррозионным покрытием без декоративной отделки. Рассмотрим, чем покрасить оцинковку, чтобы не облезла.
Ознакомимся с характеристиками лакокрасочных изделий, технологией проведения работ.
После прочтения статьи решить задачу преображения внешнего вида железных конструкций будет проще, к специалистам вопросов практически не останется.
 Листовая оцинкованная стальИсточник opt-698093.ru
Листовая оцинкованная стальИсточник opt-698093.ru
Обзорная характеристика основания
Перед поиском декоративного состава нужно выяснить, можно ли красить оцинкованное железо и чем. Металлопрокат востребован на строительном рынке за счёт его универсальности в применении.
Он долговечен, проявляет устойчивость к широкому диапазону температур и механическому воздействию, сохраняет форму в условиях постоянной и равномерной нагрузке.
Несомненным плюсом также является простота в раскрое.
Единственный недостаток у металла – неустойчивость к влаге. При контакте с водой металлопрокат начинает корродировать. Для исключения разрушительного процесса заготовки покрывают специальным защитным сплавом, устойчивым к ржавчине. Главным компонентом в составе является цинк.
Этот металл и сплав в целом обладает адгезионными свойствами к ряду веществ, которые, в том числе, добавляются в состав многих ЛКМ, То есть дополнительное покрытие декоративными материалами допустимо.
Остаётся определиться, какая нужна краска по цинку: для наружных работ или внутренних.
 Окрашенное ограждение из оцинкованной сталиИсточник orgpage.ru
Окрашенное ограждение из оцинкованной сталиИсточник orgpage.ru
Чем покрасить оцинкованный металл
Можно ли красить оцинкованное железо разобрались. Теперь рассмотрим, чем красить оцинковку, чтобы не происходило отслаивание отделки в течение длительного времени. По технологическим требованиям обработка любого основания материалами обмазочного типа предполагает проведение подготовки рабочей поверхности, грунтование и только после этого можно переходить к финишному этапу.
Первый шаг заключается в очистке изделия от пыли, белёсого налёта ржавчины (следствие корродирования оцинковки) и мусора, обезжиривание. Для устранения загрязнений и коррозии подойдёт наждачная бумага (зернистость не более 120 единиц), пескоструйное оборудование, влажная уборка с помощью мыльных средств.
Обезжиривание специалисты рекомендуют выполнять посредством смеси ацетона с толуолом (50/50 %) или слабым раствором ортофосфорной кислоты. Другой вариант – дистиллированный (белый) уксус в совокупности с абразивной обработкой. Но можно использовать уайт-спирит, керосин, отбеливатель с содержанием хлора. Ниже ознакомимся с составами, пригодными для второго и третьего действия.
Грунт по оцинкованному металлу
На торговых площадках материалы представлены в ассортименте. Здесь можно найти, чем покрасить оцинковку на улице или внутри помещения, в различном цветовом и химическом исполнении.
Так, существуют отдельно праймеры по металлу, среди которых выделяются специализированные по оцинкованному железу. Здесь специалисты рекомендуют краску впоследствии подбирать того же поставщика.
Тогда будет гарантирована максимальная совместимость материалов, а значит результат окажется более качественным.
 Грунтовка по оцинкованному железуИсточник cloudinary.com
Грунтовка по оцинкованному железуИсточник cloudinary.com
Чаще применяются грунты на латексной или эпоксидной основе. Они предназначены для наружного использования. Допустимо проведение работ внутри помещения, но при условии хорошего проветривания.
Для изделий, которые планируется эксплуатировать в агрессивных условиях мастера рекомендуют выбирать эпоксидную грунтовку.
Она проявляет большую устойчивость к механической нагрузке, перепадам температур с влажностью и дольше служит.
Другой вариант – грунтовка для оцинкованного металла, которую можно использовать в качестве финишного покрытия. Иначе такой материал называется грунт-эмаль. Это, как правило, двухкомпонентный состав, изготовленный на основе двух вяжущих компонентов.
