- Назначение термической обработки
- Классификация и виды термообработки
- Отпуск
- 1. Отпуск низкий
- 3. Высокий отпуск
- Отжиг
- 1. Гомогенизация
- 3. Изотермический отжиг
- 4. Отжиг для устранения напряжений
- 5. Отжиг полный
- 6. Неполный отжиг
- Закалка
- Нормализация
- Преимущества термообработки
- Отжиг сталей
- Отжиг первого рода (І-го рода)
- Гомогенизационный отжиг
- Рекристаллизационный отжиг стали
- Отжиг для снятия напряжений
- Высокий отжиг стали
- Отжиг второго рода (ΙΙ-го рода)
- Полный отжиг
- Основные цели полного отжига:
- Неполный отжиг
- Отжиг на зернистый перлит (маятниковый отжиг)
- Изотермический отжиг
- Патентирование
- Нормализационный отжиг (нормализация стали)
- МЕТАЛЛООБРАБОТКА
Термическая обработка стали позволяет придать изделиям, деталям и заготовкам требуемые качества и характеристики. В зависимости от того, на каком этапе в технологическом процессе изготовления проводилась термическая обработка, у заготовок повышается обрабатываемость, с деталей снимаются остаточные напряжения, а у деталей повышаются эксплуатационные качества.
Технология термической обработки стали – это совокупность процессов: нагревания, выдерживания и охлаждения с целью изменения внутренней структуры металла или сплава. При этом химический состав не изменяется.
Так, молекулярная решетка углеродистой стали при температуре не более 910°С представляет из себя куб объемно-центрированный. При нагревании свыше 910°С до 1400°С решетка принимает форму гране-центрированного куба. Дальнейший нагрев превращает куб в объемно-центрированный.

Термическая обработка стали
Сущность термической обработки сталей – это изменение размера зерна внутренней структуры стали.
Строгое соблюдение температурного режима, времени и скорости на всех этапах, которые напрямую зависят от количества углерода, легирующих элементов и примесей, снижающих качество материала.
Во время нагрева происходят структурные изменения, которые при охлаждении протекают в обратной последовательности. На рисунке видно, какие превращения происходят во время термической обработки.

Изменение структуры металла при термообработке
Назначение термической обработки
Термическая обработка стали проводится при температурах, приближенных к критическим точкам . Здесь происходит:
- вторичная кристаллизация сплава;
- переход гамма железа в состояние альфа железа;
- переход крупных частиц в пластинки.
Внутренняя структура двухфазной смеси напрямую влияет на эксплуатационные качества и легкость обработки.
Образование структур в зависимости от интенсивности охлаждения
Основное назначение термической обработки — это придание сталям:
- В готовых изделиях:
- прочности;
- износостойкости;
- коррозионностойкость;
- термостойкости.
- В заготовках:
- снятие внутренних напряжений после
- литья;
- штамповки (горячей, холодной);
- глубокой вытяжки;
- увеличение пластичности;
- облегчение обработки резанием.
- снятие внутренних напряжений после
Термическая обработка применяется к следующим типам сталей:
- Углеродистым и легированным.
- С различным содержанием углерода, от низкоуглеродистых 0,25% до высокоуглеродистых 0,7%.
- Конструкционным, специальным, инструментальным.
- Любого качества.
Классификация и виды термообработки
Основополагающими параметрами, влияющими на качество термообработки являются:
- время нагревания (скорость);
- температура нагревания;
- длительность выдерживания при заданной температуре;
- время охлаждения (интенсивность).
Изменяя данные режимы можно получить несколько видов термообработки.
Виды термической обработки стали:
- Отжиг
- I – рода:
- гомогенизация;
- рекристаллизация;
- изотермический;
- снятие внутренних и остаточных напряжений;
- II – рода:
- I – рода:
- Закалка;
- Отпуск:
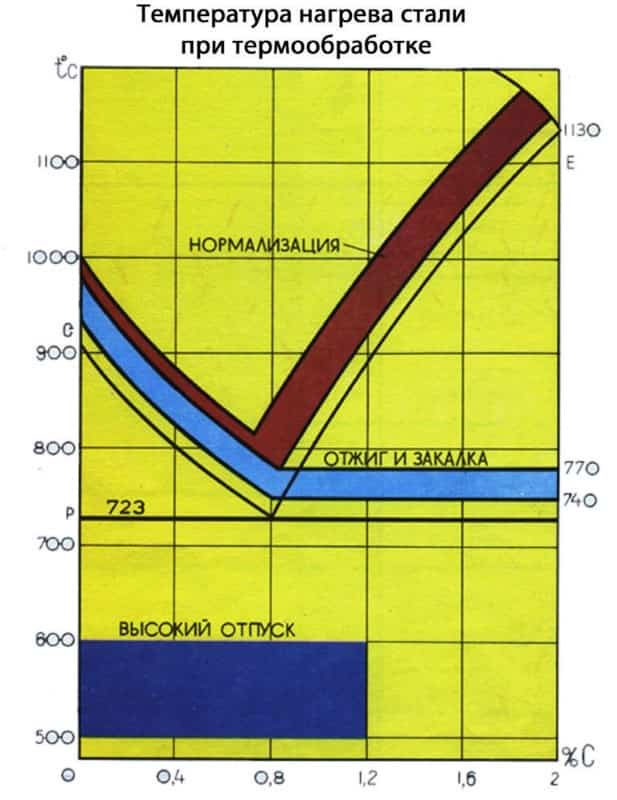
Температура нагрева стали при термообработке
Отпуск
Отпуск в машиностроении используется для уменьшения силы внутренних напряжений, которые появляются во время закалки. Высокая твердость делает изделия хрупкими, поэтому отпуском добиваются увеличения ударной вязкости и снижения жесткости и хрупкости стали.
