- Газовые резаки по металлу: устройство, настройка, портативный, своими руками
- Газовая горелка: резак кислородный
- Газовый резак по металлу: разновидности
- Пропановый
- Ацетиленовый
- Газовый резак портативный
- Особенности выбора и эксплуатации газового резака по металлу
- Устройство и параметры
- Газовый резак по металлу: разновидности
- Ацетиленовый
- Пропановый
- Газовый резак портативный
- Преимущества и недостатки
- Правила выбора
- Настройка газового резака
- Подготовка к работе
- Инструкция по использованию
- Газовый резак своими руками
- На что обратить внимание при выборе газового резака
- Устройство агрегатов
- Классификация изделий
- Расходные элементы для резаков
- Инструкция по использованию
- Несколько полезных советов
- Газовая резка металлов
- Технология газовой резки металла
- Материалы и оборудование для газовой резки
- Достоинства и недостатки газовой резки
- Техника безопасности
- Где заказать услугу
- Газовый резак: виды, назначение и особенности
- Классификация аппаратов
- Газовый резак инжекторного типа
- Внутрисопловое смешение
- Керосино-кислородные резаки
- Что нужно знать при работе с резаками
Устройства для газовой резки представляют собой класс оборудования, обеспечивающего выполнение всего спектра задач по обработке металлов способом разделительного резания. Выпускаются они различных конструкций и назначения.
Процесс газовой резки протекает за счет сгорания металла в подаваемой под высоким давлением струе чистого технического кислорода.
Для перехода в этот рабочий режим материал предварительно разогревают до температуры, при которой обрабатываемый сплав воспламеняется в кислороде на линии реза без посторонних источников горения.
На основании вышеизложенного можно сделать вывод, что процесс кислородного раскроя состоит из двух этапов. Сначала металл разогревают пламенем смеси, полученной из горючего газа и технического кислорода. В качестве топлива используют ацетилен либо его заменители.
Во время второй стадии осуществляется собственно резка материала струей кислорода. При этом металл сгорает, а образовавшиеся продукты горения в виде оксидов выдуваются из рабочей зоны.
Для обеспечения этих и переходных режимов кислородного раскроя предназначено оборудование для газовой резки металлов, конструкция которого предусматривает не только устойчивость, стабильность и качество процесса резания, но и его безопасность.
Рекомендуем ознакомиться
Основным узлом и одновременно рабочим инструментом устройств для газового (кислородного) разрезания металлов является резак. Не стоит его путать с сварочной горелкой, которая предназначена только для сварки и имеет отличную от резака конструкцию, но подсоединяется к такому же комплекту оборудования, обеспечивающему ее работу.
- Резаки обеспечивают точное дозирование и смешивание газа или горючих паров жидкого топлива с кислородом, последующее получение на основе образованной смеси подогревающего пламени, а также раздельную от предназначенной для смешивания подачу к разрезаемому материалу струи кислорода.
Самыми распространенными в настоящее время являются инжекторные универсальные резаки, обеспечивающие разрезание изделий из различных сплавов стали, толщина которых составляет 3–300 мм. В этом инструменте конструктивно объединены режущая и подогревающая части.
Последняя аналогична устройству газовой сварочной горелки, состоит из вентилей подачи кислорода и газа, инжекторной и смесительной камеры, подающей трубки, наружного мундштука.
Режущая часть включает дополнительную трубку, обеспечивающую подачу к металлу режущего кислорода, вентиля регулировки подачи, внутреннего мундштука.
Кислород и ацетилен подаются в резак через отдельные ниппели. При этом кислород расходится от ниппеля в двух направлениях:
- Часть его (как и в обыкновенной сварочной горелке) поступает в инжектор, а потом в смесительную камеру, в которой образуется смесь ацетилена, подводимого через свой ниппель, и кислорода.
- Другая часть по отдельной трубке подается к центральному отверстию мундштука, проходя через которое создает режущую струю кислорода.
Горючая смесь газов из камеры для смешивания по трубке поступает в мундштук, проходит через кольцевое внешнее отверстие, образуя на выходе нагревающее пламя. Регулировка подачи газов в мундштук осуществляется соответствующими вентилями.
Все резаки по сфере применения подразделяют на инструмент, рассчитанный для:
- ручного раскроя;
- машинной обработки на станках и машинах для резки.
По принципу смешения кислорода и газа делят на следующие типы:
- инжекторные;
- безынжекторные.
По назначению и конструктивным особенностям различают резаки:
- вставные;
- специальные;
- универсальные.
По роду используемого для работы горючего газа классифицируют на:
- резак для ацетилена;
- для пропана, бутана или их смеси;
- для природного газа;
- универсальные;
- керосинорезы – только для ручной резки, снабжены испарителем для получения горючих паров подаваемого бензина, керосина либо их смеси.
По способу и виду резания классифицируют:
- для поверхностной резки;
- разделительной;
- копьевой;
- кислородно-флюсовой.
Помимо резака в состав оборудования для резки газом входят следующие устройства, элементы:
- ацетиленовые генераторы;
- баллоны для технического кислорода и газа;
- редуктора для регулировки подачи газов;
- рукава – шланги высокого давления;
- предохранительные затворы;
- пылевые фильтры, встраиваемые в редуктор или монтируемые на него;
- запорные клапаны, которыми могут быть оснащены редукторы;
- устройства регулировки давления;
- клапан для регулирования расхода – может быть частью оснащения редуктора;
- манометры давления – устанавливаются на редукторах для контроля за величиной давления газа.
Ацетиленовый генератор – это аппарат, в котором благодаря разложению водной смеси карбида кальция образуется ацетилен. Их классифицируют по:
- способу применения:
- передвижные;
- стационарные;
- производительности;
- давлению производимого ацетилена:
- низкого давления;
- среднего;
- высокого.
Для применения в работе, транспортировки, хранения газов (сжатых, растворенных, сжиженных), находящихся под требуемым давлением, используют стальные баллоны объемом 0,4–55 дм3. Емкости вместительностью 40 дм3 получили наибольшее распространение.
Конструктивно они выполнены в виде стальных продолговатых цилиндрических сосудов с горловиной, имеющей конусное отверстие с нарезанной резьбой, куда вкручивается запорный вентиль. На кислородные и под горючие газы емкости устанавливают вентили разной конструкции.
Каждому газу, которым заполняют баллон, соответствует отдельный условный цвет сосуда и надписи газа на нем.
Так как запитывание постов газовой резки от генераторов связано с целым рядом неудобств, то широкое распространение при работе с ацетиленом получило питание от ацетиленовых баллонов.
Редуктор – это устройство, предназначенное для регулируемого понижения величины давления кислорода и газа, подаваемых по магистрали либо находящихся в стальном баллоне, до его рабочего значения, а также автоматического поддержания такого давления постоянным.