 Грунт-эмаль по оцинковкеИсточник stblizko.ru
Грунт-эмаль по оцинковкеИсточник stblizko.ru
Наносят грунтовочный материал только на чистое и сухое основание. Здесь важно полностью просушить изделие, чтобы исключить химическую реакцию между обезжиривателем и последующим составом. Для обработки металла можно использовать кисть или валик. Удобнее выполнять работу с помощью краскопульта. Главное – сформировать равномерное покрытие без пропусков.
Краска для оцинкованных поверхностей
Выполнять дальнейшее окрашивание можно только когда грунт для оцинкованного металла. Это примерно через 2-6 часов. Должен отсутствовать эффект прилипания. Рассмотрим, чем можно покрасить оцинковку.
Критерии выбора
Для декоративной отделки материалы применяются не только для изменения внешнего вида оцинкованных изделий. Они также выполняют две важные задачи:
- обеспечивают дополнительную защиту металлу и тонкому мягкому слою оцинковки от влаги, механического воздействия;
- продлевают срок эксплуатации конструкций и предметов из железа или стали.
Выбирая, чем красить оцинковку, чтобы не облезла, нужно руководствоваться следующими критериями:
| Долговечность | Срок службы декоративного материала должен быть достаточно долгим, чтобы не проводить ежегодное обновление покрытия. Ведь так придётся снова снимать слой краски, чем повреждается защитный слой и сам металл становится тоньше. Изделия в результате быстро придут в негодность. |
| Устойчивость к ультрафиолетовому излучению | Чем быстрее будет выгорать декоративная отделка, тем раньше теряется привлекательность отделки. А это – одна из причин повторного окрашивания изделий. |
| Адгезия и эластичность | Такие свойства важны для краски по металлу. Чем ниже показатели, тем выше риск отслаивания покрытия. |
| Химическая активность | Компоненты декоративного материала не должны вступать в химическую реакцию с цинком. |
| Гидрофобность и морозостойкость | Первый критерий обусловлен неустойчивостью металла к влаге. То есть окрасочный материал должен выполнять защитные функции. Второй момент актуален для конструкций, которые будут эксплуатироваться в условиях перепадов температур. |
Кроме базовых критериев дополнительно стоит учесть скорость высыхания состава, удобство нанесения, привлекательность сухого остатка и экологичность. Последнее особенно актуально для изделий, которые будут эксплуатироваться внутри жилого помещения.
Краски
Стоит сразу отметить, чем нельзя покрасить оцинковку. Здесь ограничения касаются высокого содержания кислот (соли), щелочей. К таким составам можно отнести популярные материалы на основе олифы (МА-15) или алкидного лака (ПФ-115). Эти основы вступают в химическую реакцию с защитным оцинкованным покрытием. В результате окислительного процесса происходит быстрое отслаивание покрытия.
Второе ограничение касается пигментирующих присадок. Недопустимы составы, которые изготовлены на базе меди, сурьмы или олова. Даже низкое содержание таких порошков негативно сказывается на долговечности финишного покрытия оцинкованных изделий.
В таблице представлена обзорная характеристика рекомендуемых красок для отделки оцинковки.
| Акриловая | Материал для окраски оцинкованного листа на основе акриловой смолы относится к водорастворимым. То есть его можно использовать внутри помещения. В качестве пигмента добавляется состав с алюминиевой или цинковой пудрой. Для сухого остатка характерна яркость, длительная стойкость к ультрафиолету, но относительно короткий срок службы. Однокомпонентный состав лучше наносить на небольшие изделия. Для масштабных проектов рекомендуется применение смеси с циклогексаноформальдегидом. Чаще это раствор в этиловом или бутиловом спирте. |
| Уретановая | Базовый компонент здесь полимерная уретановая смола. Главное достоинство полиуретановой или алкидно-уретановой краски – стойкость к абразивному воздействию, например, от песка, льда. Также покрытию свойственна устойчивость к ультрафиолету. Мастера выбирают такой состав для старых изделий с протёртым слоем оцинковки за счёт высокой адгезивной способности материала. Недостаток – резкий запах. |
| Порошковая | Краска по цинку изготавливаются на эпоксидной или полимерной основе. К последним относятся полиэтилен, поливинилхлорид и полиэфир. Краскам характерна высокая адгезия, механическая прочность, устойчивость к агрессивным условиям (в том числе, к органическим растворителям). Из недостатков мастера выделяют появление желтизны при нагревании (за исключением полиэфирного состава). Но это не отражается на качестве покрытия. |
Лучшим вариантом для окрашивания изделий считается порошковый. В заводских условиях оцинкованные заготовки чаще покрывают именно таким материалом. Он отличается долговечностью и прочностью на фоне аналогов. Но главный минус в сложности проведения декоративной отделки.