1. Отпуск низкий
Для низкого отпуска характерна внутренняя структура мартенсита, которая, не снижая твердости повышает вязкость. Данной термообработке подвергаются измерительный и режущий инструмент. Режимы обработки:
- Нагревание до температуры – от 150°С, но не выше 250°С;
- выдерживание — полтора часа;
- остывание – воздух, масло.
Для среднего отпуска преобразование мартенсита в тростит. Твердость снижается до 400 НВ. Вязкость возрастает. Данному отпуску подвергаются детали, работающие со значительными упругими нагрузками. Режимы обработки:
- нагревание до температуры – от 340°С, но не выше 500°С;
- охлаждение – воздух.
3. Высокий отпуск
При высоком отпуске кристаллизуется сорбит, который ликвидирует напряжения в кристаллической решетке. Изготавливаются ответственные детали, обладающие прочностью, пластичностью, вязкостью.

Отжиг стали
Режимы обработки:
Нагревание до температуры – от 450°С, но не выше 650°С.
Отжиг
Применение отжига позволяет получить однородную внутреннюю структуру без напряжений кристаллической решетки. Процесс проводят в следующей последовательности:
- нагревание до температуры чуть выше критической точки в зависимости от марки стали;
- выдержка с постоянным поддержанием температуры;
- медленное охлаждение (обычно остывание происходит совместно с печью).
1. Гомогенизация
Гомогенизация, по-иному отжиг диффузионный, восстанавливает неоднородную ликвацию отливок. Режимы обработки:
- нагревание до температуры – от 1000°С, но не выше 1150°С;
- выдержка – 8-15 часов;
- охлаждение:
- печь – до 8 часов, снижение температуры до 800°С;
- воздух.
Рекристаллизация, по-иному низкий отжиг, используется после обработки пластическим деформированием, которое вызывает упрочнение за счет изменения формы зерна (наклеп). Режимы обработки:
- нагревание до температуры – выше точки кристаллизации на 100°С-200°С;
- выдерживание — ½ — 2 часа;
- остывание – медленное.
3. Изотермический отжиг
Изотермическому отжигу подвергаются легированные стали, для того чтобы произошел распад аустенита. Режимы термообработки:
- нагревание до температуры – на 20°С — 30°С выше точки ;
- выдерживание;
- остывание:
- быстрое – не ниже 630°С;
- медленное – при положительных температурах.
4. Отжиг для устранения напряжений
Снятие внутренних и остаточных напряжений отжигом используется после сварочных работ, литья, механической обработки. С наложением рабочих нагрузок детали подвергаются разрушению. Режимы обработки:
- нагревание до температуры – 727°С;
- выдерживание – до 20 часов при температуре 600°С — 700°С;
- остывание — медленное.
5. Отжиг полный
Отжиг полный позволяет получить внутреннюю структуру с мелким зерном, в составе которой феррит с перлитом. Полный отжиг используют для литых, кованных и штампованных заготовок, которые будут в дальнейшем обрабатываться резанием и подвергаться закалке.

Полный отжиг стали
Режимы обработки:
- температура нагрева – на 30°С-50°С выше точки ;
- выдержка;
- охлаждение до 500°С:
- сталь углеродистая – снижение температуры за час не более 150°С;
- сталь легированная – снижение температуры за час не более 50°С.
6. Неполный отжиг
При неполном отжиге пластинчатый или грубый перлит преобразуется в ферритно-цементитную зернистую структуру, что необходимо для швов, полученных электродуговой сваркой, а также инструментальные стали и стальные детали, подвергшиеся таким методам обработки, температура которых не провоцирует рост зерна внутренней структуры.
Режимы обработки:
- нагревание до температуры – выше точки или , выше 700°С на 40°С — 50°С;
- выдерживание – порядка 20 часов;
- охлаждение — медленное.
Закалка
Закалку сталей применяют для:
- Повышения:
- твердости;
- прочности;
- износоустойчивости;
- предела упругости;
- Снижения:
- пластичности;
- модуля сдвига;
- предела на сжатие.