Рукава предназначены для подводки кислорода и газа к резаку от рамп, баллонов. Их производят из вулканизированной резины, армированной тканевыми прокладками, классами по допустимому давлению и с окраской в соответствии транспортируемым газам.
Они должны обладать гибкостью, прочностью, не стеснять движений рабочего и не затруднять работу механизмов машин и станков для резки.
Предохранительные затворы – специальное оборудование, которое в случае обратных ударов режущего пламени из резака или сварочной горелки предохраняет газопроводы, ацетиленовые генераторы от попадания внутрь них взрывной волны.
Затворы монтируют в подводящие рукава между непосредственно ацетиленовым генератором либо ацетиленопроводом (при использовании многопостового питания от генератора стационарного исполнения) и резаком или горелкой.
Они бывают сухие или жидкие.
Машинная газовая резка металлов, оборудование которой предназначено для стационарной работы, предполагает обязательное использование дополнительных устройств, механизмов, элементов:
- газоразборных и рабочих постов;
- раскроечный стол;
- систему удаления (уборки) шлаков и обрезей;
- механизм перемещения разрезаемого изделия;
- систему вентиляции;
- и других.
На мощных металлобрабатывающих заводах, заготовительном и крупном серийном производстве, а также в случаях, когда есть необходимость и возможность повысить качество реза, производительность и сократить тяжелый ручной труд, применяют машинную резку. Для этого используют различное стационарное и переносное оборудование.
Все машины газовой резки (стационарные или переносные) состоят из нижеприведенных основных частей:
- несущей;
- резака (от одного до нескольких);
- ведущего (приводного) механизма;
- системы и пульта управления.
Разнообразные переносные машины выпускают в виде небольших самоходных тележек. Их перемещение осуществляется с помощью пружинного механизма, газовой турбинки или электродвигателя. Чтобы задействовать мобильную машину, ее устанавливают непосредственно на разрезаемые трубу или лист, а затем направляют по гибкому копиру, разметке, направляющим, либо циркульному устройству.
У стационарных станков основным узлом, обеспечивающем автоматизацию процесса резания, является система точного копирования. Для эффективности ее работы на станках применяют принципы электромагнитного, дистанционно-масштабного, фотоэлектронного, программного, механического копирования.
Стационарные станки газовой резки по конструктивному исполнению выпускают следующих типов:
- портальные (П) – располагаются на стойках непосредственно над деталью, количество резаков 1–12;
- портально-консольные (Пк) – устанавливаются на консоли, которая закреплена на стойке и находится над разрезаемой деталью, количество резаков 1–4;
- шарнирные (Ш) – на шарнирных рамах, предназначены только для вертикальной резки, количество резаков 1–3.
По способу резки станки делят на:
- Кф – кислородно-флюсовые;
- К – кислородные;
- Гл – газолазерные;
- Пл – плазменно-дуговые.
По способу движения либо системе управления контуром перемещения инструмента различают станки:
- Л — линейные, выполняющие прямолинейную резку;
- М – магнитные, предназначенные для фигурного резания по стальному копиру;
- Ф — фотокопировальные, осуществляющие фигурную резку по чертежу посредством фотоэлектронного копирования и микропроцессорного управления;
- Ц — цифровые программные станки (с ЧПУ), предназначенные для фигурного резания.
По технологическому назначению выделяют стационарные машины для:
- работ по раскройке – Р;
- фигурной и прямолинейной вырезки деталей (универсальные) – У;
- фигурного вырезания малогабаритных деталей – М;
- точной фигурной и прямолинейной вырезки деталей – Т.
Переносные машины по способу движения либо системе управления контуром перемещения инструмента делят на следующие типы:
- Р – работают по разметке;
- Г – по гибкому копиру;
- Н – по направляющим;
- Ц – по циркулю.
По способу резки переносные машины бывают:
- К – кислородные;
- Пл – плазменно-дуговые.
Основным, чаще всего используемым рабочим инструментом машин и станков для газовой резки является машинный кислородный резак. Наиболее востребованы следующие их типы: инжекторные, внутрисоплового смешения, равного давления.
Источник: http://tutmet.ru/oborudovanie-mashina-stanok-gazovoj-rezki-metalla.html
Газовые резаки по металлу: устройство, настройка, портативный, своими руками
Газовые резаки служат для раскроя металлических листов, деталей и узлов на отдельные части самого разного размера, вплоть до мелких заготовок для украшений.
Такое оборудование широко используется для выполнения следующих работ:
- подготовительных на заготовительных участках металлообрабатывающего производства (от изготовления ювелирных изделий до тяжёлого машиностроения);
- ремонтных: от ремонта жилья до ремонта автомобилей;
- при строительстве самых разных объектов и т. п.
Принцип действия заключается в сгорании металла обрабатываемой детали в струе химически чистого кислорода. Продукты окисления из зоны реза выдуваются этой же струёй.
Для обеспечения этого процесса, газовый резак по металлу имеет следующую конструкцию:
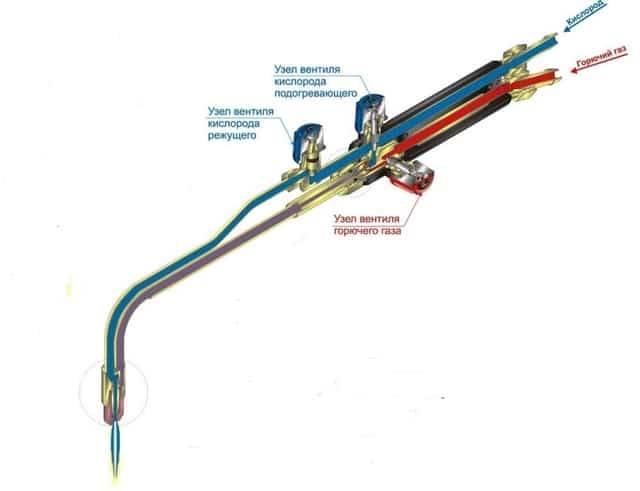
Устройство газового резака. Ист. http://rezhemmetall.ru/gazovyj-rezak-po-metallu.html.
Пояснение к рисунку. Ствол состоит из следующих узлов:
- рукоятка с ниппелями для присоединения кислородного и газового рукавов;
- корпус с регулировочными газовым и кислородным вентилями. В его состав, также, входят:
- инжектор;
- смесительная камера;
- трубки подачи кислорода и горючего газа.
Ствол присоединяется к корпусу накидной гайкой. Конструкция наконечника приведена на рисунке.