 Результат порошкового окрашиванияИсточник classicelectrocoating.com
Результат порошкового окрашиванияИсточник classicelectrocoating.com
Сюжет о технологии порошкового окрашивания:
 Порошковая покраска металла. Как работает оборудование для порошковой покраски? Технология покраски
Порошковая покраска металла. Как работает оборудование для порошковой покраски? Технология покраски
Как красить оцинковку
Рассмотрим, как правильно покрасить оцинковку, чтобы не облезла краска. Здесь имеется важный нюанс. После обезжиривания поверхности и высыхания средства окрашивание должно быть произведено в течение ближайшего получаса.
Тогда подготовленное основание не потеряет обеспеченные адгезионные свойства. Если выбор сделан в пользу грунт-эмали, то отдельно проводить грунтование не обязательно.
Для получения максимального результата, независимо от выбора чем покрасить оцинкованный лист, наносится не менее 2 слоёв финишного материала (лучше 3).
Инженер химического предприятия подробно рассказывает о красках по оцинковке:
 Чем красить оцинковку? грунтовка, эмаль, грунт-эмаль по оцинковке . Технология нанесения лкм| Химтэк
Чем красить оцинковку? грунтовка, эмаль, грунт-эмаль по оцинковке . Технология нанесения лкм| Химтэк
Заключение
- Нанесение краски на оцинкованные изделия позволяет дополнительно продлить им срок службы благодаря защитным функциям.
- Перед тем, как покрасить оцинковку, необходимо устранить загрязнения, старое покрытие (кроме цинкового) и обезжирить поверхность.
- Грунтование основания не обязательно, если обработка будет проводиться грунт-эмалью.
Порошковая покраска оцинкованного металла ➤ Заказать в Москве и Московской области | ООО «ПрофБизнесСталь»
string(9) «element_1»
Цинкование является наиболее часто применяемым методом защиты металла от коррозии. Однако конечное изделие не обладает такой внешней привлекательностью, как после покраски. Идеальный способ сделать металлическое изделие красивым и продлить срок его службы на десятилетия — совместное применение цинкования и порошковой окраски.
Компания ПрофБизнесСталь предлагает услуги по высококачественной порошковой покраске оцинкованного металла. Порошковая покраска оцинкованного металла поможет вам повысить его антикоррозийные свойства, а также значительно преобразить внешний вид изделия.
Такой вид обработки применяется чаще всего для профилированного листа, вентиляционных труб, элементов кровли и т.д. Благодаря полимерному покрытию поверх оцинковки, металл приобретает дополнительные технические характеристики: • становится более устойчив к механическим воздействиям; • не подвержен окислительным процессам; • не поддается абразивному истиранию.
Выполнить такой процесс самостоятельно не представляется возможным — это могут сделать только специалисты. Покраска осуществляется в три этапа: • Оцинкованное изделие проходит предварительную очистку и сушку — иначе не добиться необходимого сцепления краски с поверхностью. • Напыление краски с помощью распылителя в специальной камере.
• Полимеризация — превращение частиц краски в защитное покрытие. Происходит это при температуре от +155 до +200 градусов Цельсия.
