- Закалка стали
- Отжиг
- Воздействие холодом
- Химико-термическая обработка
- Термообработка разных видов стали
- Какие способы термообработки металла существуют
- Особенности термической обработки
- История
- Для чего нужна термическая обработка
- Преимущества термообработки
- Виды термической обработки стали
- Отжиг
- Закалка
- Термомеханическая обработка
- Отпуск
- Криогенная обработка
- Химико-термическая обработка
- Термообработка цветных сплавов
- Термическая обработка металла. Особенности технологического процесса
- Параметры твердости и ее показатели
- Виды термообработки стали
- Термообработка стали – Отжиг
- Термообработка стали – Закалка
- Термообработка стали – Отпуск
- Термообработка стали – нормализация
- 6 Термическая обработка стали
- Виды термической обработки стали
- Отжиг
- Закалка
- Отпуск
- Нормализация
- Понятие о термической обработке металлов, ее назначение. Основные виды термической обработки стали
- Основные виды термической обработки стали
- ОГЛАВЛЕНИЕ
- ВВЕДЕНИЕ
- Химико-термическая обработка стали
Термическая обработка стали проводится с целью придания материала определенного набора свойств путем изменения его внутренней структуры на молекулярном уровне.
Метод подразумевает нагрев или охлаждение металла до определенного температурного уровня с его последующим возвращением к нормальному состоянию.
Иногда применяется многофазная термообработка, которая позволяет производить наиболее закаленные марки сталей.

Процедура протекает в специальных печах или холодильных установках, которые дают возможность четко контролировать температуру на каждом этапе технологического процесса. Это очень важное условия успешной закалки, так как несоблюдение технологии может наоборот придать металлу негативные свойства.
Режимы термообработки стали зависят от структурного состава материала. Все они были установлены опытным путем в результате многократных испытаний, поэтому современные способы закалки при соблюдении всех условий позволяют получать материалы высокого качества с большим запасом прочности.
Термообработка сталей должна подготовить их к эксплуатации в агрессивной среде под воздействием разрушающих факторов.
Выделяют следующие виды термообработки сталей: закалка, отпуск, отжиг, нормализация, воздействие холодом и химико-термическая обработка.
Закалка стали
Закалка подразумевает прогрев металла до установленной температуры и поддержание достигнутого уровня в течение определенного периода времени.
Временной интервал определяется скоростью превращения внутренней структуры сплава устойчивое вещество.
После этого сталь быстро охлаждают в воде или масле, так как постепенное остывание может привести к нарушению достигнутой структуры кристаллической решетки.
Закалка придает материалу твердости, но снижает его ударную вязкость, что делает сталь более хрупкой.
Такой обработке подвергают детали, которые предназначены для эксплуатации под воздействием статической нагрузки без влияния динамических колебаний. Отпуску подвергаются некоторые детали после закалки.
Его суть состоит в повторном нагревании металла до температуры ниже, чем температура закалки. Это позволит снова нарушить достигнутые межмолекулярные связи и приведет к их перестроению.

После нагрева металл вытаскивают из печи и дают остыть естественным путем без применения охладителей. Такая процедура несколько снижает твердость, но при этом повышает ударную вязкость и ковкость.
Так что после закалки с последующим отпуском сталь будет тверже и пластичнее, чем необработанный сплав. Отжиг проводится по схеме нагрева металла с последующим медленным остыванием прямо в печи без использования специальных средств.
Это убирает неоднородность распределения элементов в сплаве и позволяет создать устойчивое соединение железа с углеродом на межмолекулярном уровне.
Отжиг
После отжига значительно уменьшается твердость стали, но возрастает ее пластичность и ковкость. Такой обработке подвергается материал, предназначенный для последующей штамповки или раскатки.
Нормализация технологически повторяет процесс отжига, только после нагрева сплав остывает не непосредственно в печи, а на открытом воздухе.
Это позволяет добиться хороших показателей ковкости и пластичности без существенного снижения твердости.

Воздействие холодом
Воздействие холодом необходимо для завершения превращения аустенита в мартенсит. Он придает металлу дополнительную упругость и препятствует образованию рваных трещин при воздействии избыточного давления на деталь. Такой материал хорошо подходит для эксплуатации под влиянием высоких динамических нагрузок. Необходимой твердости ему обычно добавляют с помощью соответствующих присадок.
Химико-термическая обработка
Химико-термическая обработка подразумевает насыщение верхних слоев стали каким-либо элементом под воздействием высокой температуры. Различают несколько видов данной процедуры. Цементация означает пропуск через сталь углерода при температуре 950 градусов по Цельсию. Это придает поверхности дополнительной твердости, не затрагивая при этом внутренние слои материала.
Азотирование позволяет насытить верхний слой стали азотом для повышения его коррозийной стойкости, прочности и предела устойчивости. Проводится процедура путем нагревания сплава до 700 градусов в аммиачной среде.
Хромирование позволит придать поверхности материала повышенную устойчивость к пресной и соленой воде и некоторым видам кислотных и оксидных сред. Это позволяет подготовить сталь к эксплуатации в неблагоприятных условиях. Цианирование совмещает в себе одновременное насыщение верхних слоев стали углеродом и азотом.
Это позволяет одним махом увеличить твердость материала и защитить его от воздействия коррозии.
Термообработка разных видов стали
Термообработка легированной стали должна производиться с медленным прогревом до необходимой температуры, а затем с медленным остыванием заготовки.
В результате добавления легирующих присадок стали данной марки имеют низкую теплопроводность, поэтому резкое изменение температуры может привести к короблению или образованию трещин.
Также очень важно, чтобы нагревание происходило равномерно по всей площади детали.
Термообработка нержавеющей стали тоже содержит свои нюансы.После отжига ее необходимо оставить в печи до полного остывания, а затем провести процедуру отпуска, чтобы получить материал оптимального качества. Резкое изменение температур также нежелательно, так как может негативно отразиться на эксплуатационных свойствах.

Термообработка аустенитных сталей проводится в печах при равномерном нагреве заготовки до температуры 1000-1150 градусов по Цельсию. После этого следует быстрое охлаждение в жидкости, что позволяет получить материал с устойчивой ферритной внутренней структурой. Эти стали применяются для изготовления конструкционных материалов, поэтому должны получить повышенную прочность при закалке.
Термообработка быстрорежущей стали является трудоемким процессом. Она относится к классу высоколегированных сплавов, поэтому не переносит резких перепадов температур.
Закалка данного материала производится на высокоточном оборудовании, позволяющем четко регулировать каждую фазу технологического процесса.
Эта марка используется для производства инструментов для резки, которые даже при нагреве до 600 градусов не теряют своей первоначальной твердости.
Термообработка углеродистой стали сводится к получению устойчивой связи между атомами железа и углерода в кристаллической решетке. Метод зависит от необходимости получения конкретного вещества по завершению процесса.
Источник: https://promplace.ru/obrabotka-metallov-staty/termicheskaya-obrabotka-stali-1555.htm
Какие способы термообработки металла существуют
Чтобы изменить технические характеристики металла, можно создать сплав на его основе и добавить к нему другие компоненты. Однако существует ещё один способ изменения параметров металлического изделия — термообработка металла. С её помощью можно воздействовать на структуру материала и изменять его характеристики.