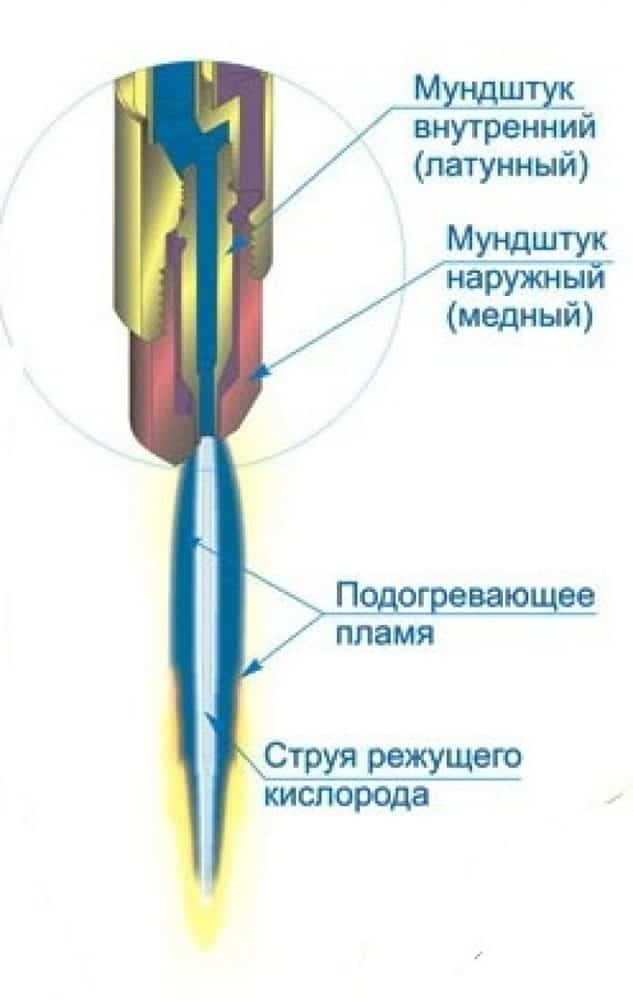
Устройство головки. Ист. http://rezhemmetall.ru/gazovyj-rezak-po-metallu.html.
Он состоит из внутреннего (латунного) и внешнего (медного) мундштуков.
Конструкция смесительной камеры интуитивно понятна из рисунка.
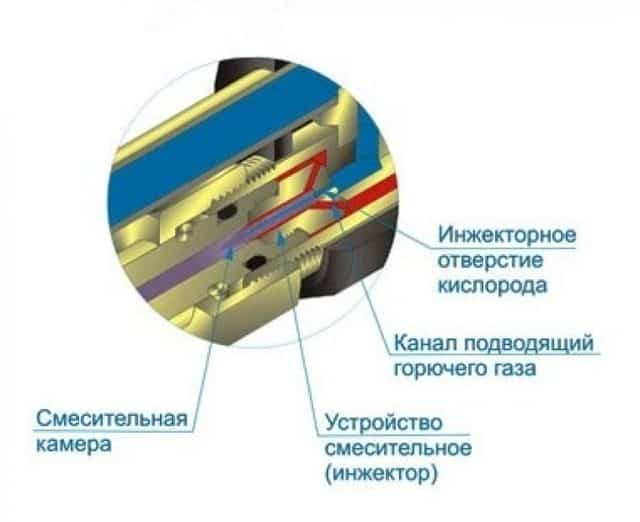
Устройство смесительной камеры. Ист. http://rezhemmetall.ru/gazovyj-rezak-po-metallu.html.
Газовая горелка: резак кислородный
Из баллона с редуктором через шланг с ниппелями кислород поступает в резак. В его корпусе он разветвляется по двум каналам:
- одна часть газа проходит через вентиль и попадает в инжектор. Из него она выходит с большой скоростью и, создавая разрежение, подсасывает горючий газ. В результате, в смесительной камере образуется горючая смесь. Она, проходя через зазор между внутренним и наружным мундштуками, сгорает и образует подогревающее пламя;
- вторая часть кислорода поступает через вентиль в трубку режущего газа. Выйдя через центральный канал внутреннего мундштука, она образует режущую струю.
Таким образом, для получения качественного реза необходимо:
- применять сопло и мундштук «правильного» (соответствующего марке и толщине обрабатываемого материала) размера;
- давление газа должно соответствовать толщине обрабатываемого материала;
- необходимы постоянный уход и чистка каналов сопла. Эту чистку рекомендуется производить медными прутками.
Газовый резак по металлу: разновидности

- по разновидности горючего газа:
- ацетилен;
- метан;
- пропан-бутан и т. п.
- по принципу смешения кислорода с горючими газами:
- безинжекторные;
- инжекторные;
- по основному назначению:
- для резки под водой;
- для резки толстого материала;
- для прорезания отверстий;
- универсальные;
- по виду резки:
- копьевые;
- кислородно-флюсовые;
- поверхностные;
- разделительные.
В настоящее время наиболее популярны газовые резаки универсального типа. Их отличают следующие положительные качества — они:
- осуществляют резку в любом направлении при толщине материала, мм: 3…300;
- достаточно просты в эксплуатации;
- весьма устойчивы;
- хорошо выдерживают обратные удары;
- имеют небольшую массу.
Пропановый
Газовым пропановым резаком можно производить раскрой металла толщиной листа до 300 мм. Оборудование обладает целым набором технических характеристик, способствующих его длительной эксплуатации.
Многие детали являются легко сменными и, при необходимости, могут быть заменены прямо в процессе производства работ (не покидая рабочего объекта). В большинстве случаев, возможна замена на аналоги. Кроме того, пропан имеет сравнительно невысокую стоимость.
Это делает ещё более выгодным использование пропановых резаков.
В качестве примера рассмотрим пропановые горелки «Маяк 2-01» и «РС-3П».
«Маяк 2-01» используется для ручной разделительной, кислородной резки низколегированных и углеродистых сталей.

«Маяк 2-01»
Его технические характеристики:
- толщина разрезаемой стали, мм: 3…100;
- горючий газ: пропан;
- диаметр рукава, мм: 9/9;
- длина, мм: 580;
- масса, кг: 1,3.
Комплект поставки пропановых мундштуков:
- наружный №1;
- внутренний №1(для резки металла толщиной, мм: 8…15) — установлен на резаке;
- в комплекте ЗИП:
- №2 (15…30 мм);
- №3 (30…50 мм);
- №4 (50…100 мм).
«РС-3П» — это газокислородный, инжекторный гаджет, предназначенный для ручной резки низколегированных и углеродистых сталей.

«РС-3П».
Его технические характеристики:
- толщина разрезаемой стали, мм: ≤ 200;
- применяемый газ: пропан / метан;
- длина, мм: 500;
- климатическое исполнение: УХЛ 1 и Т 1 по ГОСТ 15150;
- температура эксплуатации, °С:
- при работе на ацетилене: + 45…минус 40;
- при работе на пропан-бутане: +45ºС…минус 15;
- масса, кг: 1,05.