Суть закалки – это максимально быстрое охлаждение прогретой насквозь детали в различных средах. Каление производится с полиморфными изменениями и без них. Полиморфные изменения возможны только в тех сталях, в которых присутствуют элементы способные к преобразованию.

Закалка стали
Такой сплав подвергается нагреву до той температуры, при которой кристаллическая решетка полиморфного элемента терпит изменения, за счет чего увеличивается растворяемость легирующих материалов. При снижении температуры решетка изменяет структуру из-за избытка легирующего элемента и принимает игольчатую структуру.
Невозможность полиморфных изменений при калении обусловлено ограниченной растворимостью одного компонента в другом при быстрой скорости охлаждения. Для диффузии мало времени. В итоге получается раствор с избытком нерастворенного компонента (метастабильтный).
Для увеличения скорости охлаждения стали используются такие среды как:
- вода;
- соляные растворы на основе воды;
- техническое масло;
- инертные газы.
Сравнивая скоростной режим охлаждения стальных изделий на воздухе, то охлаждение в воде с 600°С происходит в шесть раз быстрее, а с 200°С в масле в 28 раз.
Растворенные соли повышают закаливающую способность. Недостатком использования воды считается появление трещин в местах образования мартенсита.
Техническое масло используется для закалки легирующих сплавов, но оно пригорает к поверхности.
Металлы, использующиеся при изготовлении изделий медицинской направленности не должны иметь пленки из оксидов, поэтому охлаждение происходит в среде разряженного воздуха.
Чтобы полностью избавиться от аустенита, из-за которого у стали наблюдается высокая хрупкость, изделия подвергаются дополнительному охлаждению при температурах от — 40°С и до -100°С в специальной камере. Также можно использовать углекислую кислоту в смеси с ацетоном. Такая обработка повышает точность деталей, их твердость, магнитные свойства.
Если деталям не требуется объемная термообработка, проводится каление только поверхностного слоя на установках ТВЧ (токами высокой частоты). При этом глубина термообработки составляет от 1 мм до 10 мм, а охлаждение происходит на воздухе. В итоге поверхностный слой становится износоустойчивым, а середина вязкая.
Процесс закалки предполагает прогревание и выдержку стальных изделий при температуре, достигающей порядка 900°С. При такой температуре стали с содержанием углерода до 0,7% имеют структуру мартенсита, который при последующей термообработке перейдет в требуемую структуру с появлением нужных качеств.
Нормализация
Нормализация формирует структуру с мелким зерном. Для низкоуглеродистых сталей — это структура феррит-перлит, для легированных – сорбитоподобная. Получаемая твердость не превышает 300 НВ. Нормализации подвергаются горячекатаные стали. При этом у них увеличивается:
- сопротивление излому;
- производительность обработки;
- прочность;
- вязкость.

Процесс нормализации стали
Режимы обработки:
- происходит нагрев до температуры – на 30°С-50°С выше точки ;
- выдерживание в данном температурном коридоре;
- охлаждение – на открытом воздухе.
Преимущества термообработки
Термообработка стали – это технологический процесс, который стал обязательным этапом получения комплектов деталей из стали и сплавов с заданными качествами. Этого позволяет добиться большое разнообразие режимов и способов термического воздействия. Термообработку используют не только применительно к сталям, но и к цветным металлам и сплавам на их основе.
Стали без термообработки используются лишь для возведения металлоконструкций и изготовления неответственных деталей, срок службы которых невелик. К ним не предъявляются дополнительные требования. Повседневная же эксплуатация наоборот диктует ужесточение требований, именно поэтому применение термообработки предпочтительно.
В термически необработанных сталях абразивный износ высок и пропорционален собственной твердости, которая зависит от состава химических элементов. Так, незакаленные матрицы штампов хорошо сочетаются при работе с калеными пуансонами.
Отжиг сталей
По книжному определению, отжиг — это нагрев стали до температуры выше критической, выдержка при этой температуре и медленной охлаждение вместе с печью.
На самом деле это общее определение, под которое попадают не все виды отжига.
Режимы отжига зависят в первую очередь от конечных требований к стали или изделию, в первую очередь это требования по механическим или технологическим свойствам металла.
Содержание
Отжиг первого рода (І-го рода)
Отжиг І рода – термическая операция, состоящая в нагреве металла в неустойчивом состоянии, полученном предшествующими обработками, для приведения металла в более устойчивое состояние.
Этот вид отжига может включать в себя процессы гомогенизации, рекристаллизации, снижения твердости и снятия остаточных напряжений. Особенность этого вида отжига в том, что указанные процессы протекают независимо от того происходят ли фазовые превращения при термообработке или нет.
Различают гомогенизационный (диффузионный), рекристаллизационный отжиг и отжиг, уменьшающий напряжения и снижающий твердость.