Особенности термической обработки
Термическая обработка металла — это ряд процессов, которые позволяют снять с детали остаточное напряжение, изменить внутреннюю структуру материала, повысить эксплуатационные качества. Химический состав металла после нагревания не изменяется. При равномерном разогревании заготовки изменяется размер зёрен структуры материала.
История
Технология термической обработки металла известна человечеству с давних времён. Во времена Средневековья, кузнецы разогревали и остужали заготовки для мечей с помощью воды.
К 19 веку человек научился обрабатывать чугун. Кузнец помещал металл в емкость полную льда, а сверху засыпал сахаром. Далее начинается процесс равномерного разогревания, продолжающийся 20 часов.
После этого чугунную заготовку можно было ковать.
В середине 19 века, русский металлург Д. К. Чернов задокументировал то, что при нагревании металла, его параметры изменяются. От этого учёного пошла наука — материаловедение.
Для чего нужна термическая обработка
Детали для оборудования и узлы коммуникаций, изготавливающиеся из металла, часто подвергаются серьёзным нагрузкам. Дополнительно к воздействию давлением, они могут находиться в условиях критических температур. Чтобы выдержать такие условия, материал должен быть износоустойчивым, надёжным и долговечным.
Покупные конструкции из металла не всегда способны длительное время выдерживать нагрузки. Чтобы они прослужили гораздо дольше, мастера металлургии применяют термическую обработку. Во время и после нагревания химический состав металла остается прежним, а характеристики изменяются. Процесс термической обработки увеличивает коррозионную устойчивость, износоустойчивость и прочность материала.
Как это устроено. Термообработка
Преимущества термообработки
Термическая обработка металлических заготовок является обязательным процессом, если дело касается изготовления конструкций для длительного пользования. У этой технологии существует ряд преимуществ:
- Повышенная износостойкость металла.
- Готовые детали служат дольше, снижается количество бракованных заготовок.
- Улучшается устойчивость к коррозийным процессам.
Металлические конструкции после термической обработки выдерживают большие нагрузки, увеличивается их срок эксплуатации.

Виды термической обработки стали
В металлургии применяется три вида обработки стали: техническая, термомеханическая и химико-термическая. О каждом из представленных способах термической обработки необходимо поговорить отдельно.
Отжиг
Разновидность или еще один этап технической обработки металла. Это процесс подразумевает под собой равномерное нагревание металлической заготовки до определённой температуры и последующее её остывание естественным путём. После отжига исчезает внутреннее напряжение металла, его неоднородность. Материал размягчается под воздействием температуры. Его проще обрабатывать в дальнейшем.
Существует два вида отжига:
- Первого рода. Происходит незначительное изменение кристаллической решётки в металле.
- Второго рода. Начинаются фазовые изменения структуры материала. Его ещё называют полный отжиг металла.
Диапазон воздействия температур при проведении этого процесса — от 25 до 1200 градусов.
Закалка
Ещё один этап технической обработки. Металлическая закалка проводится для увеличения прочности заготовки и уменьшения её пластичности. Изделие разогревается до критических температур, а затем быстро остужается методом окунания в ванну с различными жидкостями. Виды закалки:
- Двухэтапное охлаждение. Изначально заготовка остужается до 300 градусов водой. После этого деталь кладут в ванну, заполненную маслом.
- Использование одной жидкости. Если обрабатываются небольшие детали используется масло. Большие заготовки охлаждаются водой.
- Ступенчатая. После разогревания заготовку охлаждают в расплавленных солях. После этого её выкладывают на свежий воздух до полного остывания.
Также можно выделить изотермический вид закалки. Он похож на ступенчатый, однако изменяется время выдержки заготовки в расплавленных солях.
Термомеханическая обработка
Это типовой режим термической обработки сталей. При таком технологическом процессе используется оборудование создающее давление, нагревательные элементы и ёмкости для охлаждения. При различных температурах заготовка подвергается разогреву, а после этого происходит пластическая деформация.
Отпуск
Это заключительный этап технической термообработки стали. Проводится этот процесс после закалки. Повышается вязкость металла, снимается внутреннее напряжение. Материал становится более прочным. Может проводиться при различных температурах. От этого изменяется сам процесс.

Криогенная обработка
Главное отличие термической обработки от криогенного воздействия в том, что последний подразумевает под собой охлаждение заготовки. По окончанию такой процедуры детали становятся прочнее, не требуют проведения отпуска, лучше шлифуются и полируются.
При взаимодействии с охлаждающими средами температура опускается до минус 195 градусов. Скорость охлаждения может изменяться в зависимости от материала.
Чтобы охладить изделие до нужной температуры, используется процессор который генерирует холод. Заготовка равномерно охлаждается и остаётся в камере на определённый промежуток времени.
После этого её достают и дают самостоятельно нагреться до комнатной температуры.
Термообработка стали Vanadis 4
Химико-термическая обработка
Ещё один вид термообработки, при котором заготовка разогревается и подвергается воздействию различных химических элементов. Поверхность заготовки очищается и покрывается химическими составами. Проводится этот процесс перед закалкой.
Мастер может насыщать поверхность изделия азотом. Для этого они нагревается до 650 градусов. При нагревании заготовка должна находиться в криогенной атмосфере.
Термообработка цветных сплавов
Представленные виды термической обработки металлов не подходят для различных видов сплавов и цветного металла. Например, при работе с медью проводится рекристаллизационный отжиг. Бронза разогревается до 550 градусов. С латунью работают при 200 градусах. Алюминий изначально закаляют, затем отжигают и подвергают старению.
Термообработка металла считается необходимым процессом при изготовлении и дальнейшем использовании конструкций и деталей для промышленного оборудования, машин, самолётов, кораблей и другой техники. Материал становится прочнее, долговечнее и устойчивее к коррозийным процессам. Выбор технологического процесса зависит от используемого металла или сплава.
Источник: https://metalloy.ru/obrabotka/termo/vidy
Термическая обработка металла. Особенности технологического процесса
После воздействия на сталь давлением (ковка, прессование, прокат, выдавливание) необходимо придать материалу дополнительные физико-механические свойства: жесткость и определенную твердость. Для этого в металлургии и производстве применяется воздействие температурами.
В данной статье рассмотрим все этапы и особенности процесса по порядку.
Параметры твердости и ее показатели
Твердость — один из интереснейших показателей для оценки свойств материала и металлических конструкций и деталей. На основе твердости можно вычислить прочность, параметры обрабатываемости, а также устойчивость к износу.
Последний показатель наиболее важен, поскольку он отвечает за срок службы и безопасность изделия из металла или сплава. В металлургической промышленности зарекомендовали себя несколько видов испытаний изделий на твердость:
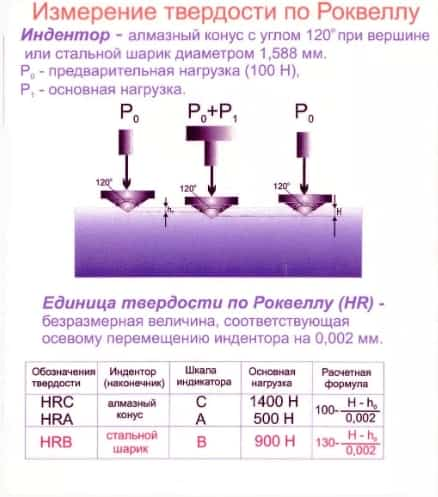
- Твердость по Роквеллу. Это вариант быстрого, автоматизированного метода тестирования. При этом используется специфический инструмент конической или сферической формы, изготовленный из ультрапрочных материалов, в частности алмаз или твердый сплав. Данный инструмент производит давление на образец испытуемой детали. Сначала применяется испытательное количество силы для воздействия на образец, а затем прикладывается еще и дополнительная на необходимый промежуток времени. После этого дополнительное воздействие убирается и расчет твердости происходит по глубине проникновения и численных показателей N и S.