Ацетиленовый
Резаки ацетиленовые предназначены для ручной разделительной, кислородно-ацетиленовой резки углеродистых и низколегированных сталей. Классические – это резаки инжекторного типа:
- «Р1-01»;
- «Р2-01»;
- «Р2А-02»;
- «Маяк-1-01».
Смешивание газов в них происходит в инжекторной камере, которая расположена около ручки.
Другой вариант конструкции ацетиленовых резаков – это прибор внутрисоплового смешения газов (например, резак типа «Салют»). В нём горючая смесь создаётся непосредственно в мундштуке. Это обеспечивает высокую безопасность его эксплуатации, т. к. при обратном ударе вероятность проникновения пламени в трубку резака практически отсутствует (в ней нет горючей смеси).
Толщина разрезаемого этим оборудованием металла зависит от номера мундштуков на резаке:
- типа Р1 (например «Р1-01») комплектуются мундштуками, позволяющими резать металл толщиной до 50 мм;
- типа Р2 («Р2-01», «Маяк-1-01») комплектуются мундштуками, обеспечивающими раскрой металла толщиной до 200мм.
Газовый резак портативный
Многие имели возможность наблюдать нелёгкий труд газосварщиков, перевозящих на разнообразных тележках к рабочему месту большие и неподъемные баллоны с горючим газом и кислородом. Для создания мобильности, резак подсоединяется к баллонам посредством длинных шлангов. Неудобно и довольно тяжело работать с таким аппаратом. Причём, наибольшее неудобство создают именно эти длинные шланги.
Совершенно другое дело, если в вашем распоряжении небольшой переносной, инжекторного типа газовый резак портативный. Его перемещает с места на место 1 человек. При необходимости он может поднять его на значительную высоту. В комплект такого гаджета входит:
- газосварочная горелка либо резак;
- короткие шланги длиной до 5 метров;
- 2 кислородных баллона ёмкостью по 5 литров;
- 1 пропановый баллон, емкость которого может быть: 2, 3 или 5 литров.

Баллон с кислородом и горючим газом.
Широко распространены газовые резаки, имеющие крепление непосредственно на баллоне. Они, осуществляя нагрев поверхности до Т = 1300 °С, часто применяются в различных бытовых целях (например, для сварки металлов с низкой температурой плавления). Создаваемая ими температура нагрева достаточна для размягчения следующих металлов:
- медь;
- серебро;
- латунь;
- золото.
Для комфортной эксплуатации газовые резаки комплектуются креплением на баллончик и оснащаются пьезоподжигом. Эти гаджеты автономны и компактны. Благодаря чему их удобно использовать и на улице, и в гараже. Устройства весьма универсальны:
- ими удобно разжигать костёр на открытом воздухе в пасмурную погоду;
- они используются для разогрева замерзшего навесного замка в воротах загородного дома или дачи и во многих других случаях.

Безинжекторная модель газового резака, портативный газовый резак по металлу
Источник: https://kovka-svarka.net/2016/10/gazovye-rezaki/
Особенности выбора и эксплуатации газового резака по металлу
На производстве и в частных мастерских часто возникают ситуации, когда нужно быстро разрезать металлические детали. Для этого может использоваться сварочный аппарат, болгарка, ножовка по металлу. Одним из популярных видов оборудования является газовый резак по металлу.

Устройство и параметры
Аппарат для резки металлических деталей с помощью газа состоит из нескольких элементов. Мастеру нужно знать его устройство, чтобы в случае поломки или заклинивания принять определённые меры. Основные детали:
- рукоять;
- корпус;
- каналы для подачи горючего газа, кислорода;
- мундштук;
- форсунка, отвечающая за формирование горящей струи.
Помимо ключевых элементов, резак по металлу имеет регуляторы подачи газа, систему каналов, по которым они проходят через корпус и доходят до выходных отверстий. Габариты аппарата для резки металлических деталей меньше чем у болгарки, однако горелка требует подключения баллонов с расходным веществом, что усложняет доставку оборудования до рабочего места.
Газовый резак по металлу: разновидности
Газовые резаки для металла разделяются по разным критериям. Например, существует классификация по используемому газу, габаритам, виду резки, конструкции, методу смешивания расходных веществ.
Ацетиленовый
Представляет собой резак по металлу, который используется при разрезании металлических деталей большой толщины.
Ацетиленовое оборудование комплектуется дополнительными вентилями, которые позволяют устанавливать высокую скорость подачи газа. Существуют промышленные и портативные модели резаков.
Ацетилен обеспечивает максимальную температуру пламени. Это обуславливает большую глубину реза металла.
 Ацетиленовый резак по металлу
Ацетиленовый резак по металлу
Пропановый
Оборудование, работающее на пропане, применяется для разрезания сплавов, цветных и черных металлов. Максимальная толщина реза — 300 мм. Пропановые резаки более надёжные, что обуславливает их долговечность при активной эксплуатации. Мастера обращают внимание на безопасность таких аппаратов. Их часто используют при проведении самостоятельных работ в частных мастерских.
Газовый резак портативный
Можно купить устройство для автономной работы. Мини резаки помещаются в ладонь. Представляют собой металлический баллончик с газом, на который накручивается сопло с системой подачи горючего вещества. Сравнить ручной аппарат можно с турбо-зажигалкой.
С помощью спичек, зажигалки или установленной системы зажигания, газ воспламеняется, проходит через специальные форсунки, сопло, которые формируют тонкую струю пламени высокой температуры. Она не гаснет при сильном ветре, что позволяет без труда использовать ручной резак на улице.
Чтобы наполнить маленький баллончик можно использовать специальный ниппель для дозаправки или купить новую полную емкость.
Принцип работы и классификация газовых резаков
Преимущества и недостатки
Если нужно разрезать металлический лист, можно использовать разное оборудование и приспособления. Это может быть роликовый нож, ручные ножницы, болгарка, станок для разрезания лазером или водой. Каждый из способов обладает сильными и слабыми сторонами. Преимущества газовых резаков:
- Большая толщина реза. Зависимо от выбранного вида оборудования, можно разрезать металлический лист толщиной в 500 мм.
- Низкая цена на горелку, баллоны, соединительные шланги.
Недостатки:
- При сильном нагревании металла он подвергается тепловой деформации. Из-за этого изменяется структура материала.
- Большая ширина реза, что недопустимо при соблюдении точных габаритов.
- Если толщина листа небольшая, на срезе заметен конус от пламени.
- Невозможность работать с нержавеющей сталью, цветными металлами.
- Высокая стоимость за метр прорезанного листа.
После проведения резки металлических листов с помощью газовой горелки нужно дополнительно обрабатывать торцы.