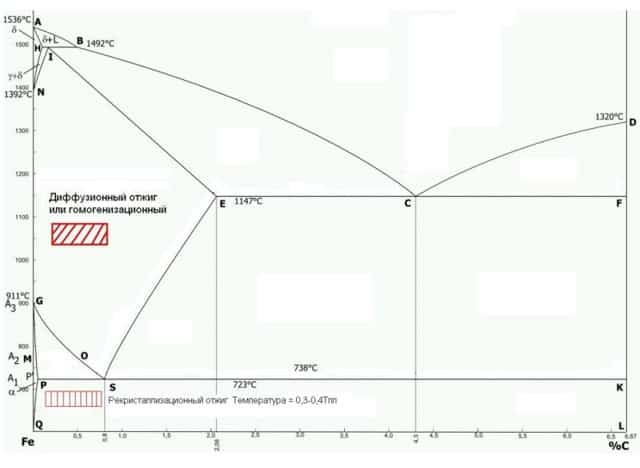
Гомогенизационный отжиг
Гомогенизационный отжиг – это термическая обработка, при которой главным процессом является устранение последствий дендритной и внутрикристаллитной ликвации в слитках сталей. Ликвация повышает склонность стали, обрабатываемой давлением, к хрупкости, анизотропии свойств и таким дефектам, как шиферность (слоистый излом) и флокены.
Устранение ликвации достигается за счет диффузионных процессов. Для обеспечения высокой скорости диффузии сталь нагревают до высоких (1000–1200 °С) температур в аустенитной области. При этих температурах делается длительная (10–20 час.) выдержка и медленное охлаждение с печью. Диффузионные процессы наиболее активно протекают в начале выдержки.
Поэтому во избежание большого количества окалины, охлаждение с печью обычно проводят до температуры 800 — 820°С, а далее на воздухе. При гомогенизационном отжиге вырастает крупное аустенитное зерно. Избавиться от этого нежелательного явления можно последующей обработкой давлением или термической обработкой с полной перекристаллизацией сплава.
Выравнивание состава стали при гомогенизационном отжиге положительно сказывается на механических свойствах, особенно пластичности.
Рекристаллизационный отжиг стали
Рекристаллизационный отжиг, применяемый для сталей после холодной обработки давлением, – это термическая обработка деформированного металла или сплава. Может применять как окончательная, так и промежуточная операция между операциями холодного деформирования.
Главным процессом этого вида отжига являются возврат и рекристаллизация соответственно. Возвратом называют все изменения в тонкой структуре, которые не сопровождаются изменениями микроструктуры деформированного металла (размер и форма зерен не изменяется). Возврат сталей происходит при относительно низких (300–400°С) температурах.
При этом процессе наблюдается восстановление искажений кристаллической решетки.
Рекристаллизацией называют зарождение и рост новых зерен с меньшим количеством дефектов кристаллического строения. В результате рекристаллизации образуются совершенно новые, чаще всего равноосные кристаллы. Между температурным порогом рекристаллизации и температурой плавления имеется простое соотношение: ТР ≈ (0,3–0,4)ТПЛ., что составляет для углеродистых сталей 670–700°С.
Отжиг для снятия напряжений
Отжиг для снятия напряжений – это термическая обработка, при которой главным процессом является полная или частичная релаксация остаточных напряжений.
Такие напряжения возникают при обработке давлением или резанием, литье, сварке, шлифовании и других технологических процессах. Внутренние напряжения сохраняются в деталях после окончания технологического процесса и называются остаточными.
Избавиться от нежелательных напряжений можно путем нагрева сталей от 150 до 650°С в зависимости от марки стали и способа предыдущей обработки.
Высокий отжиг стали
Эта операция часто называется высоким отпуском. После горячей пластической деформации сталь имеет мелкое зерно и удовлетворительную микроструктуру. Такое состояние сталь получает при ускоренном охлаждении после пластической деформации.
Однако в структуре могут быть составляющие: мартенсит, бейнит, троостит и т. д. Твердость металла при этом может быть достаточна высока. Для повышения пластичности и соответственно снижения твердости делается высокий отжиг.
Его температура ниже критической Ас1 и зависит от требований к металлу для следующей операции обработки.
Отжиг второго рода (ΙΙ-го рода)
Отжиг ΙΙ рода основан на использовании фазовых превращений сплавов и состоит в нагреве выше температуры превращения с последующим медленным охлаждением для получения устойчивого структурного состояния сплавов.
Полный отжиг
Полный отжиг производится для доэвтектоидных сталей. Для этого стальную деталь нагревают выше критической точки А3 на 30–50°С и после прогрева проводят медленное охлаждение. Как правило, детали охлаждают вместе с печью со скоростью 30–100°С/час. Структура доэвтектоидной стали после отжига состоит из избыточного феррита и перлита.
Основные цели полного отжига:
- — устранение пороков структуры, возникших при предыдущей обработке (литье, горячая деформация, сварка, термообработка), – крупнозернистости и видманштеттовой структуры;
- — смягчение стали перед обработкой резанием – получение крупнозернистости для улучшения качества поверхности и большей ломкости стружки низкоуглеродистых сталей;
- — уменьшение напряжений.