- Твердость по Бриннеллю. Данный метод применяется в самых разных конструкциях, для металла от низкой до средней степени твердости. В данном случае инструментом избирается закаленный шарик из стали. Конечная величина зависит от прикладываемой силы, диаметра шарика, а также диаметра полученного отпечатка.
- Твердость по Виккерсу. Способ примени вне зависимости от твердости металла. Распространяется на конструкции, прошедшие химическую и термическую закалки. Инструментом для проверки считается алмазная пирамида, у которой угол при вершине равен 136°
- Твердость по Кнупу. Этот способ очень схож с методом Виккерса, но полученный отпечаток имеет форму удлиненного ромба. Для расчета необходимы показатели прилагаемой силы, параметры большой диагонали ромба.
- Твёрдость по отпечатку шариком. В данном случае метод больше подходит не для металла, а для изделий из твердой резины. В качестве инструмента используется закаленный шарик из стали с диаметров 0.5 см. Испытуемый образец не должен иметь толщину меньше диаметра шарика.
- По Мартенсу. Так оценивается пластическая и упругая деформация при помощи проникновения инструмента в виде пирамиды в испытуемый образец.
- Склероскоп. Этот способ помогает установить твердость громоздкий и крупных конструкций из металла.
Вне зависимости от способа установления показателей прочности, после правильной квалифицированной термической обработки металл становится прочнее.
Источник: https://dokmetall.ru/termicheskaja-obrabotka-metalla/
Виды термообработки стали
Термообработка металлических изделий подразделяется на несколько видов: закалка, отжиг, нормализация, отпуск, а также термообработка сварных швов.
Обработка металла под воздействием высокой температуры позволяет добиться более высокой прочности на поверхности изделия, а также размягчает металл при деформации. Индукционная установка отлично подходит для термообработки стали.
Ниже мы более подробно рассмотрим каждый вид обработки стали и сможем подобрать более подходящий для удовлетворения той или иной потребности.
Термообработка стали – Отжиг
Отжиг – это один из видов высокотемпературной обработки металлического изделия, подразумевающий нагрев металла, а затем медленное охлаждение. Отжиг также подразделяется на несколько видов в зависимости от температуры, до которой будет нагреваться изделие, а также процесса охлаждения изделия.
- Во время отжига структура металла переходит из неравновесного состояния до более равновесного. Ниже мы рассмотрим возможные виды отжига стали.
- Возврат или, как его еще называют, отдых стали. При использовании данного способа изделие нагревается до 200-400°С. Возврат производится для уменьшения уровня наклепа. Результатом данного вида отжига становиться уменьшение искажений решеток у кристаллов, а также частичный возврат физико-химических свойств стали.
- Рекристаллизация. При использовании данного вида отжига изделие нагревается до температуры 500-550°С. Если необходимо снять внутреннее напряжение металла, то нагрев производится до температуры 600-700°С. Рекристаллизационный способ отжига применяется для снятия внутреннего напряжения металла отливок от неравномерного охлаждения частей. Рекристаллизация позволяет восстановить новые кристаллы из деформированных зерен в структуре металла. При использовании рекристаллизационного отжига твердость стали немного уменьшается, зато ее вязкость и пластичность становятся выше.
- Гомогенизация или диффузионный отжиг стали. Применяется в тех случаях, когда сталь обладает внутрикристаллической ликвацией. Результатом применения гомогенизации становится получение стали однородного состава. При использовании данного вида отжига очень важно сохранять высокую температуру нагрева, но не допускать пережога зерен. Пережог исправить не получится, а потому изделие будет считаться бракованным.
- Полный отжиг стали. Применяется для того, чтобы произвести улучшения структуры стали, тем самым облегчив его последующую обработку, например, штамповку или закалку.
- Неполный отжиг стали. Применяется, как правило, после высокотемпературной обработки изделия под давлением, если у него мелкозернистая структура.
- Изотермический отжиг. Данный способ термообработки металла применяется гораздо чаще в последнее время, потому что позволяет сократить время нагрева и охлаждения металла, тем самым повышая производительность предприятия. Изотермический отжиг производится за 4-7 часов, в то время как на обычный тратится до 15 часов.
Термообработка стали – Закалка
Закалка – это вид высокотемпературной обработки металла, который основывается на перекристаллизации стали при ее нагреве до температуры, которая несколько выше критической. После выдержки изделия в тепловой среде, оно проходит процесс охлаждения.
Чаще всего закалка производится в отношении изделий, требующих высокой прочности. Металл, прошедший закалку, становится более прочным на поверхности, но сохраняет вязкость внутри.
В некоторых случаях закалка может сделать изделие наоборот очень вязким, например, если очень быстро охладить его – это производится для деформации металла.
Закалка ТВЧ дает возможность получить необходимые результаты от закалки за короткий промежуток времени. Программное обеспечение индукционного оборудования может полностью контролировать весь закалочный процесс, соблюдая все заданные параметры (температура, время выдержки, способ охлаждения и т.п.).
Термообработка стали – Отпуск
Отпуск – это еще один вид высокотемпературной обработки стали, позволяющий уменьшить остаточное напряжение металла после закалки, повышая вязкость изделия и уменьшая хрупкость металла.
Отпуск стали позволяет смягчить эффект закалки. Производится отпуск при помощи нагрева металлического изделия, закаленного на мартенсит.
Во время отпуска, зависимо от температуры нагрева, есть возможность получения состояния мартенсита, сорбита или троостита.
Отпуск может быть низким, средним или высоким – его уровень полностью зависит от температуры, до которой будет нагреваться изделие.
Термообработка стали – нормализация
Нормализация – это вид термообработки металла, проводящийся преимущественно по окончании обработки изделия для его финального нагрева и выравнивания напряжения по всей поверхности. После нормализации сталь, содержащая более 0,4% углерода, становится более прочной.
На практике данный вид стали обрабатывают при помощи нормализации, а затем применяют отпуск в диапазоне температур 650-700°С, чтобы немного понизить уровень плотности. Индукционная установка отлично подходит для термообработки металлических изделий, позволяя производить ее быстро, качественно и с высокой точностью.
Только при использовании программного обеспечения ТВЧ оборудования можно четко проконтролировать процесс нагрева изделия, время его выдержки, а также охлаждение.
Источник: https://mosinductor.ru/info/articles/vidy-termoobrabotki-stali/
6 Термическая обработка стали
| 6 | Термическая обработка стали | Классификация видов термообработки стали. Виды термической обработки стали (отжиг, отпуск, закалка). |
Термическая
обработка (термообработка) стали—
процесс изменения структуры стали,
цветных металлов, сплавов при нагревании
и последующем охлаждении с определенной
скоростью.