Чтобы сделать качественный рез, нужно контролировать расстояние между соплом горелки и поверхностью материала. Для этого нужно сделать самодельную каретку, которая будет поддерживать рабочую часть оборудования в одном положении над металлическим листом.

Правила выбора
При выборе газового резака нужно учитывать ряд рекомендаций. Обращать внимание следует на такие факторы:
- Комфорт — важный показатель, отвечающий за то, сколько мастер сможет проработать с аппаратом без усталости. Желательно подержать горелку в руках. Это поможет понять насколько она будет удобна во время работы.
- Материал мундштука — наружная часть этого элемента горелки должна быть сделать из хромистой бронзы. Допускается чистая медь, имеющая красный оттенок.
- Соединительные трубки должны изготавливаться из латуни.
- Желательно выбирать горелку без декоративного покрытия. Краска будет закрывать возможные дефекты сборки аппарата.
- Работая с замасленными или окрашенными поверхностями, нужно выбирать удлинённые резаки (до 800 мм). Такая длина позволит уберечь кисть от травмирования пламенем.
- Выбирать рукоять из алюминия. Пластик менее долговечный и износоустойчивый.
- Температура пламени и скорость потока газа влияют на толщину реза металлических деталей. Глубина реза обозначается специальной маркировкой. Например, если нужно разрезать листы толщиной до 10 см, аппарат будет обозначен P. Чтобы разрезать листы толщиною более 10 см, требуется выбирать маркировку P3.
Важно проверять комплектацию оборудования до выхода из магазина. Чтобы не возникло лишних проблем при возможных поломках газовой горелки, необходимо получить гарантию.
Как выбрать газовый резак
Настройка газового резака
После покупки оборудования нужно провести его сборку и настройку. Этапы сборки аппарата:
- На два баллона необходимо установить редуктора. Красный устанавливается на пропановый, синий на кислородный. Прежде чем из накручивать необходимо проверить наличие резиновых уплотнителей. Сами вентиля должны быть без следов масла или жира.
- Далее нужно закрепить шланги подачи газа. Они вкручивается по резьбе редукторов. Закрепляются хомутами. Лучше использовать металлические крепёжные элементы.
- После подключения шлангов к баллонам необходимо закрепить их на горелке согласно схеме, указанной в инструкции. Она прилагается к аппарату.
Когда сборка окончена, можно переходить к этапу настройки. При этом необходимо соблюдать некоторые рекомендации:
- Работая с ацетиленом, нужно открыть вентиль на один полный оборот. Давление не должно превышать 1 атмосферу. Желательно выставлять давление до 0,54 атмосферы.
- Далее нужно продуть шланги. Для этого требуется открыть вентиль на горелке и дождаться изменения звука.
- После регулировки подачи дополнительного расходного вещества нужно провести настройку потока кислорода. Оптимальная величина давления — 2,0 атмосферы.
- Далее продуваются шланги путём открытия вентилей на баллоне, горелке.
Обычно инструкция по сборке, настройке, дальнейшему использованию указывается на упаковке или в квитках, которые прилагаются к газовому аппарату.
Резак ( пропан) — правильно настроить (пошагово).
Подготовка к работе
Прежде чем начинать работу с оборудованием для газовой резки нужно провести подготовку. Она включает действия, которые снижают риск порчи аппарата, заготовки, получения травм. Этапы подготовки:
- Осмотреть баллоны, соединительные шланги, крепёжные элементы, горелку на наличие повреждений. Они должны быть целыми, без видимых дефектов.
- Принюхаться к окружающему воздуху. Так можно определить утечку газа. Изначально необходимо подключить шланги к баллонам и горелке, зажать их хомутами. Горючая смесь не должна вырываться наружу.
- Резиновые уплотнители должны быть целыми. Если на них появляются трещины, их форма изменяется, необходимо немедленно заменить прокладки на новые.
- Прежде чем открывать кислородный вентиль необходимо проверить оборудование на наличие жировых пятен, подтёков масла. Даже небольшое количество этих веществ могут вызвать взрыв.
Важно правильно соединить шланги, не перепутав подачу газа.
 Подготовка к работе газовым резаком
Подготовка к работе газовым резаком
Инструкция по использованию
Резка металла резаком должна проходить по инструкции. Она состоит из нескольких этапов, которые должны идти строго дуг за другом:
- Открыть кислородный вентиль.
- Открыть баллон с газом.
- Поджечь струю смеси газов, которая выходит из сопла горелки.
- С помощью системы вентилей отрегулировать скорость потока газа.
- Нагреть металлическую поверхность до той степени, чтобы её цвет изменился до соломенного.
- Резка металла начинается после открытия вентиля кислорода на горелке.
- Чтобы завершить резку, необходимо перекрыть сначала газ, а затем кислород.
Сопло можно остудить в холодной жидкости.
Как правильно пользоваться резаком.
Газовый резак своими руками
Изготовление газового резака своими руками не представляет больших сложностей. С помощью самодельного аппарата не получится резать толстые листы металла, однако для тонких листов, легкоплавких сплавов оно подходит. Требуемые материалы:
- медная проволока;
- капельницы — 2 штуки;
- металлический баллончик с газом для заправки зажигалок;
- иголка для накачки мячей;
- насос для аквариумов;
- паяльник, расходные материалы к нему;
- надфиль;
- ниппель;
- компрессор.
Изготовление самодельного резака:
- Согнуть иглу от капельницы. Оптимальный угол — 60 градусов.
- Проделать отверстие на боковой части иглы для накачки мечей. Пропустить через неё согнутую иглу от капельницы. Кончик должен выйти на 2 мм.
- Отверстия обмотать медной проволокой, пройти паяльником.
- На окончаниях игл закрепить трубки от капельниц.
- Толстая игла для накачки мячей должна быть соединена с газовым баллончиком, тонкая игла — с компрессором.
Чтобы регулировать поток подачи газа, используются пластиковые перемычки, закреплённые на трубках от капельниц.
Газовый резак для начинающих (сборка) Газовый резак по металлу применяется для разрезания толстых металлических листов. С его помощью можно сделать рез на глубину до 50 см. Можно собрать аппарат своими руками, однако его возможности будут гораздо ниже, чем у купленного резака. Особенности выбора и эксплуатации газового резака по металлу Ссылка на основную публикацию 

Источник: https://metalloy.ru/obrabotka/rezka/gazovyj-rezak
На что обратить внимание при выборе газового резака
Газовая резка — один из самых легких способов разрезать металлическую заготовку на части. Процесс осложняется лишь тем, что для работы понадобится специальное оборудование. К нему относятся баллон с горючим топливом, а также газовый резак. Данный материал посвящен именно последним. Еще статья затрагивает правила работы и советы по уходу за оборудованием.