Для нанесения частиц порошковой краски на изделие используется один из двух методов: электростатический или трибостатический Электростатический метод: частицы порошковой краски получают отрицательный заряд в распылителе. При этом изделие, на которое наносится краска заземлено и имеет нулевой потенциал. После распыления частицы притягиваются к изделию. Как правило, такой метод используется, когда изделие, на которое наносится краска, имеет ровную поверхность. Трибостатический метод больше подходит для изделий со сложным рельефом. В данном случае частицы краски получают положительный заряд. Они выходят из распылителя под давлением и притягиваются к заземленному изделию. Независимо от того, какой метод был использован, далее изделие помещается в камеру для полимеризации и краска покрывает изделие сплошной пленкой.
Компания ПрофБизнесСталь располагает большой камерой для порошковой окраски длиной 15 м. и высотой 2,1м., благодаря чему мы можем окрашивать даже крупные негабаритные детали.
Заказывая порошковую окраску у нас вы получите полную консультацию по процессу окраски, помощь в выборе цвета. Мы рассчитаем для вас объем расходных материалов, а готовые изделия упакуем в стрейч-пленку для дальнейшей бережной доставки.
Наши специалисты ответят на любой интересующий вопрос
Задать вопрос
| Вы можете проконсультироваться с персональным менеджером, а также получить помощь в реализации вашего проекта от профессионального конструктора и дизайнера. Задать интересующие вопросы и узнать интересующие вас детали вы можете по телефону +7 (495) 123-37-18. | Запросить консультацию |
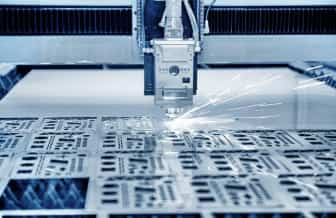 Лазерная резка металла
Лазерная резка металла  Гибка металла
Гибка металла  Порошковая покраска металла
Порошковая покраска металла  Цинкование
Цинкование
| Менеджеры компании с радостью ответят на ваши вопросы, произведут расчет стоимости услуг и подготовят коммерческое предложение. | Сделать заказ |
Нанесение порошковой краски на оцинкованную поверхность
Порошковая окраска металлических изделий — это относительно молодой, но уже зарекомендовавший себя как высококачественный, способ нанесения краски на металл. У него масса преимуществ перед привычным нам жидким способом -экологичность, долговечность, экономичность, ударопрочность, коррозионная и атмосферостойкость, эстетичность покрытия.
Как видно из названия, в качестве красителя выступает не привычная нам жидкая форма, а порошкообразная. Принцип этого метода покраски заключается в разнополярной заряженности окрашиваемого изделия и самой краски под воздействием электрического импульса.
Благодаря этому процессу частицы краски равномерно притягиваются к поверхности и далее полимеризируются под действием температуры в камерах.
После чего, в естественных условиях изделия охлаждаются и могут быть использованы по своему назначению. Если рассматривать полный цикл окрашивания, то стоит выделить несколько этапов — это обработка поверхности изделия, нанесение краски, полимеризация и рекуперация.
Это довольно трудоемкий и продолжительный процесс, и многие им пренебрегают в целях экономии времени и средств.
В нашей компании- ТД Металлпрофиль подготовка поверхности является обязательным условием всей технологии для получения качественного покрытия.
Обработка поверхности предопределяет качество, эластичность и долговечность покрытия, способствует надежному сцеплению краски с окрашиваемой поверхностью и улучшению его антикоррозионных свойств.
Стоит сказать, что данное условие более характерно для окраски давальческих изделий так, как наше оцинкованное сырье приходит с комбинатов — производителей стали (ММК,НЛМК и Северсталь) уже отвечающим требованиям к покраске. Идеальным условиям для покраски отвечает сталь, имеющая матовую поверхность (МТ) и без промасливания (без пассивации).
Для предварительной обработки поверхности перед окрашиванием используются методы обезжиривания, удаления окисных пленок и нанесения конверсионного слоя (фосфатирование, хроматирование). Из них обязателен лишь первый метод, а остальные применяются в зависимости от конкретных условий. Очистка обрабатываемой поверхности может производиться механическим или химическим способом.