Термическая
обработка (термообработка) приводит к
существенным изменениям свойств стали,
цветных металлов, сплавов. Химический
состав металла не изменяется.
Виды
термической обработки стали
Отжиг
Отжиг —
термическая обработка (термообработка)
металла, при которой производится
нагревание металла, а затем медленное
охлаждение. Эта термообработка (т. е.
отжиг) бывает разных видов (вид отжига
зависит от температуры нагрева, скорости
охлаждения металла).
Закалка
Закалка —
термическая обработка (термообработка)
стали, сплавов, основанная на
перекристаллизации стали (сплавов) при
нагреве до температуры выше критической;
после достаточной выдержки при критической
температуре для завершения термической
обработки следует быстрое охлаждение.
Закаленная сталь (сплав) имеет неравновесную
структуру, поэтому применим другой вид
термообработки — отпуск.
Отпуск
Отпуск —
термическая обработка (термообработка)
стали, сплавов, проводимая после закалки
для уменьшения или снятия остаточных
напряжений в стали и сплавах, повышающая
вязкость, уменьшающая твердость и
хрупкость металла.
Нормализация
Нормализация —
термическая обработка (термообработка),
схожая с отжигом. Различия этих
термообработок (нормализации и отжига)
состоит в том, что при нормализации
сталь охлаждается на воздухе (при отжиге
— в печи).
Среди
основных видов термической обработки
следует отметить:
- Отжиг (гомогенизация и нормализация). Целью является получение однородной зёренной микроструктуры и растворение включений. Последующее охлаждение является медленным, препятствующим образованию неравновесных структур типа мартенсита.
- Закалку проводят с повышенной скоростью охлаждения с целью получения неравновесных структур типа мартенсита. Критическая скорость охлаждения, необходимая для закалки зависит от материала.
- Отпуск необходим для снятия внутренних напряжений, внесённых при закалке. Материал становится более пластичным при некотором уменьшении прочности.
- Дисперсионное твердение (старение). После проведения отжига проводится нагрев на более низкую температуру с целью выделения частиц упрочняющей фазы. Иногда проводится ступенчатое старение при нескольких температурах с целью выделения нескольких видов упрочняющих частиц.
Термическая
обработка металлов разделяется
на обработку черных металлов и цветных.
Ниже пойдет речь конкретно об
видах термической
обработке стали.
Также можете ознакомится с термической
обработкой цветных металлов.
Обжигание —
нагревание стального изделия до
температуры 840—900 °С, выдержка при этой
температуре не меньше 2 ч и охлаждение
вместе с печью. Этот метод применяют
при изготовлении из закаленного изделия
другого или же когда предыдущий закал
был неудачный и инструмент нужно снова
закалить.
Если закаливать необожженные
детали, то в них могут возникнуть трещины,
структура металла станет неоднородной,
что резко ухудшает качество изделия.
Мелкие
детали отжигают, нагревая на массивных
накаленных стальных штабах, с которыми
их охлаждают.
Иногда изделие нагревают
ацетиленовой горелкой, которую постепенно
отдаляют от изделия, чтобы изделие
постепенно остыло.
Нормализация –
это нагревание стальных изделий к
соответствующей температуре и охлаждению
на воздухе.
Закаливание –
нагревание углеродных или некоторых
легированных сталей к определенной
температуре и быстрое ее охлаждение. В
результате этого изменяется кристаллическая
структура металла – он становится
твердее и более антикоррозийным.
Мало-углеродные стали с содержимым
углерода до 0,3 % не закаливаются. В
зависимости от марки сталь нагревают
до определенной температуре.
Так, стали
У7, У7А нагревают до 770—790 °С; У8-У13А — до
760—780; Р9-Р18 К5-Ф2 – до 1235—1280 °С. При
нагревании выше этой температуры сталь
теряет свои свойства «Пережиг» —
непоправимый брак. Это также касается
отжига и отпускания.
В небольших
мастерских или в домашних условиях
температуру определяют за цветом
разжаривания (в затененном месте),
которое приобретает изделие во время
нагревания:
Цвет.
Температура, °С
Темно-коричневый……….
530-580
Коричнево-красный
……..580-650
Темно-красный
……………650-730
Темно-вишневый
…………730-770
Вишнево-красный
………..770-800
Светло-вишневый……….
800-830
Светло-красный …………830-900
Оранжевый
………………..900-1050
Темно-желтый
…………..1050-1150
Светло-желтый
………….1150-1250
Светло-белый …………….1250-1350
Мелкие
изделия, для того чтоб не пережечь, лучше
нагревать на предварительно нагретой
металлической подставке (например,
штабе). Температура нагревания равно
температуре нагревания изделия. Быстрое
охлаждение приводит к твердому закалу,
вследствие чего могут возникнуть большие
внутренние напряжения и даже трещины.
Медленное охлаждение может не дать
нужного по твердости закала Охлаждающими
средами могут быть вода (обычной
температуры или нагретая до температуре
50-50 °С), водные растворы, масло и воздух.
Кухонная соль, едкий натр или селитра,
которые добавляют к охладителям, ускоряют
охлаждение.
Для уменьшения скорости
охлаждения к воде добавляют раствор
мыла, масляную эмульсию, жидкое стекло,
известковое молоко и т.п.. Чрезмерно
быстрое охлаждение водой часто приводит
к дефектам изделия (внутренние напряжения,
трещины, деформация), а повышение
температуры воды уменьшает ее закальные
свойства.
Поэтому при последовательном
закале нескольких деталей, чтобы они
имели одинаковую закалку, воду часто
заменяют или используют большой
сосуд.
Равномерно и довольно
быстро сталь охлаждается
в 8-12 %-ном водном растворе кухонной соли
или едкого натра при температуре 20 °С.
Некоторые стали для лучшего закала
охлаждают в 30 %-ном растворе едкого
натра. Как охлаждающую среду можно
применять расплавленные соли калиевой
или натриевой селитры. Нагревание масла
к 60-90 °С не уменьшает скорости охлаждения,
т.е. не влияет на его закаливальные
свойства.
Охлаждающей средой для сталей
может быть воздух (для тонких деталей)
или воздух под давлением (от вентилятора,
компрессора). Некоторые плоские детали
(ножи) из нержавеющий стали охлаждают
между двумя металлическими штабами.
Отпускание —
нагревание деталей к определенной
температуре, выдерживанию при этой
температуре и быстрое охлаждение. Его
применяют после охлаждения детали в
процессе закаливания, чтобы уменьшить
хрупкость и частично твердость.
Есть
три вида отпускания: низкое, среднее и
высокое соответственно в интервале
температур до 350 °С, 350—500 и 500—680 °С.
Наиболее распространенное низкое
отпускание. Нагревание до 170 °С только
снимает внутренние напряжения, но не
изменяет твердости стали.
Температуру
нагревания при отпускании определяют
специальным термометром, а если его
нет, то за цветами побежалости, т.е.
цветами окислительной пленки, которая
возникает на зачищенной поверхности
изделия во время нагревания:
Цвет.