Устройство агрегатов
Конструкция у большинства устройств схожа. Основными элементами воздушно-дуговых и других резаков являются:
- инжектор/эжектор — в нем происходит смешивание элементов;
- входы и ниппели — для соединения кислорода и газа-подогревателя;
- камера смешения;
- вентили — для регулировки подачи элементов смеси;
- сопло (дюза) — наконечник трубки, одно или несколько.
Устройство газового резака однотипно для всех видов изделий, однако могут претерпевать незначительные изменения. Подробно об этом — в следующих разделах.
Деятельность газорезчика не столь сложна, сколько опасна. Резак обыкновенный работает так:
- пользователь соединяет устройство с баллонами кислорода и горючего газа, открывает клапаны (вентили) до нужного давления;
- кислород и пропан/ацетилен/водород смешиваются в единую струю;
- поток смеси одновременно сжигает металл и сдувает расплавленные окисленные частицы.
Устройство газового резака
Схема схожа у большинства аппаратов для газорезки или газосварки, отличия встречаются лишь у эжекторных представителей. Технический паспорт либо инструкция по применению — лучший источник информации о том, как лучше эксплуатировать режущий инструмент. Теперь — о разновидностях оборудования.
Классификация изделий
Современные устройства работают посредством смешивания кислорода и воспламеняемых газов. Тип топлива — первый критерий деления на группы. Наиболее распространены следующие газовые резаки:
- Пропановый. Весьма распространен, поскольку безопасен и имеет высокий КПД. Используется при резке цветных либо черных металлов, популярен среди любителей и профессионалов. Пример востребованной модели — пропановый резак «Корд-05П-L340». Режет металл от 3 до 500 мм толщиной, весит лишь 0,9 кг, стоит около 1500 рублей.
- Кислородный. Является инжекторным резаком, рабочая смесь которого на 85% состоит из кислорода и на 15% — из пламени. Первый подается под большим давлением, поэтому происходит воспламенение смеси. Невысокая стоимость газокислородного резака позволила ему стать популярным среди любителей. Стоимость чуть ниже пропанового аналога, поскольку рассмотренный аппарат режет не такой толстый металл (до 300 мм).
- Ацетиленовый. Данное горючее используется при работе с толстыми заготовками, поскольку оно сильно нагревается. Труба, через которую подается ацетилен, имеет вентиль, позволяющий регулировать скорость потока. Резак ацетиленовый — один из немногих, имеющий портативные аналоги. Они становятся популярнее ежегодно, поскольку не уступают в качестве крупным изделиям. Пример — Redius P2A-01M, стоимость которого составляет около 1600 рублей.
- Керосиновый. Применяется для резки углеродистых сталей с максимальной толщиной 200 мм. Не считается востребованным, поскольку чаще встречается в горной, угольной промышленности, на шахтах. Это своего рода преимущество керосинового резака перед пропаном и ацетиленом (их не рекомендуется использовать под землей).
- Бензиновый. Сфера применения та же, что у керосиновых. Считается ручным резаком, а топливом служит бензин А-80, А-92, А-95.
- Водородный. Смесь из кислорода и водорода имеет наивысшую температуру горения среди газов — 2800 градусов. Поэтому водородный резак хорош в работе, которую нужно сделать быстро. Главное достоинство в том, что его получают электролизным способом из воды, который возможен в домашних условиях. Часто используется в ювелирных работах. Встречаются экземпляры покрупнее и помельче, причем последние более популярны. Доливка воды — единственная необходимость при обслуживании.
Интересное видео по этому поводу подготовила компания Сварка Центр:
Также газовый резак по металлу имеет различное конструктивное исполнение; это второй критерий классификации. Сюда относятся размеры, количество трубок, способ воспламенения смеси и другое. Выделяют:
- промышленные резаки (для больших объемов работ; также известны как машины для газовой резки металла);
- компактные, портативные, мини-резаки (условные названия, поскольку изделие по размеру не больше паяльной лампы; используется, к примеру, при розжиге костра);
- туристический (похож на ранее названный, но имеет функцию предварительного подогрева и исправно работает под любым углом наклона);
- резак с пьезоподжигом (не содержит вентилей; воспламенение смеси происходит при нажатии одной кнопки).
Некоторые изделия для резки металла газом выделяют в отдельные группы. Ниже — подробнее о них.
- Воздушно-дуговые резаки. Назначение — резка цветных или черных металлов в производственных условиях. Малогабаритны (например, воздушно-дуговой отечественный резак РВДм-315 весит 500 г при длине 315 мм), высокопроизводительны, однако работают только с источником тока и компрессором. Покупка его для бытовых нужд станет лишней тратой денег. К тому же, для работы воздушно-дуговым резаком понадобятся электроды, катоды и сопла, которые придется докупать регулярно.
- Трехтрубные устройства. Также известны как резаки с внутрисопловым смешением. В отличие от большинства газосварочных резаков имеют не два канала (трубки), а три. По первому идет режущий газ — кислород, по второму — горючий газ (пропан, ацетилен и др.), по третьему — подогревающий газ. Для нормальной работы трехтрубного устройства требуется повышенное давление рабочего газа (минимум 20 кПа).
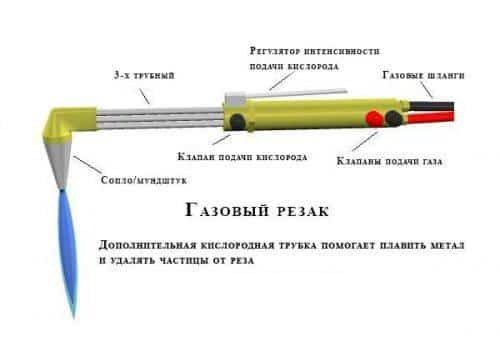 Трехтрубный газовый резак
Трехтрубный газовый резак
Конструкция позволяет использовать любой горючий газ, необходимо лишь подбирать подходящие мундштуки для резака. Относятся к самым безопасным изделиям, поскольку смешивание элементов происходит не в основании изделия, а у головки. Однако это повышает цену на трехтрубный резак в 1,5-2 раза.
Оборудование для газовой резки делится на инжекторное и эжекторное. У вторых имеется два разделенных канала — для подогревающего и горючего газов. В инжекторных же установках они объединены.
Резак обыкновенный, которым привыкли работать на заводах, чаще всего инжекторный; к этому же типу относятся устройства для ручной кислородной резки, компактные и мини-изделия.
Эжекторное оборудование для кислородной резки — это трехтрубные аппараты.
Далее — пара слов о регулярных инвестициях в работу.
Расходные элементы для резаков
Наиболее подвержены износу мундштуки и сопла изделий. Чтобы резаки для кислородной резки работали дольше, можно пойти двумя путями:
- регулярно покупать новые расходники;
- ухаживать за существующими.
Какой вариант выбрать — решать вам, но профессионал выбирает второй. Уход заключается в:
- чистке каналов сопла металлическим прутком из мягкого материала (меди, алюминия);
- подборе оптимального соотношения толщины металла и уровня давления горючей смеси.