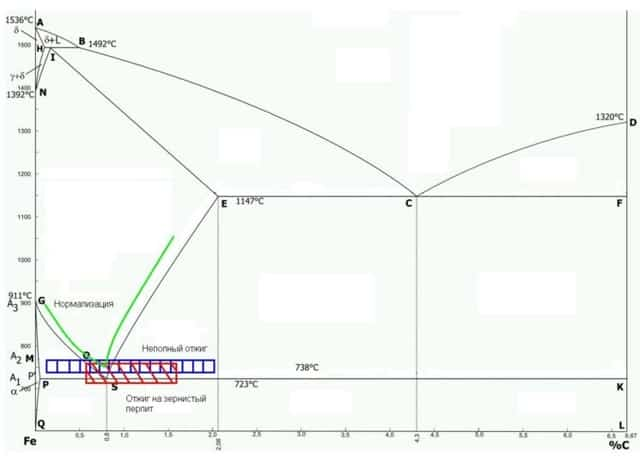
Неполный отжиг
Неполный отжиг отличается от полного тем, что нагрев производится на 30–50 °С выше критической точки А1 (линия РSК на диаграмме «Железо – цементит»). Неполный отжиг доэвтектоидных сталей проводят для улучшения обрабатываемости резанием.
При неполном отжиге происходит частичная перекристаллизация стали — вследствие перехода перлита в аустенит. Избыточный феррит лишь частично превращается в аустенит.
Такой отжиг проводится при температуре 770 — 750°С с последующим охлаждением со скоростью 30 — 60°С/с до 600°С, далее на воздухе.
Неполный отжиг широко применяется для заэвтектоидных углеродистых и легированных сталей. Нагрев этих сталей на 10 — 30°С выше Ас1 вызывает практически полную перекристаллизацию сплава и позволяет получить зернистую (сферическую) форму перлита вместо пластинчатой. Такой отжиг называют сфероидизацией.
Частицы цементита, не растворившегося при нагреве, или области аустенита с повышенной концентрацией углерода за счет неполной его гомогенизации после растворения цементита, служат центрами кристаллизации для цементита, выделяющегося при последующем охлаждении до температуры ниже А1 и принимающего в этом случае зернистую форму.
В результате нагрева до температуры значительно выше А1 и растворения большей части цементита и более полной гомогенизации аустенита последующее выделение цементита ниже А1 происходит в пластинчатой форме.
Если избыточный цементит находился в виде сетки, то перед этим отжигом нужно сделать нормализацию с нагревом выше Асm (желательно с охлаждением в направленном потоке воздуха).
Стали, близкие к эвтектоидному составу, имеют узкий температурный интервал нагрева (750 — 760°С) для отжига на зернистый цементит, для заэвтектоидных сталей интервал рсширяется до 770 — 790°С.
Легированные заэвтектоидные стали можно нагревать до более высоких температур 770 — 820°С. Охлаждение и сфероидизация цементита происходит медленно.
Охлаждение должно обеспечить распад аустенита на феррито-карбидную структуру, сфероидизацию и коагуляцию образовавшихся карбидов до 620 — 680°С.
Отжиг на зернистый перлит (маятниковый отжиг)
Для получения зернистого перлита применяют отжиг с различными вариациями термоциклирования в надкритическом и межкритическом интервале температур, маятниковые виды отжига с различными выдержками и количеством циклов.
Сталь с зернистым перлитом имеет более низкую твердость, временное сопротивление разрыву и соответственно более высокие значения характеристик пластичности. Например эвтектоидная сталь с пластинчатым перлитом имеет твердость 228НВ, а с зернистым 163НВ и соответственно временное сопротивление 820 и 630МПа, относительное удлинение 15 и 20%.
Микроструктура стали после отжига на зернистый перлит (ОЗП) выглядит следующим образом

После отжига на зернистый перлит стали обладают наилучшей обрабатываемостью резанием, при этом достигается более высокая чистота поверхности. В ряде случаев, отжиг на зернистый перлит является обязательной предварительной операцией. Например для избежания трещинообразования при высадке болтов и заклепок.
Изотермический отжиг
Изотермический отжиг заключается в нагреве стали до температуры Ас3 + (30–50°С), последующего ускоренного охлаждения до температуры изотермической выдержки ниже точки А1 и дальнейшего охлаждения на спокойном воздухе. Изотермический отжиг по сравнению с обычным отжигом имеет два преимущества:
— больший выигрыш во времени, т. к. суммарное время ускоренного охлаждения, выдержки и последующего охлаждения может быть меньше медленного охлаждения изделия вместе с печью;
— получение более однородной структуры по сечению изделий, т. к. при изотермической выдержке температура по сечению изделия выравнивается и превращение во всем объеме стали происходит при одинаковой степени переохлаждения.
Патентирование
Патентирование — операция отжига, как правило назначаемая для пружинной проволоки, с содержанием углерода 0,65 — 0,9%, перед волочением.