Температура, °С
Светло-соломенный
……..200
Светло-желтый ……………225
Соломенно-желтый
……..240
Коричнево-желтый
………255
Красно-коричневый
……..265
Пурпурно-красный ………275
Фиолетовый
………………..285
Синий …………………………295
Светло-синий
……………..315
Серый (морская вода) ….330
После
появления желательного цвета в процессе
нагревания, деталь охлаждают. У
легированных сталей цвета побежалости
появляются при температурах на 12-17 °С
ниже от приведенных.
Не имея достаточного
опыта, нагревать закаленные изделия
для отпускания лучше всего на
расплавленном свинце, олове, цинка (для
пружин) или в расплавленной смеси
(поровну) калиевой и натриевой селитры.
Это гарантирует быстрое и равномерное
нагревания и его постоянную температуру.
Можно отпускание соединить с охлаждением.
Для этого нагретый рабочий конец
инструмента погружают во время закаливания
на 20-25 мм в воду и держат, пока металл не
потемнеет. Потом инструмент вынимают
из воды, быстро очищают от охлажденной
части окалину напильником или куском
шлифовального круга.
Как только появится,
нужен цвет побежалости, инструмент
погружают в воду сначала наполовину, а
потом полностью и держат до охлаждения.
Источник: https://studfile.net/preview/1730219/
Понятие о термической обработке металлов, ее назначение. Основные виды термической обработки стали
Физико-механические свойства стали и чугуна можно улучшить, изменив химический состав этих сплавов или их структуру.
Изменение химического состава железоуглеродистых сплавов за счет введения легирующих химических требует использования дорогих и редких элементов. Экономически выгоднее улучшать в определенных пределах физико-механические свойства стали и чугуна за счет изменения их структуры. Тогда можно будет для тех же целей применять сплавы более простого состава. Достигается это термической обработкой.
При формировании свойств готового изделия первоочередную роль играет термическая обработка. В принципе, правильно подобранной и точно выполненной термической обработкой можно добиться высокого комплекса свойств даже для изделий из такой стали, которая содержит малые количества недорогих легирующих присадок.
- Термическая обработка представляет собой совокупность операций нагрева, выдержки и охлаждения, выполняемых в определенной последовательности при определенных режимах, с целью изменения внутреннего строения сплава и получения нужных свойств.
- При термической обработке перекристаллизация сплавов происходит в твердом состоянии.
- Основные виды термической обработки стали и чугуна: отжиг, нормализация, закалка и отпуск.
- Отжиг – нагрев стали до заданной температуры, выдержка при такой температуре до полного прогрева металла и последующее очень медленное охлаждение (вместе с охлаждаемой печью).
- Отжиг стали производится в тех случаях, когда необходимо уменьшить твердость, повысить пластичность и вязкость, ликвидировать последствия перегрева, получить равновесное состояние, улучшить обрабатываемость при резании.
- Отжиг, снижая твердость и повышая пластичность и вязкость за счет получения равновесной мелкозернистой структуры, позволяет:
- улучшить обрабатываемость заготовок давлением и резанием;
- исправить структуру сварных швов, перегретой при обработке давлением и литье стали;
- подготовить структуру к последующей термической обработке.
Разновидностями отжига сталей является нормализация.
- Нормализация — вид термической обработки стали, заключающийся в нагреве до определённой температуры, выдержке и охлаждении на спокойном воздухе.
- Нормализация применяется в тех случаях, когда необходимо получить мелкозернистую однородную структуру с более высокой твердостью и прочностью, но с несколько меньшей пластичностью, чем после отжига.
- В результате нормализации уменьшаются внутренние напряжения, устраняются пороки, полученные в процессе предшествующей обработки.
- Основная цель нормализации – повышение механических свойств стали.
- Нормализация более производительный и экономичный процесс, чем отжиг.
- Закалка — нагрев стали до заданной температуры, выдержка при достигнутой температуре до полного прогрева металла и последующее очень быстрое его охлаждение (в воде, масле, солевых растворах).
Основной целью закалки инструментальных сталей является придание им высокой твёрдости. Детали машин закаливают для повышения их упругости и прочности, твёрдости и износоустойчивости.
Стали, подвергающиеся закалке, характеризуются закаливаемостью и прокаливаемостью.
Закаливаемость – способность стали приобретать высокую твердость при закалке. Закаливаемость определяется содержанием углерода. Стали с содержанием углерода менее 0,20 % не закаливаются.
Прокаливаемость – способность получать закаленный слой, обладающей высокой твердостью, на определенную глубину.
В тех случаях, когда требуются высокая твердость и повышенная износостойкость поверхности при сохранении вязкой и достаточно прочной сердцевины изделия, применяется поверхностная закалка, то есть закалка не на полную глубину.
Выбор оптимальной толщины упрочняемого слоя определяется условиями работы детали и составляет от 1,5 до 15 мм (и выше). В практике наиболее часто используют поверхностную закалку с индукционным нагревом током высокой частоты (ТВЧ).
В результате закалки сталь становится хрупкой, в ней появляются значительные внутренние напряжения. С целью снижения закалочной хрупкости и уменьшения внутренних напряжений после закалки производится отпуск.
- Отпуск — термическая обработка, включающая нагрев закаленной стали до температуры ниже критических точек, выдержка при этой температуре и охлаждение.
- Отпуск является окончательной термической обработкой.
- Целью отпуска является повышение вязкости и пластичности, снижение твердости и уменьшение внутренних напряжений закаленных сталей.
С повышением температуры нагрева прочность обычно снижается, а пластичность и вязкость растут. Температуру отпуска выбирают, исходя из требуемой прочности конкретной детали.
- Различают три вида отпуска:
- 1) Низкий отпуск с температурой нагрева Тн = 150…300oС.
- В результате его проведения частично снимаются закалочные напряжения – проводят для инструментальных сталей.
- 2) Средний отпуск с температурой нагрева Тн = 300…450oС.
- Получают структуру, сочетающую высокую твердость с хорошей упругостью и вязкостью.
- Используется для изделий типа пружин, рессор.
3) Высокий отпуск с температурой нагрева Тн = 450…650oС..
Получают структуру, сочетающую достаточно высокую твердость и повышенную ударную вязкость (оптимальное сочетание свойств). Используется для деталей машин, испытывающих ударные нагрузки. Комплекс термической обработки, включающий закалку и высокий отпуск, называется улучшением.
Конструкционные стали подвергают закалке и отпуску для повышения прочности и твердости, получения высокой пластичности, вязкости и высокой износостойкости, а инструментальные – для повышения твердости и износостойкости.
Источник: https://megaobuchalka.ru/5/31507.html
Основные виды термической обработки стали
- МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
- ВОЛГОДОНСКИЙ ИНСТИТУТ СЕРВИСА
- ЮЖНО-РОССИЙКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
- ЭКОНОМИКИ И СЕРВИСА
- Кафедра___Технический сервис
____________________________________________ - (название кафедры, за которой закреплена учебная дисциплина)
- по дисциплине:__Материаловедение
_________________________________________ - (наименование учебной дисциплины)
- на тему:____Основные виды термической обработки стали
_______________ - (тема индивидуального задания)
- по специальности:___Информационный сервис
_______________________________ - (шифр и наименование специальности)
- Выполнил: ___________ __Кутногорский А.В
_______________
(подпись) (Ф.И.О. студента)
- __2 курс
______СИ
___________________ - (курс, группа)
- Руководитель: ___________ ___Пучкина И.Ю
__________________
(консультант) (подпись) (Ф.И.О. преподавателя)
Волгодонск
2003
ОГЛАВЛЕНИЕ
Введение…………………………………………………………………………………………………..3
Выбор темы………………………………………………………………………………………………4
Актуальность темы……………………………………………………………………………………4
Цель работы………………………………………………………………………………………………4
Основная часть (Основные виды термической обработки стали)…………………4
Список литературы…………………………………………………………………………………..10
ВВЕДЕНИЕ
Материаловедение – это наука о связях между составом, строением и свойствами материалов и закономерностях их изменений при внешних физико-химических воздействиях.