При механической очистке используются стальные щетки или шлифовальные диски, также в зависимости от размеров поверхности возможна ее притирка чистой тканью, смоченной в растворителе.
Химическая очистка осуществляется с использованием щелочных, кислотных или нейтральных веществ, а также растворителей, применяющихся в зависимости от вида и степени загрязнения, типа, материала и размера обрабатываемой поверхности и т.д.
После того как изделия покидают участок предварительной обработки, они ополаскиваются и высушиваются. Сушка деталей производится в отдельной печи, затем они охлаждаются при температуре воздуха.
Нанесение порошковой краски на оцинкованную поверхность? После этого изделия помещаются в проходную камеру напыления, где на них наносится порошковая краска.
Основное назначения камеры заключается в улавливании порошковых частиц, не осевших на изделии, утилизации краски и предотвращении ее попадания в помещение.
Она оснащена системой фильтров и встроенными средствами очистки.
Способом нанесения порошковых покрытий является электростатическое напыление. Оно представляет собой нанесение на заземленное изделие электростатического заряженного порошка при помощи пневматического распылителя.
Сначала порошковая краска засыпается в питатель. Через пористую перегородку питателя подается воздух под давлением, который переводит порошок во взвешенное состояние, образовывая так называемый “кипящий слой” краски.
Что лучше: теплый пол или батареи?
Сжатый воздух может также подаваться компрессором, создавая при этом местную область “кипящего слоя”.
Далее аэровзвесь забирается из контейнера при помощи воздушного насоса, разбавляется воздухом до более низкой концентрации и подается в напылитель, где порошковая краска за счет силы трения приобретает электростатический заряд.
Это происходит следующим образом. Зарядному электроду, расположенному в главном ружье, сообщается высокое напряжение, за счет чего вырабатывается электрический градиент.
Это создает электрическое поле вблизи электронов. Частицы, несущие заряд, противоположный заряду электрода, притягиваются к нему. Когда частицы краски прогоняются через это пространство, частицы воздуха сообщают им электрический заряд.
При помощи сжатого воздуха заряженная порошковая краска попадает на нейтрально заряженную поверхность, оседает на ней и удерживается за счет электростатического притяжения.
На качество покрытия может влиять объем и сопротивление краски, форма, размеры частиц. Эффективность процесса зависит от размеров и формы детали, конфигурации оборудования, но прежде всего от мастерства специалиста-покрасчика.
В отличие от традиционных способов окрашивания, порошковая краска не теряется безвозвратно, а попадает в систему регенерации камеры напыления и может использоваться повторно.
Можно ли наносить акриловые краски на лакированную поверхность? В камере поддерживается пониженное давление, которое препятствует выходу из нее частиц порошка, поэтому необходимость в применении рабочими респираторов практически отпадает.
- На заключительной стадии окрашивания происходит плавление в печи при температуре +200 градусов Цельсия и полимеризация нанесенной на изделие порошковой краски в камере полимеризации.
- Специалисты ТД Металлпрофиль строго придерживаются всего технологического цикла порошковой покраски металлов, в следствие чего, на выходе получается высококачественный продукт, готовый к использованию в самых сложных условиях эксплуатации.
- Дополнительная информация:
Качество итогового конверсионного покрытия оценивают по визуальным признакам. Оно должно выглядеть однородно, обеспечивать электропроводимость и хорошую адгезиюполимерных и металлических подложек. Это можно использовать с помощью обычной салфетки.
При взаимодействии с покрытием, на ней не должны быть видны следы конверсионной пленки.
После обработки на изделиях могут остаться частицы влаги.
На первом этапе полимеризации частицы воды постепенно нагреваются и переходят в газообразное состояние, пытаясь выйти наружу через уже нанесенное порошковое покрытие.