Воздушно-дуговые резаки требуют гораздо больше инвестиций в стабильную работу, ведь для них необходимы электроды разных диаметров, сопла, катоды, источники тока и компрессор. Поэтому для периодических работ их не стоит рассматривать как вариант.
Теперь — коротко о том, как проходит резка металла резаком.
Инструкция по использованию
Подготовительный этап заключен в осмотре оборудования. Проверить правильность соединения шлангов, подтяжку крепления, их герметичность. Рекомендуется смазать уплотнители вентилей глицерином, а затем приступать к работе.
Этапы резки:
- открыть вентиль с кислородом, затем — с горючим газом;
- поджечь (спичкой, зажигалкой) выходящую смесь;
- регулировать струю при помощи вентилей до нужного размера и скорости потока;
- прогреть место реза;
- открыть вентиль с режущим кислородом, выполнить операцию;
- перекрыть вентиль с горючим газом, затем — с кислородом;
- при необходимости остудить наконечник в холодной воде.
Открыть вентили на баллонах Открыть вентили на резаке Поджечь смесь
Важно помнить про СИЗ — перчатки, закрытые руки, очки для газорезки и т.д. Желательно иметь удобную обувь, одежду не из синтетики, а место реза полностью обезжирить, иначе взрыв при контакте кислорода с маслом неминуем. О том, что курить вблизи баллонов нельзя, напоминать не стоит.
Несколько полезных советов
Сначала — об условиях резки:
- при регулировке выходящей струи помните, что температура плавления металла всегда выше температуры воспламенения, иначе заготовка просто не прогорит;
- температура окислов (брызг) же должна быть ниже температуры плавления металла, иначе резка не состоится вовсе;
- классический пропановый резак не пойдет по работу по чугуну или высокоуглеродистой стали, т.к. углерод понижает температуру плавления;
- окислы надо удалять сразу же, иначе они застынут и осложнят работу;
- металл должен иметь низкую теплопроводность, чтобы кромка не успевала остыть после предварительного нагрева.
Еще ряд рекомендаций перед началом работ:
- при выборе мундштука обращайте внимание на маркировку — на них стоят буквы («А» — для ацетилена, «П» — для пропана и т.д.);
- на вентилях есть стрелки с направлением и буквой, указывающей на сторону вращения при открытии («О») и закрытии («З»);
- гайка штуцера под кислород имеет правую резьбу, под горючий газ — левую;
- никогда не направляйте газовое оборудование для резки металла в сторону источников смеси (баллонов);
- следите за шлангами; хороший газорезчик соединяет их и располагает сбоку так, чтобы не мешали процессу.
Вкратце это все, что необходимо знать про принцип работы и виды газовых резаком по металлу. Перед покупкой пользователь определяется с типом оборудования, оценивает объем работ, прикидывает, в какую сумму обойдется машина газовой резки или компактный мини-экземпляр. Если вы — опытный пользователь, который может дать рекомендации относительно резаков, поделитесь этим в обсуждении к статье.
Поиск записей с помощью фильтра: ГибкаЗаточкаЗащитаКовкаРезкаСваркаСверлениеСлесарнаяТермоТокарнаяШлифовка АрматураКвадратКругЛистПолосаПроволокаТрубаУголокШвеллер АлюминийЛатуньМедьНержавейкаОцинковкаТитанЧугун
Источник: https://WikiMetall.ru/oborudovanie/gazovyiy-rezak.html
Газовая резка металлов
Главная страница » Информация » Газовая резка металлов
Газовая резка металлов выполняется достаточно просто. Для её осуществления не нужны никакие фазоинверторы (как при электрической резке), помещения с центральным кабелем заземления или дорогостоящее режущее оборудование. Необходимы только газ и резак.
Технология газовой резки металла
Последовательность выполнения операций следующая:
- поджигается газ-нагреватель, который разогревает поверхность разрезаемой детали до необходимой температуры (для стали — 1000…1200 °С);
- подается кислород под давлением до 12 атмосфер.
От соприкосновения с нагретой поверхностью, струя кислорода воспламеняется и легко разрезает заготовку.
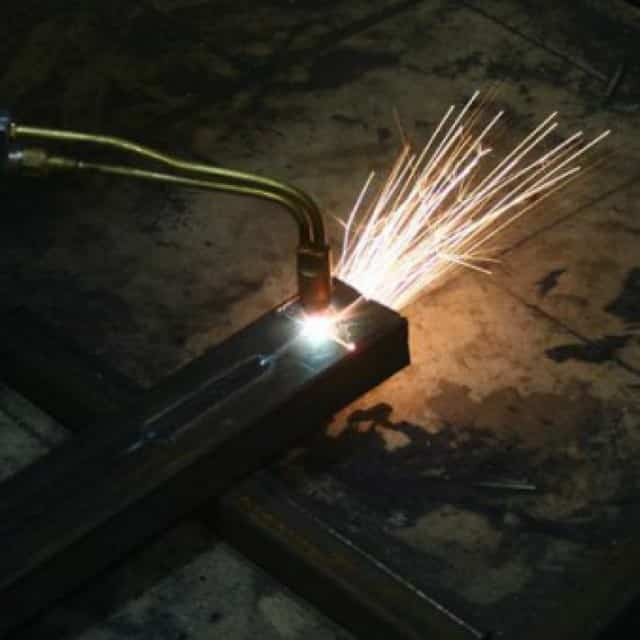
Газовая резка.
В случае раскроя «лёгких металлов» температура нагрева значительно ниже: производится одновременно резка и подогрев. Образующийся при резке флюс выкидывается подогревающим пламенем в стороны (в случае «глухого» реза) или прожигается через весь металл (при сквозной резке).
Следует учитывать, что необходимо обеспечивать подачу кислорода без перерыва. В случае прерывания пламя может погаснуть, и снова придется разогревать поверхность разрезаемой детали.
Материалы и оборудование для газовой резки
При газовой резке используют два газа:
- непосредственно кислород, который выполняет процесс разделения металла;
- газ для подогрева заготовки. Чаще всего применяется пропан или ацетилен.
Обычный кислородный раскрой заготовок осуществляется резаком Р1-01П.
Он лучше всего подходит для работы со сталью (в том числе, с каленой и чугуном). В комплекте со специальной шарнирной накладкой РФ7 (она изготовлена из стали и покрыта слоем вольфрама) резак применяется для точного разрезания труб.
Газовая резка труб.
Следует учитывать, что для сварки резак Р1-01П не годится.
Для раскроя «лёгких металлов» применяются более сложные резаки, наконечники которых имеют форму пирамиды с 3 соплами. Два боковых сопла подают к месту реза подогревающий газ, а центральное тонкое — кислород под высоким давлением.