Термическая обработка стали – это совокупность операций нагрева, выдержки и охлаждения твёрдых металлических сплавов с целью придания им определённых свойств за счёт изменения внутреннего строения и структуры. Цель термообработки – это придание сплавам таких свойств, которые требуются в процессе эксплуатации этих изделий.
Есть упрочнение металла (например: коленчатый вал в двигателе автомобиля – к нему предъявляется повышенная прочность при эксплуатации). Но есть и такие технологические процессы, в которых термообработка не является конечной операцией, а промежуточной и её цель – снижение твёрдости стали, сплава для последующей обработки.
Процесс термообработки состоит из нагревания до каких то определённых температур, выдержки детали, заготовки при этих температурах и последующем охлаждении с определённой скоростью. Термообработке подвергают заготовки (кованные, штампованные и т.д.), детали машин и различный инструмент.
Для заготовок термообработка заключается в снижении твердости, улучшении их структуры, а для деталей – это придание им определённых свойств (твердости, прочности, износостойкости). Улучшение механических качеств даёт возможности использовать сплавы более простых составов, расширить область их применения.
Термообработкой можно повысить допускаемые напряжения, уменьшить массу деталей и механизмов, а также существенно повысить их надёжность и долговечность, что очень важно в машиностроении. Например, упрочнению термообработкой подвергаются до 10% общей выплавки в стране, а в машиностроении до 40%.
В термообработке есть следующие виды этого процесса: отжиг, закалка, отпуск, а также есть химико-термическая и термомеханическая обработка. В данном реферате будут рассмотрены, основные виды термической обработки стали
.
Выбор темы
Тема «Основные виды термической обработки стали» была выбрана, потому, что термообработка сталей применяется очень давно, является интересной, ёмкой и наиболее практичной (можно, что-то почерпнуть и взять на собственное «вооружение»). Узнать, какие происходят видоизменения, в процессе термообработки стали, которые необходимы при работе и эксплуатации машин, механизмов, приборов.
- Актуальность темы
- Не смотря на наш компьютерный век, современному человеку необходимо знать и применять термообработку сталей и сплавов.
- Цель работы
- Ознакомится, и изучить термическую обработку, сплавов.
- Основная часть
- Основные виды термической обработки стали
.
После проката, литья, ковки, обработки резаньем и прочих видов обработки происходит неравномерное охлаждение заготовок. В результате чего появляется неоднородность, как структуры, так и свойств, а также появление внутренних напряжений. А также отливки при затвердевании получаются неоднородными по химическому составу. Для устранения таких дефектов и применяют отжиг.
Отжигом
– называется вид термической обработки, состоящий в нагреве металла, имеющего неустойчивое состояние в результате предшествующей обработки и приводящей металл в более устойчивое состояние. При этом процессе заготовки и изделия получают устойчивую структуру без остаточных напряжений.
Цели отжига – снятие внутренних напряжений, устранение структурной и химической неоднородности, снижение твердости и улучшение обрабатываемости, подготовка к последующим операциям.
Отжиг делится на полный, неполный, диффузионный, рекристаллизационный, низкий, изотермический и нормализационный. Полный отжиг применяется для снижения твердости, прочности стали, а пластичность при этом повышается. При полном отжиге в металле происходит, перекристаллизация стали и уменьшения размера зерна, за счёт чего и достигаются указанные выше свойства.
Неполный отжиг применяется, для улучшения обрабатываемости резанием и для подготовки стали к закаливанию.
Изотермический отжиг заключается, в нагреве стали до определённой температуры и относительно быстром охлаждении, также до определенных температур и последующем охлаждении на воздухе. При этом получается, более однородная структура стали. Изотермическая выдержка производится в расплаве соли.
Диффузионный отжиг заключается, в нагреве стали до 1000-1100 градусов по Цельсию, выдержке (10-15 часов) при этой температуре и последующем медленном охлаждении.
В результате такого отжига происходит, выравнивание неоднородности стали по химическому составу. Такая высокая температура необходима для ускорения диффузионных процессов.
При высокой температуре нагрева и продолжительной выдержке получается крупнозернистая структура, которая устраняется последующим полным отжигом.
Рекристаллизационный отжиг необходим для снятия наклёпа и внутренних напряжений после холодных деформаций и подготовки к дальнейшему деформированию. В результате такого отжига образуется однородная мелкозернистая структура с небольшой твердостью и значительной вязкостью.
Низкий отжиг применяют для того, что бы только снять внутреннее напряжение, которое возникает после механической обработки.
Нормализация состоит, из нагрева стали, её выдержке при определенной температуре и после чего оставляют охлаждаться на воздухе. Нормализация – это более дешёвая термическая операция, чем отжиг, так как печи используют только для нагрева и выдержки.
К термической обработке стали также, относят закалку
. Суть этого процесса заключается, в нагреве стали до больших температур и после чего сталь быстро охлаждают. Цель закалки – это придание стали повышенной прочности, твердости, но при этом снижается вязкость и пластичность.
Закалка характеризуется двумя способностями: закаливаемостью и прокаливаемостью. Закаливаемость характеризуется определённой твёрдостью, которая сталь приобретает после закалки, а также зависит от содержания углерода в данной стали.
Стали с очень низким содержанием углерода (до 0,3) закалке не поддаются и она для них не применяется.
Прокаливаемость –
это глубина проникновения закалённой зоны (области).
Прокаливаемость зависит от химического состава стали. С повышением содержания углерода прокаливаемость увеличивается. На прокаливаемость влияет также скорость охлаждения.
Чем выше скорость охлаждения, тем больше прокаливаемость. Поэтому при закалке в воде прокаливаемость более высокая, чем при закалке в масле.
Большие размеры закаливаемой детали, также приводят к значительному уменьшению прокаливаемости.
Способы охлаждения также относят к одной из операций термообработки.
По способу охлаждения различают виды закалки: в одной среде, в двух средах, ступенчатая и изотермическая. Закалке в одной среде проще и наиболее чаще применяется, но недостаток её состоит в том, что возникают внутренние напряжения. При закалке в двух средах, изделие сначала охлаждают сначала в одной среде, а затем в другой (вода, масло, воздух).
Ступенчатую закалку производят путем быстрого охлаждения в соляной ванне, затем делают выдержку и охлаждают на воздухе. Ступенчатую закалку применяют для деталей из углеродистой стали небольшого сечения (8-10 мм). Для сталей, имеющих небольшую критическую скорость закалки, ступенчатую закалку применяют в основном для изделий большого сечения.
При изотермической закалке, как и при ступенчатой, детали переохлаждают в среде, далее на воздухе. Преимущества этого способа закалки заключается в большей вязкости, отсутствии трещин, минимальном короблении.