Однако гелеобразная пленка, образовавшаяся при спекании, не дает газу выйти наружу. Под давлением газ прорывает пленку и образует дефекты покрытия в виде проколов и вздутия.
Чтобы избежать дегазации, следует тщательно просушить конструкцию после очистки или применить специальные порошковые составы, продлевающие фазу гелеобразования порошкового покрытия.
- Подготовка поверхности изделия к окраске.
- Нанесение на окрашиваемую поверхность порошкового покрытия в камере напыления с помощью напылителя, в котором частицам полимерного порошка придается электрический заряд, и который с помощью сжатого воздуха транспортирует порошок к детали. Под действием электростатических сил частицы порошка притягиваются к поверхности окрашиваемой детали и равномерными слоями располагаются на ней.
- Нагрев изделия в печи оплавления и полимеризации при температуре 140-220 о C, (в зависимости от вида краски). В результате нагревания порошок оплавляется, полимеризуется и покрытие приобретает необходимые защитные и декоративные свойства.
Формируется конверсионный подслой. Он необходим для защиты поверхности от попадания различных загрязнителей. Составы для этого выбираются исходя из вида обрабатываемого материала.
Так, для деталей из алюминия применяется хромовый ангидрид, а для стали – фосфат железа.
Ржавчина эффективно удаляется с помощью неорганических кислот, таких как соляная или серная. Таким же образом можно удалять и окалину. Сильные минеральные кислоты для удаления ржавчины можно применять только в холодном виде, но не методом распыления (за исключением особых специальных операций).
В результате взаимодействия железа и его оксидов с серной кислотой образуются сернокислые соединения железа – FeSO4 и Fe2(SO4)3.
— зачистка поверхности и изделия в целом; — нанесение порошковой краски с использованием разных методов распыления (газопламенное, электростатическое и погружное); — оплавление в камерной системе при температуре до 200 градусов; — сплошное покрытие идеальной равномерности. После работы очищать оборудование обязательно, так как после определенного периода это сделать будет сложнее.
Плюсы использования порошковой краски
— низкая себестоимость; — минимум операций; — быстрое покрытие; — покрытие не имеет отходов; — технология нанесения проста; — высокие эстетические свойства; — полная безопасность для здоровья маляра;
— высокие противопожарные качества.
Порошковая покраска стали оцинкованной в фасадном строительстве
Технология такой окраски состоит в том, что сухой порошок наносят на специально подготовленную, тщательно очищенную поверхность металла, на которую подаётся электрическое напряжение в несколько сотен или тысяч вольт.
Напыляемые частички притягиваются к поверхности и, поскольку они не проводят ток, экранируют электрическое поле, ограничивая дальнейшее их прилипание. На поверхности остаётся ровный, однородный слой полимерного порошка, который повторяет все неровности, без единого просвета.
Лишние крупинки осыпаются, собираются и, возвращаются обратно в исходную ёмкость.
Процесс покрытия порошковой краской производится ручным способом, из пульверизатора под давлением сжатого воздуха, в том случае, если металлические детали различаются по размерам.
Для окрашивания непрерывной полосы оцинкованной стали или алюминия, напыление производится автоматически, на линиях окраски. После нанесения, порошок оплавляется в печи, при температуре 160-220°С.
Полная полимеризация происходит в течение 15-40 минут, образуя сплошной однородный слой покрытия, с заданной толщиной (от нескольких единиц до десятков микрон), в зависимости от необходимой зернистости.
Для формирования порошковых защитно-декоративных покрытий используются самые разные материалы. Они отличаются как по принципу действия, так и по составу — применение разных полимеров обеспечивает разный результат.
Классификация по принципу действия
По принципу действия выделяют термопластичные и термореактивные порошковые краски. Обе разновидности полимеризуются при нагревании, но происходит это по разным схемам:
- Термопластичная краска твердеет после нагрева без химической реакции. Происходит плавление полимера с последующим спеканием частиц в единое покрытие без швов и стыков. Полученный слой обладает высокой прочностью и может обеспечивать хорошую защиту от коррозии.