Процесс заключается в аустенитизации металла и последующим пропускании его через расплав солей с температурой 450 — 550°С (на ДИПА это температуры изотермической выдержки в области минимальной устойчивости аустенита).
Это приводит к образованию тонкопластинчатого троостита или сорбита, который позволяет получать степени обжатия более 75% для волочения и окончательное временное сопротивление 2000 — 2250МПа после ХПД.
Нормализационный отжиг (нормализация стали)
Нормализационный отжиг или нормализацию стали применяют как промежуточную операцию для смягчения стали перед обработкой резанием и для общего улучшения ее структуры перед закалкой. При нормализации доэвтектоидную сталь нагревают до температур Ас3 + (30–50°С), заэвтектоидную до Асм + (30–50°С) и после выдержки охлаждают на спокойном воздухе.
Ускоренное охлаждение по сравнению с отжигом обуславливает несколько большее переохлаждение аустенита, поэтому при нормализации получается более тонкое строение эвтектоида (тонкий перлит или сорбит) и более мелкое эвтектоидное зерно.
Прочность стали после нормализации несколько выше, чем после отжига. В заэвтектоидной стали нормализация устраняет грубую сетку вторичного цементита.
При нагреве выше точки Асм вторичный цементит растворяется, а при последующем ускоренном охлаждении на воздухе не успевает образовать грубую сетку, понижающую свойства стали.
В доэвтектоидной стали, как говорилось выше, нормализация позволяет устранить крупное зерно после перегрева и видманштетт после нарушения цикла ГПД.
Превосходный эффект сварки с помощью лазерного сварочного аппарата по доступной цене, обращайтесь!
МЕТАЛЛООБРАБОТКА
Отжиг — нагревание стального изделия до температуры 700-900°С (в зависимости от марки стали) и охлаждение вместе с печью. Отжиг применяют при изготовлении из одного законченного изделия другого или в случае неудачной закалки.
Если закаливать неотожженное изделие, в нем могут возникнуть трещины, структура металла станет неоднородной, качество изделия резко ухудшается.
Мелкие детали отжигают, нагревая на массивных стальных плитах или углях, которые предварительно раскаляют. После детали медленно остывают вместе с нагревателем. Иногда изделие нагревают ацетиленовой горелкой, которую постепенно отводят от изделия, делая процесс охлаждения медленным. Этот метод хорош для отжига небольших стальных изделий.
Нормализация — нагрев стали до температуры 900°С с последующим охлаждением в нормальных условиях (на воздухе) для улучшения внутренней микроструктуры стали и повышения механических свойств и для подготовки ее к последующей термической обработке.
Закалка — придание стальному изделию высокой прочности и твердости. Но от закалки сталь становится более хрупкой. Этот недостаток устраняется в процессе отпуска стали. При закалке металл нагревают до высокой температуры, а затем быстро охлаждают в специальных охлаждающих средах (воде, масле и т.п.).
Из одной и той же заготовки можно получить различные структуры и свойства, в зависимости от режима закалки изделия. Для достижения наилучших результатов стальные изделия постепенно нагревают до температуры 750-850°С. Затем разогретое изделие быстро охлаждают до температуры примерно 400°С.
Охлаждение должно происходить не меньше чем на 150°С в секунду, то есть охлаждение должно произойти всего в 2-3 секунды. Скорость дальнейшего охлаждения до нормальной температуры может быть любой, так как структура, полученная при закалке, достаточно устойчива и скорость дальнейшего охлаждения на нее не оказывает влияния.
Охлаждающей средой чаще всего бывает вода или трансформаторное масло. В воде металл остывает с большей скоростью, чем в масле: температура воды 18°С — за секунду металл остывает на 600°С, а в масле всего на 150°С.
Для повышения закаливающей способности в воду иногда добавляют до 10% поваренной соли или 10-12% серной кислоты, например при закалке плашек или метчиков. Более высокий нагрев и чрезмерно быстрое охлаждение водой приводит к нежелательным результатам — деформации стали и появлению в ней излишнего качества — напряжений.
Для закалки инструментов из углеродистой стали применяют закалочные печи с температурой нагрева до 900°С, а для инструментов из легированных и быстрорежущих сталей — до 1325°С.
Печи для закалки изделий бывают: камерные или пламенные, в которых изделие нагревают открытым пламенем; муфельные — нагревающие за счет сопротивления электрических обмоток; печи-ванны — представляющие собой тигли, наполненные расплавами солей, к примеру хлористым барием. В ваннах закалочное нагревание производить удобнее, т.к. температура содержащегося в ней расплава всегда постоянна и закаливаемое изделие не может нагреться выше этой температуры. К тому же известно, что нагрев в жидкостной среде происходит быстрее, чем в воздушной
Таблица состава закалочных ванн
| Солевой состав | Весовой процент | Температура, град. С (применяемые) |
| Калиевая селитра | 55 | 150-500 |
| Нитрит натрия | 45 | 150-500 |
| Хлористый натрий | 28 | 540-870 |
| Хлористый кальций | 72 | 540-870 |
| Хлористый натрий | 44 | 700-870 |
| Хлористый калий | 56 | 700-870 |
| Хлористый натрий | 100 | 850-1100 |
| Хлористый барий | 100 | 1100-1350 |
В малогабаритных мастерских для закалочного нагрева лучше пользоваться муфельными электрическими печами, например МП-8. В холодную муфельную печь помещают изделие или деталь и затем включают для медленного нагрева до требуемой температуры. При таком способе нагрева возникающее в изделии напряжение минимально.