Изотермическую закалку применяют для изделий сложной формы. Существенную роль играют также способы погружения деталей в охлаждающую жидкость.
Например длинные изделия вытянутой формы ( свёрла, метчики) погружают в строго вертикальном положении, чтобы избежать коробления.
Отпуск стали –
это вид термической обработки, следующий за закалкой и заключающийся в нагреве стали до определённой температуры, выдержки и охлаждении. Цель отпуска стали — снятие внутренних напряжений, повышение вязкости и пластичности.
Различают низкий, средний и высокий отпуск. Низкий отпуск проводится при температуре 150-200 градусов Цельсия.
В результате снимаются внутренние напряжения, происходит увеличение пластичности и вязкости без заметного снижения твердости и износостойкости.
Низкому отпуску подвергают режущий и мерительный инструмент, а также детали, которые должны обладать высокой износостойкостью и твёрдостью.
Источник: https://mirznanii.com/a/189791/osnovnye-vidy-termicheskoy-obrabotki-stali
Химико-термическая обработка стали
- Химико-термической обработкой называют процесс изменения химического состава, структуры и свойств поверхностных слоев и металла.
- Такая обработка применима к деталям, от которых требуется твердая и износоустойчивая поверхность при сохранении вязкой и достаточно прочной сердцевины, высокая коррозионная стойкость, высокое сопротивление усталости.
- Химико-термическая обработка стали основана на диффузии (проникновении) в атомно-кристаллическую решетку железа атомов различных химических элементов при нагреве стальных деталей в среде, богатой этими элементами.
- Наиболее распространенными видами химико-термической обработки стали являются: цементация — насыщение поверхности стальных деталей углеродом; азотирование — насыщение поверхности стальных деталей азотом; цианирование — одновременное насыщение поверхности стальных деталей углеродом и азотом.
Кроме этих основных видов химико-термической обработки, в промышленности применяют также поверхностное насыщение стали металлами: алюминием, хромом, кремнием и др. Процесс этот называется диффузионной металлизацией стали.
Цементация.
Цементация — процесс поверхностного насыщения стальных деталей углеродом. Цель цементации получить детали с вязкой сердцевиной и твердой поверхностью. Такие детали во время работы не разрушаются от ударов и хорошо сопротивляются истиранию.
Цементации подвергают детали из углеродистой и легированной стали с содержанием углерода от 0,08 до 0,35%. Богатые углеродом смеси, применяемые для цементации, — карбюризаторы — могут быть твердыми, жидкими и газообразными.
Цементация в твердом карбюризаторе производится путем нагрева деталей, упакованных в железные ящики (рис. 68) вместе с карбюризатором.
Карбюризатор представляет собой порошкообразную смесь, состоящую из древесного угля (70%), углекислого бария ВаСO3 (20—25%) и углекислого кальция СаСO3 (3—5%).
Температуру цементации принимают на 20—50° выше точки АC3 . Температура до 920—930° С позволяет почти в два раза сократить длительность процесса без ухудшения механических свойств стали. Насыщение стали углеродом происходит путем непосредственного соприкосновения частиц угля с поверхностью стальных деталей в газовой среде, которая служит передатчиком углерода.
При правильном подборе карбюризатора содержание углерода в поверхностном слое не превышает 1,0—1,10%, что можно считать нормальным. Продолжительность цементации — от 5 до 15 и более часов в зависимости от глубины науглероживания и марки стали.
Для цементации могут быть использованы самые разнообразные печи — камерные, непрерывного действия, с вращающейся ретортой, обогреваемые мазутом, газом или электрические.
Жидкостной цементации подвергают мелкие изделия; их погружают в расплавленные соляные ванны, состоящие из 75-85% Na2CO3 (сода), 10-15% NaCl(поваренная соль) и 6—10% SiC(карбид кремния).
Газовая цементация в окиси углерода СО впервые была применена П. П. Аносовым.
Сущность ее состоит в том, что цементируемые изделия нагревают и выдерживают при температуре 920—950° С в печи, куда в течение всего процесса непрерывно подается цементирующий газ.
Для этой цели используют природный газ, состоящий в основном из метана СН4, или искусственные газы, получаемые в результате разложения (пиролиза) нефтепродуктов— керосина, различных масел, бензола, пиробензола и др. Основной составляющей искусственных газов также является метан СН4.
Детали загружают в муфельные печи, в которые вводят цементирующие газы. При газовой цементации продолжительность процесса сокращается в 2—2,5 раза. Так, для получения цементованного слоя глубиной 1,0—1,2 мм требуется затратить 4—5 часов.
Кроме этого, газовая цементация обладает и другими преимуществами: возможностью регулировать процесс за счет изменения количества и химического состава подаваемого газа: отсутствием громоздкого оборудования и угольной пыли; возможностью производить закалку непосредственно из печи.
Процесс газовой цементации более экономичен.
Азотирование.
Азотированием называется насыщение поверхности стали азотом. Основоположником азотирования стали является русский ученый проф. Н. П. Чижевский, который впервые исследовал и применил этот процесс. Для азотирования используют аммиак NH3.
Сущность азотирования заключается в том, что аммиак при температуре 500—750° С разлагается на азот и водород, и активные атомы азота (атомарный азот), диффундируя в поверхностный слой, сообщают поверхности стали большую твердость, не влияя на механические свойства сердцевины деталей.
В промышленности для изготовления деталей, подлежащих азотированию, в настоящее время широко применяют сталь марки 35ХМЮА или ее заменитель 35ХВФЮА. После окончательной механической обработки детали закаливают от температуры 960° С с охлаждением в воде или в масле и подвергают отпуску при 600° С также с охлаждением в воде или в масле.
Затем детали азотируют. Продолжительность азотирования от 12 до 60 и даже до 90 часов в зависимости от требуемой толщины азотированного слоя и характера процесса.
Длительность выдержки деталей в потоке аммиака в печи влияет на глубину азотированного слоя. В среднем при 500° С азот за каждые 10 часов диффундирует на глубину 0,1 мм.
На практике для сокращения времени азотирования процесс ведут путем ступенчатого нагрева: вначале в течение 12—15 часов при температуре 500— 520° С; затем температуру поднимают до 550—600° С и дают выдержку 15—20 часов.
При таком режиме длительность процесса удается сократить в 2,0—2,5 раза. В результате азотирования твердость стали достигает НВ 1000—1100; последующей термической обработки не требуется.
Азотирование имеет ряд преимуществ перед цементацией: она дает незначительное изменение размеров деталей, обеспечивает более высокую твердость и износоустойчивость (при нагреве до температуры 500—550° С твердость азотированных деталей не снижается); сообщает деталям хорошую сопротивляемость действию переменных нагрузок, высокий предел выносливости и коррозионную стойкость. Недостаток азотирования — длительность процесса.
Азотирование применяют в машиностроении для получения высокого качества дизельной аппаратуры, измерительного инструмента, зубчатых колес и др.
Цианирование — процесс одновременного насыщения поверхности стали углеродом и азотом для придания ей высокой твердости, сопротивляемости истиранию и коррозионной стойкости.