- Термореактивные порошковые краски работают иначе. При нагревании в слое полимера происходят химические реакции, которые и становятся причиной полимеризации состава. Как правило, к термореактивным покрытиям относятся порошковые краски на эпоксидной основе.
Кроме того, на рынке также представлены материалы, твердеющие не при нагревании, а под воздействием жесткого ультрафиолетового излучения. Пока они не слишком распространены, но разработка новых составов приводит к тому. Что краски с УФ-полимеризацией постепенно теснят на рынке термопластичные и термореактивные разновидности.
Классификация по составу
Химический состав порошковой краски — еще один критерий для классификации. По этому параметру выделяют такие группы защитно-декоративных составов:
- Полиэфирные. Полимеризуются при нагреве выше 170°С, могут иметь разную толщину — от 25 до 75 мкм в зависимости от состава). Обладают высокой механической прочностью, стойкостью к сколам, могут использоваться для покрытия деталей сложной формы с многочисленными ребрами жёсткости и острыми кромками. Стойкость к химическим воздействиям отличается у разных модификаций: полиэфирно-уретановые краски менее прочные. Но более химически стойкие, а составы, при полимеризации который используется триглицидилизоцианурат (ТГИЦ) — наоборот: они уступают уретановым по химической инертности, но превосходят их по прочности.
- Полиакрилатные. Полимеризуется довольно медленно, требуют нагрева примерно до 180°С. Отличаются хорошим декоративным потенциалом, после полимеризации приобретают идеально гладкую поверхность с однородной структурой. По прочности и сцеплению с основанием несколько уступают полиэфирным составам.
- Эпоксидные. Применяются для формирования противокоррозионных покрытия, а также для электроизоляции металлических изделий. Обладают хорошими показателями прочности, гибкости, химической и термической устойчивости. Ассортимент эпоксидных порошковых составов очень широк, потому для решения различных задач выбирают разные модификации.
- Гибридные составы. Как правило, представляют собой комбинацию эпоксидных и полиэфирных смол с добавлением стабилизаторов и модификаторов. Некоторые разновидности таких составов обладают низкой стойкостью к воздействию ультрафиолета (белые и светлые тона желтеют), потому их использование допускается только при внутренних работах.
Выбор порошковой краски по химическому составу зависит от того, где будет использоваться я окрашенная деталь, и каким нагрузкам она будет подвергаться. Наиболее важными факторами выбора считаются механические нагрузки, воздействие влаги, перепады температур, а также — воздействие прямых солнечных лучей.
Покрытия на металле и других материалах
Использование разных по составу порошковых красок позволяет формировать на тонколистовом металле или других основаниях такие покрытия:
- Полиамид. Одна из наиболее распространенных разновидностей. Популярность полиамидных покрытий обусловлена сочетанием доступной стоимости, прочности (как механической, так и химической), а также — привлекательного внешнего вида.
- Полиэфир. Основной минус полиэфирных составов — низкая стойкость к истиранию. Сфера их применения ограничена, но там, где нужно обеспечить простую защиту от коррозии (в результате естественного окисления, а не воздействия химических составов) полиэфирные покрытия вполне применимы.
- Полиолефин. Полиэтиленовые и полипропиленовые покрытия используются при отделке металлических поверхностей давно и успешно. Низкая адгезия к металлическому основанию обычно компенсируется использованием грунтовок или комбинированием полиолефиновых покрытий с другими материалами.
- Пластифицированный ПВХ. Поливинилхлорид даже после полимеризации сохраняет определённую упругость, что положительно сказывается на его прочности и химической стойкости. Сфера применения покрытий из ПВХ весьма широка. Но для наружного оформления такие составы используются редко.
- Поливинилиденфторид (ПВДФ). С точки зрения атмосферостойкости именно ПВДФ является предпочтительным покрытием: после полимеризации на поверхности материала формируется прочный слой материала. Непроницаемый для большинства веществ. Одна из неприятных особенностей ПВДФ — низкая адгезия к оцинкованной стали или алюминию, потому при обработке заготовок для профилей или фасадных кассет под слой ПВДФ обязательно укладывается грунтовка.