Отпуск смягчает негативные явления при закалке, повышает вязкость и уменьшает хрупкость изделия. Еще отпуск устраняет большую часть внутренних напряжений, возникающих при закалке. Для определения температуры при отпуске изделия пользуются таблицей цветов побежалости.
Тонкая пленка окислов железа, придающая металлу различные быстро меняющиеся цвета — от светло-желтого до серого. Такая пленка появляется, если очищенное от окалины стальное изделие нагреть до 220°С; при увеличении времени нагрева или повышении температуры окисная пленка утолщается и цвет ее изменяется.
Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали.
Таблица температуры нагрева стали и соответствующие цвета
| Температура, град. С | Цвета каления |
| 1600 | Ослепительно бело-голубой |
| 1400 | Ярко-белый |
| 1200 | Желто-белый |
| 1100 | Светло-белый |
| 1000 | Лимонно-желтый |
| 950 | Ярко-красный |
| 900 | Красный |
| 850 | Светло-красный |
| 800 | Светло-вишневый |
| 750 | Вишнево-красный |
| 600 | Средне-вишневый |
| 550 | Темно-вишневый |
| 500 | Темно-красный |
| 400 | Очень темно-красный (видимый в темноте) |
При закалке многих инструментов, например молотков, чеканов, резцов и других, требуется, чтобы закаленной была только рабочая часть, а сам инструмент оставался бы сырым, незакаленным.
В этом случае инструмент нагревают немного выше рабочего конца до требуемой температуры, после чего опускают в воду только рабочую часть. Вынув инструмент из воды, быстро зачищают шкуркой или трением о землю его рабочую часть.
Оставшееся в неохлажденной части тепло поднимет температуру охлаждаемого конца и появится на нем нужный цвет побежалости, после этого инструмент окончательно охлаждают.
Таблица определения температуры нагрева по цветам побежалости
| Температура, град. С | Цвета каления |
| 1600 | Ослепительно бело-голубой |
| 1400 | Ярко-белый |
| 1200 | Желто-белый |
| 1100 | Светло-белый |
| 1000 | Лимонно-желтый |
| 950 | Ярко-красный |
| 900 | Красный |
| 850 | Светло-красный |
| 800 | Светло-вишневый |
| 750 | Вишнево-красный |
| 600 | Средне-вишневый |
| 550 | Темно-вишневый |
| 500 | Темно-красный |
| 400 | Очень темно-красный (видимый в темноте) |
Образование окалины на поверхности изделия приводит к угару металла, деформации. Это уменьшает теплопроводность и, стало быть, понижает скорость нагрева изделия в печи, затрудняет механическую обработку. Удаляют окалину либо механическим способом, либо химическим (травлением).
Выгоревший с поверхности металла углерод делает изделия обезуглероженным с пониженными прочностными характеристиками, с затрудненной механической обработкой. Интенсивность, с которой происходит окисление и обезуглерожевание, зависит от температуры нагрева, т.е. чем больше нагрев, тем быстрее идут процессы.
Образование окалины при нагреве можно избежать, если под закалку применить пасту, состоящую из жидкого стекла — 100 г, огнеупорной глины — 75 г, графита — 25 г, буры — 14 г, карборунда — 30 г, воды — 100 г.
Пасту наносят на изделие и дают ей высохнуть, затем нагревают изделие обычным способом. После закалки его промывают в горячем содовом растворе. Для предупреждения образования окалины на инструментах быстрорежущей стали применяют покрытие бурой.
Для этого нагретый до 850°С инструмент погружают в насыщенный водный раствор или порошок буры.
Углеродистые стали при закалке лучше охлаждать сначала в воде до температуры 400-35°С, а затем в масле. Это предотвращает возникновение внутреннего напряжения. Во время охлаждения изделие рекомендуется быстро перемещать сверху вниз.
Тонкостенные длинные детали (например, ножи) для охлаждения опускают в воду или масло строго вертикально, в противном случае они могут сильно деформироваться.
Зубила целесообразно закалить в мокром песке, который увлажняют раствором соли.
Тонкие сверла закаливают в сургуче. Для этого разогретый до светло-красного цвета конец сверла погружают в сургуч и оставляют там до полного охлаждения.
Химико-термическая обработка стали.
Благодаря такой обработке меняется не только структура металла, но и химический состав его верхнего слоя и деталь может иметь вязкую сердцевину, выдерживающую ударные нагрузки, высокую твердость и износность. Из существующих способов химико-термической обработки стали в условиях небольшой мастерской можно выполнять только цементацию.