Одновременное присутствие в среде углерода и азота ускоряет их совместную диффузию в поверхностные слои стали. Такими средами могут быть расплавленные цианистые соли (жидкостное цианирование), науглероживающие и азотирующие газы (газовое цианирование), твердые порошки и пасты (твердое цианирование). Цианированию подвергают углеродистые и легированные стали.
Существует два вида цианирования: высокотемпературное и низкотемпературное.
Высокотемпературное цианирование применяют для деталей из углеродистой и легированной стали с содержанием углерода 0,3—0,4% с целью получения твердого, хороша сопротивляющегося истиранию поверхностного слоя и вязкой сердцевины.
Такое цианирование проводится при температурах 780— 930° С, т. е. выше точки ЛГ1, когда сталь находится в состоянии аус-тенита и преобладает процесс насыщения ее углеродом.
Этот вид цианирования широко применяют на автомобильных заводах для зубчатых колес и различных мелких деталей.
Низкотемпературное цианирование применяют для инструментов из быстрорежущей стали при температурах 500—600° С, т. е. ниже точки AC1, когда преобладает процесс насыщения стали азотом, с последующим медленным охлаждением цианированного инструмента.
В последнее время на заводах вводится новый процесс цианирования — газовое цианирование, или нитроцементация. Газовое цианирование занимает промежуточное положение между газовой цементацией и азотированием и поэтому иногда называется нитроцементацией.
При газовом цианировании детали нагреваются в смеси газов, содержащих углерод и азот. Для этой цели используют смесь окиси углерода СО и аммиака ΝΗ3.
При их химическом взаимодействии образуются активный углерод и азот.
В последнее время газовое цианирование (нитроцементацию) производят в печах, оборудованных для газовой цементации, путем введения в рабочее пространство этих печей бензола или пиробензола.
Диффузионная металлизация.
Кроме указанных процессов насыщения поверхности стали углеродом и азотом, широко применяют насыщение стали алюминием, хромом, кремнием и др. Этот процесс применяют главным образом с целью получения стальных деталей, устойчивых против разъедания щелочами и кислотами, а также с целью повышения устойчивости стали против окисления горячими печными газами, т. е. против окалинообразования.
Алитированием называется процесс насыщения поверхности стальных и чугунных деталей алюминием с целью повышения их жаростойкости. Алитированию подвергают главным образом малоуглеродистые стали.
Процесс алитирования может происходить в твердой, жидкой и газообразной средах. Наиболее распространен способ алитирования в твердой среде.
Детали, подлежащие алитированию, укладывают в железные ящики со смесью, состоящей из 49% порошка алюминия, 49% окиси алюминия и 2% хлористого аммония. Укладывать детали в ящики следует так же, как при цементации в твердом карбюризаторе.
Ящики плотно закрывают крышками, обмазывают огнеупорной глиной, погружают в печь и нагревают в течение 5—10 часов при температуре от 900 до 1100° С. За это время образуется алитированный слой глубиной 0,3—1,0 мм.
После алитирования детали подвергаются диффузионному отжигу при температуре около 1000° С с выдержкой 4—6 часов. В результате отжига содержание алюминия в поверхностном слое снижается, что уменьшает хрупкость алитированного слоя.
При алитировании в жидкой среде в стальном тигле расплавляют алюминий, насыщенный 6—8% железа, и в него погружают детали. Алитирование производится при температуре 750—800° С в течение 50—90 минут. Такая выдержка обеспечивает получение слоя глубиной 0,2—0,35 мм.
При газовом алитировании изделие вместе с порошком ферроалюминия погружают в реторту и пропускают хлористый водород. После обменных реакций, протекающих при температуре 850 — 1000° С, атомарный алюминий диффундирует в поверхностные слои деталей.
Процесс газового алитирования длится обычно не более 4 часов. За это время можно получить алитированный слой глубиной 0,4 мм. После окончания процесса как жидкого, так и газового алитирования рекомендуется производить диффузионный отжиг.
Диффузионным хромированием называют процесс насыщения поверхности стали хромом. Хромирование может производиться в твердых, газовых и жидких средах.
При хромировании в твердой среде применяют порошкообразную смесь из 60—65% металлического хрома или феррохрома, 30— 35% глинозема и 5% хлористого аммония. Процесс ведется при температуре 1000—1150° С в течение 7—12 часов. При хромировании низкоуглеродистой стали на поверхности деталей за это время образуется хромированный слой толщиной 0,1—0,25 мм.
При жидком хромировании изделия нагревают в ванне из расплавленных хлористых солей бария, магния и кальция с добавкой феррохрома и хлористого хрома. Процесс ведется при температуре 980-1000° С.
При хромировании в газообразной среде изделия нагревают до 950—1050° С в атмосфере парообразного хлористого хрома.
В низкоуглеродистых сталях хром растворяется в α-железе. В высокоуглеродистых сталях хром образует карбиды.
Хромированию подвергают различные детали и инструменты, от которых требуются высокая износоустойчивость, коррозионная стойкость и жаропрочность,—такие, как сверла, калибры, клапаны компрессоров и т. д. Жаростойкость хромированных сталей составляет 800—850° С.
Силицированиемназывают процесс поверхностного насыщения стали кремнием с целью повышения кислотоупорности, сопротивления износу и жаростойкости деталей. Силицирование проводят в твердом, жидком и газообразном цементаторе.
Для твердого силицирования используют смесь ферросилиция с шамотом. Чтобы ускорить процесс, добавляют хлористый алюминий. Процесс ведут при 1100 — 1200° С. При выдержке 4—10 часов образуется силицированный слой глубиной 0,2—0,7 мм.
При жидком силицировании используют хлористые соли с добавкой ферросилиция. Процесс ведут при 950— 1000° С.
Газовое силицирование имеет наибольшее промышленное значение; его проводят аналогично алитированию, с использованием ферросилиция. Процесс идет более интенсивно, чем в предыдущих случаях. После выдержки при 1050° С в течение 2 часов получают слой толщиной 1,0 мм, насыщенный кремнием.
Характерной особенностью силицированного слоя является его пористость. Если проварить деталь в масле при температуре 150— 200° С, масло, впитываясь в поры, способствует самосмазыванию детали, повышая ее стойкость при работе на истирание. Жаростойкость силицированных деталей не превышает 800—850° С.
В последние годы разработаны новые процессы повышения износоустойчивости стальных деталей, которые называются сульфидированием и сульфоцианированием.
Сущность сульфидирования заключается в насыщении поверхности стальных деталей серой на глубину 0,2—0,3 мм путем их нагрева в расплавленных серноазотистых солях при температуре 550—600° С с выдержкой в течение 2—3 часов. В результате поверхность деталей насыщается серой до 0,5% и азотом до 1,0%.
Сульфидированные детали хорошо работают на трение. По лабораторным исследованиям износоустойчивость деталей после сульфидирования повышается в 2—3 раза.
Сульфоцианирование — процесс поверхностного насыщения стали серой, углеродом и азотом. Совместное влияние серы и азота в поверхностном слое металла обеспечивает более высокую износоустойчивость. Сульфоцианирование проводится обычно в соляных ваннах при температуре 550—600° С.
Источник: Остапенко Н.Н.,Крапивницкий Н.Н. Технология металлов. М. Высшая школа,1970г.
Источник: https://markmet.ru/tehnologiya_metallov/khimiko-termicheskaya-obrabotka-stali