Разные типы газовых резаков.
В заводских условиях для раскроя крупных и толстых листов металла применяются станки с рабочим столом.
Достоинства и недостатки газовой резки
Газовый раскрой металлических листов имеет ряд преимуществ:
- очень прост;
- универсален в применении;
- мобилен. Оборудование можно транспортировать;
 Переносной пост.
Переносной пост. - даёт возможность резать металлические листы большой толщины (до нескольких сот миллиметров);
- наличие ржавчины или окраски не являются помехой.
Недостатком является низкая точность по сравнению с другими технологиями резки.
Техника безопасности
При проведении работ с газовым резаком, обязательное требование — это соблюдение правил техники безопасности. Следует обязательно использовать:
- защитную маску;
- комбинезон;
- перчатки.
Работу можно производить только на специальном рабочем месте (оборудованном стационарном или подготовленном на выезде). К работе допускаются специалисты, прошедшие соответствующую подготовку. При отсутствии навыков следует обратиться в специализированную мастерскую.
Где заказать услугу
- Сайт: http://sevmetallkomplekt.ru/;
- Адрес: 194156,г. Санкт-Петербург, ул. Манчестерская, дом №2;
- Телефон: +7(812) 241-00-45;
- Почта: smk@sevmetallkomplekt.ru.
Компания осуществляет резку газом по чертежам заказчика листов металла следующих размеров:
- толщина ≤ 200 мм;
- ширина ≤ 2 м;
- длина ≤ 12 метров.
Источник: https://plazmen.ru/gazov-rezk-metal/
Газовый резак: виды, назначение и особенности
Основным назначением аппаратов для газового раскроя металла является смешивание горючих веществ (жидкостей или газов) с кислородом для получения струи высокотемпературного пламени. В отличие от сварочной горелки, газовый резак снабжен трубкой и запорно-регулирующей арматурой для подачи кислорода режущей струи, а также имеет особое устройство головки.
Классификация аппаратов
Газовые резаки имеют достаточно много видов и классифицируются по таким признакам:
- тип резки: поверхностные и разделительные;
- назначение: ручные и механизированные;
- вид горючего: ацетиленовые, пропановые, метановые, керосиновые;
- конструкция: наличие или отсутствие инжектора;
- кислородная подача: низкого и высокого давления;
- тип мундштука: многосопловые и щелевые;
- мощность: малая (< 10 см разрезаемого металла), средняя (< 20 см) и высокая (> 20 см).
Сегодня разными производителями выпускается более десятка модификаций подобного оборудования, однако конструктивно они мало чем отличаются между собой. Для таких устройств характерно наличие ручки с вентилями для изменения подачи пламеобразующих газов, и наконечника с головкой, в которой происходит образование пламени.

На рисунке представлен пример газового резака фирмы KRASS
Внешне резак и сварочная горелка имеют много общего. Как отмечалось выше, основное отличие заключается в отсутствии у последней подачи кислорода режущей струи и другое устройство головки. Больше о горелках можно прочитать в статье: горелка газовоздушная для газопламенной обработки материалов.
Газовый резак инжекторного типа
Инжекторные устройства позволяют использовать горючий газ низкого, среднего и высокого давления. Проходя через инжектор, подогревающий кислород, реализует в смесительной камере эффект разрежения, вследствие чего осуществляется подсос газа. Далее смесь поступает в головку, а из нее подается в шлицевые каналы внутреннего мундштука.
Комплектация аппарата может состоять из 6 внутренних мундштуков (№№ 0-5), которые обеспечивают раскрой металла толщиной до 20 см при работе с ацетиленом, и 7 внутренних мундштуков (№№ 0-6) для толщин 0,3-30 см при работе с пропаном-бутаном. Данное оборудование также может комплектоваться разными модификациями наружных мундштуков (№1 для диапазона толщин 0,3-10 см; №2 для 10-30 см).

На рисунке представлены внутренние мундштуки
Для обработки углеродистых и низкоуглеродистых сталей толщиной до 10 см применяется инжекторный газовый резак Р3П-100 «Krass», который выпускается как для работы с ацетиленом, так и с пропаном-бутаном. Для более толстой стали (до 30 см) используется P3П-300 «Krass», работающий с ацетиленом, пропаном и метаном. Кстати, статьи о технических газах Вы можете прочитать в этом разделе.
Внутрисопловое смешение
В устройствах с внутрисопловым смешением смесь образуется в шлицевых каналах между наружной гильзой и внутренним мундштуком. Подача режущего кислорода осуществляется рычажным клапаном, а подогревающего и горючего газа – регуляторами, которые установлены на рукоятке.
Данное оборудование выпускается в 3-х исполнениях: для работы с ацетиленом, пропаном и природным газом.
Поскольку газ смешивается не у рукоятки, как в инжекторных устройствах, а в головке, такие аппараты имеют повышенный уровень безопасности.
Вместе с тем, подобный принцип действия требует более сложной конструкции, что приводит к увеличению стоимости приспособления. Также для стабильной работы требуется повышенное давление горючего газа – от 20 кПа.

Устройства с внутрисопловым смешением
Керосино-кислородные резаки
Оборудование для резки металла, работающее на керосине, обладает конструктивными отличиями от газовых аппаратов, поскольку для получения пламени необходимо превращение жидкости в газообразное состояние. Данный процесс осуществляется в испарителе, подогрев керосина в котором реализуется с помощью специального подогревающего сопла.
Горючее подается из бачка по маслобензостойкому шлангу под давлением 30 кПа. Емкость снабжена предохранительным клапаном и ручным насосом, и с учетом конструкции позволяет залить до 8 л горючего. Устройство такого типа имеет востребованность при работе в полевых условиях.
Что нужно знать при работе с резаками
Прежде нужно знать принцип работы и классификацию этих устройств. Для этого можете посмотреть видео ниже:
- Каждый маховик вентиля имеет маркировку газа, подачу которого он регулирует.
- Стрелками на вентиле указывается направление при открытии и закрытии («О» — открытие, «З» — закрытие).
- На сменном мундштуке указывается индекс газа («А» — ацетилен, «П» — пропан, «М» — метан).
- Гайка кислородного штуцера имеет правую резьбу, а горючего газа – левую.
- Детали, соприкасающиеся с ацетиленом до камеры смешения, не изготавливаются из меди и медесодержащих сплавов (>65%).
Также советуем посмотреть видео о том, как выбрать данное устройство:
В компании «Промтехгаз» можно приобрести качественные резаки фирмы «Krass», которые осуществляют газовую резку металла (до 30 см), а также заправить баллон пропаном по оптимальной цене.
Источник: http://xn--80affkvlgiu5a.xn--p1ai/gazovyj-rezak-vidy-naznachenie/