Цементация — это науглероживание поверхности стали. Этому процессу подвергают чаще всего изделия из малоуглеродистых сталей, содержащих не более 0,2% углерода и некоторых легированных сталей. Детали, предназначенные для цементации, сначала очищают.
Поверхности не подлежащие науглероживанию, покрывают специальными предохранительными противоцементными обмазками.
1-ый состав простейшей обмазки: огнеупорная глина с добавлением 10% асбестового порошка, вода. Смесь разводят до консистенции густой сметаны и наносят на нужные участки поверхности изделия. После высыхания обмазки можно производить дальнейшую цементацию изделия.
2-ой состав применяемой обмазки: каолин — 25%, тальк — 50%: вода — 25%. Разводят эту смесь жидким стеклом или силикатным клеем.
Цементацию делают после полного высыхания обмазки.
Вещества, которые входят в состав обмазки, называют карбюризаторами. Они бывают твердые, жидкие и газообразные.
В условиях домашней небольшой мастерской удобнее осуществлять цементацию с помощью пасты. Это цементация в твердом карбюризаторе.
В состав пасты входят: сажа — 55%, кальцинированная сода — 30%, щавелевокислый натрий — 15%, вода для образования сметанообразной массы. Пасту наносят на нужные участки изделия, дают высохнуть.
Затем изделие помещают в печь, выдерживая при температуре 900-920°С в течение 2-2,5 часов. При использовании такой пасты цементация обеспечивает толщину науглероженного слоя 0,7-0,8 мм.
Жидкостная цементация также возможна в небольшой мастерской при наличии печи-ванной, в которой и происходит науглероживание инструментов и других изделий.
В состав жидкости входят: сода — 75-85%, 10-15% хлористого натрия, 6-10% карбида кремния. Печь-ванну наполняют этим составом и погружают изделие или инструмент.
Процесс протекает при температуре 850-860°С в течение 1,5-2 часов; толщина науглероженного слоя достигает при этом 0,3-0,4 мм.
Газовую цементацию производят в смеси раскаленных газов, содержащих метан, окись углерода в специальных камерах при температуре 900-950°С и только в производственных условиях. После цементации детали охлаждают вместе с печью, затем закаляют при 760-780°С е окончательным охлаждением в масле.
Нагрев заготовки — ответственная операция. От правильности ее проведения зависят качество изделия, производительность труда.
Необходимо знать, что в процессе нагрева металл меняет свою структуру, свойства и характеристику поверхностного слоя и в результате от взаимодействия металла с воздухом атмосферы, и на поверхности образуется окалина, толщина слоя окалины зависит от температуры и продолжительности нагрева, химического состава металла. Стали окисляются наиболее интенсивно при нагреве больше 900°С, при нагреве в 1000°С окисляемость увеличивается в 2 раза, а при 1200°С — в 5 раз.
Хромоникелевые стали называют жаростойкими потому, что они практически не окисляются. Легированные стали образуют плотный, но не толстый слой окалины, который защищает металл от дальнейшего окисления и не растрескивается при ковке. Углеродистые стали при нагреве теряют углерод с поверхностного слоя в 2-4 мм.
Это грозит металлу уменьшением прочности, твердости стали и ухудшается закаливание. Особенно пагубно обезуглероживание для поковок небольших размеров с последующей закалкой.
Заготовки из углеродистой стали с сечением до 100 мм можно быстро нагревать и потому их кладут холодными, без предварительного прогрева, в печь, где температура 1300°С. Во избежание появлений трещин высоколегированные и высокоуглеродистые стали необходимо нагревать медленно.
При перегреве металл приобретает крупнозернистую структуру и его пластичность снижается. Поэтому необходимо обращаться к диаграмме «железо-углерод», где определены температуры для начала и конца ковки. Однако перегрев заготовки можно при необходимости исправить методом термической обработки, но на это требуется дополнительное время и энергия.
Нагрев металла до еще большей температуры приводит к пережогу, от чего происходит нарушение связей между зернами и такой металл полностью разрушается при ковке. Пережог — неисправимый брак. Если заготовку ковать нагрев до температуры ниже Тн, то это приведет к образованию трещин.
При температуре на 20-30°С выше температуры Тк в металле происходит раскристаллизация и структура остается мелкозернистой. На этом этапе надо заканчивать ковку.
При ковке изделий из низкоуглеродистых сталей требуется меньшее число нагревов, чем при ковке подобного изделия из высокоуглеродистой или легированной стали.
Итак, при нагреве металла требуется следить за температурой нагрева, временем нагрева и температурой окончания нагрева.
При увеличении времени нагрева — слой окалины растет, а при интенсивном, быстром нагреве могут появиться трещины.
Известно из опыта, что на древесном угле заготовка 10-20 мм в диаметре нагревается до ковочной температуры за 3-4 минуты, а заготовки диаметром 40-50 мм прогревают 15-25 минут, отслеживая цвет каления.