Порошковая окраска оцинкованной стали | ДСТ-Колор порошковая покраска и металлообработка от профессионалов
В бытовой сфере, а также в области производства и строительства широкое применение получило использование оцинкованных листов и изделий из них. Для придания металлическому листу дополнительных эксплуатационных и декоративных свойств, компания «ДСТ Колор» предлагает своим клиентам услугу порошковой окраски оцинкованного металла.
Оцинкованный лист, окрашенный порошковой краской:
- имеет повышенный срок эксплуатации за счет толщины нанесенного полимерного порошкового покрытия в 60-70 мкм, что существенно больше, чем у цветного листового проката (полиэстер имеет толщину покрытия всего лишь порядка 20 мкм);
- выдерживает резкие температурные перепады и влажную среду;
- способен сохранять декоративные свойства при механических воздействиях, в т.ч. при гнутье, что особенно удобно при реализации крупных строительных проектов;
- позволяет реализовать любые дизайнерские решения за счет возможности выбора из широкой цветовой палитры каталога RAL K-7 Classic, которая существенно шире «стандартной» цветовой политры полиэстера, используемого при производстве цветного листового проката.
Наша компания выполняет услуги порошковой окраски более 13 лет. За годы работы окрашены тонны металла различных форм и размеров. Все производственные этапы выполняются качественно и профессионально.
Профессиональный кадровый состав компании «ДСТ Колор» в любой момент может приступить к реализации сверхсложных и нестандартных задач.
Любой объем покрасочных работ выполняется в кратчайшие сроки без ущерба качеству готового продукта.
Мы окрашиваем такие изделия из оцинкованной стали (оцинковки, как):
- гладкие листы, профилированные листы (профлист), перфорированные листы;
- доборные элементы (отливы, откосы и пр);
- фасадные кассеты и архитектурные элементы;
- металлический сайдинг;
- элементы водосточных систем (водосточку) и пр.
Клиентами компании ДСТ-Колор по покраске оцинкованной стали являются такие крупные производственные и строительные компании, как: Эста Констракшен, Концерн Крост, ПСП-Фарман, Группа Компаний ПИК, Лидеринвест и др.
За последние годы мы приняли участие в реализации таких крупных строительных проектов, как: ЖК Сердце Столицы, Многофункциональный комплекс Match Point, ЖК Среда, ЖК Лайнер, ЖК «Новая Звезда», Стадионы «Спартак» и «ЦСКА Арена» и др.
Порошковая окраска оцинковки в «ДСТ-Колор»:
- — Производство компании работает 24 часа в сутки и 7 дней в неделю;
- — Прием заказов, оформление договоров, выдача готовых изделий осуществляется в удобное для заказчика время;
- — Порошковая окраска оцинковки ведется по полному, замкнутому циклу с учетом требований экологической безопасности. На заключительном этапе потребитель получает оцинкованный лист и изделия из него с идеальным внешним видом, без подтеков и наплывов;
- — Накопленный опыт и профессионализм наших мастеров позволяет нам выполнять покраску листов из оцинкованной стали под последующую механическую обработку/«гнутье», что позволяет нашим клиентам существенно экономить на транспортно-логистических расходах и выполнять работы по производству доборных элементов непосредственно на объекте;
- — В процессе окраски не используются вредные составы, поэтому порошковый слой является безопасным и прочным;
— Все работы по покраске оцинковки ведутся в собственных цехах, технологический процесс не предусматривает использования посреднических услуг. Мы даем полную гарантию на все объемы окрашенной продукции.
— Компания «ДСТ Колор» использует в технологическом процессе краски лучших зарубежных и отечественных поставщиков. Качество и безопасность используемых порошковых составов подтверждены сертификатами безопасности и экспертными заключениями.
Качественно, оперативно, доступно – мы готовы выполнить заказы любых объемов в кратчайшие сроки.





