- Как очистить ржавый металл при помощи сварки: способ, который работает на 100%
- Приступаем к работе
- Особенности сваривания металла с оцинковкой
- В чем проблема свариваемости оцинковки
- Нужно ли удалять покрытие
- Правила и особенности сварочных работ
- Насколько это вредно
- Разновидности подходящих электродов
- Сварочное оборудование для оцинкованного металла
- Подготовительные работы
- Способы сварки оцинковки
- Ручная дуговая
- Полуавтоматический аппарат
- Использование инвертора
- Контактная сварка
- Газовая горелка
- С помощью присадок
- Особенности соединения оцинкованных труб
- Как варить ржавый металл электродом
- Метал нужно всегда чистить перед сваркой
- Электроды для сварки ржавого металла
- Электроды для сварки ржавого металла без подготовки поверхности
Всем доброго времени суток!
А мы продолжаем бороться со ржавчиной. Мы долго выгрызали её наждачкой и ёршиками в первой части, травили преобразователем во второй и в итоге получили дырку.Не аккуратное отверстие в нужном месте а именно дырку там где её быть не должно((
Выход один — сварка.Я уже писал раньше про то что если металл поело более чем на половину толщины то спасти его уже не получится. Но вера умирает последней)))
Поэтому придётся варить. Варианты нетрадиционного применения жести от холодильника с заклёпками, тряпок, газет со смолой и т.п. я не хочу и не буду рассматривать и тем более применять!
- Не знаю как вы, а я варить не особо умею, и сварочника у меня своего нету.
- Поэтому я обратился к профи!Как это было можно посмотреть тут
- Собственно это кузовщик из того самого дружественного сервиса где я раньше работал.Вот кстати пример его работы:
www.drive2.ru/l/1413963/
www.drive2.ru/l/1664785/
Собственно и вам советую поступить так.Заранее договориться, заехать на осмотр, обсудить нюансы.
Кстати, можно попробовать договориться о том что вы сами всё подготовите, срежете гниль, зачистите, сделаете заготовки латок. А сварной просто обварит их с лёгкой подгонкой по месту.
Заодно присмотритесь чем он работает, как у него получается)))
Если вы не увидите у него полуавтомата, а вместо него будет автоген или он вообще варит электродами то БЕГИТЕ ОТТУДА! Он сделает только хуже!
Но даже если у него есть полуавтомат, но руки растут ниже талии и он варит вот так

- В общем… сами знаете что делать)))
- Большинство кузовщиков предлагают переварить не весь порог, а только нижнюю часть.Как например тут
- Не советую соглашаться, фигня получится!
Подготовка довольно важный момент! Требует немало времени, но от неё будет зависеть конечный результат.
Вырезать ржавчину лучше с запасом. Оставлять только живой металл!
Было

А менялся вот такой кусок

Для латок по цене стакана семечек можно найти битый капот, дверь, крышу.ИМХО железо с немцев первой половины 90-х годов идеальный вариант!
Где найти? На разборке или у тех кто продаёт свою битую машину.
По сварке не важно днище это, порог или крыло. есть 3 основных нюанса:1) Варить только встык! Если латка приварена внахлёст то образуется полость обработать которую скорее всего не получится.
Из-за этого она быстро сгниёт!2) Шов должен быть сплошным! Если просто прихватить а потом обмазать антикором то толку от такого ремонта будет мало! Варить естественно не за один подход, давая остыть поверхности, иначе поведёт, поверхность станет волнистой!
Вот пример толкового шва

Хоть керосином проливай!
3) Сварные швы должны быть очень хорошо вычищены и правильно обработаны с ОБЕИХ сторон. Вот тут можно посмотреть что довольно скоро происходит если не обработать изнутри Сгниёт очень быстро!
Отдельная песня по порогам.Большинство кузовщиков предлагают переварить не весь порог, а только нижнюю часть.
- Как например тут
- Многие вообще так латают

А многие лепят с кусков

Конкретно по этому фото! Оно взято для примера. В данном конкретном случае это была вынужденная мера. т.к. менялась стойка, отдельно порогов на эту машину нет. Это работа довольно известного и уважаемого мной мастера
Лично я не вижу смысла менять порог кусками. Только целиком!
Многие недоумевали почему вот тут я менял у себя порог целиком, хотя можно было обойтись двумя латками 50*200мм! Ответ простой! Пороги гниют в местах повреждения, в 99% случаев это в месте установки домкрата.
Снаружи мы видим прогнившую дырочку, но когда демонтируем старый порог то увидим что усилитель порога в этом месте также ржавый или гнилой. Если забить на это дело то за года 2 он сгниёт полностью и при очередной попытке поддомкратить машину домкрат провалится внутрь.
Причём произойдёт это в самый неподходящий момент, неожиданно и скорее всего будет сопутствующее попадание на бабло или здоровье… Нафиг! Нафиг!
Резать внешний короб порога и через эти технологические окна ремонтировать порог — не мой вариант! Придётся потом шпатлевать. А шпатлю на порогах и бамперах я не преемлю! Ибо сколется она довольно быстро!
Поэтому ИМХО лучше поменять внешнюю часть порога, или накладку целиком.Да, я знаю что продаваемые на рынках накладки гораздо хуже заводских, они тоньше. Но они не являются усилителем и силовой нагрузки на них нет.
Лучше целая, грамотно приваренная и заантикоренная «Дания» чем родное гнильё под слоем шпатли, да ещё и с сопутствующими косяками!
Почему Дания? А потому что единственное нормальное ремонтное железо на нашем рынке это KLOKKERHOLM. А в ковычках потому как слабо я верю в то что это Дания)))
Можно конечно заказать порог на заводе, из металла любой толщины, но это будет прямой короб, без торцов и выштамповок под стойки и т.п. А на большинстве машин пороги очень непростой формы! Делать их самому это кроилово…
Вот кстати как выглядят эти ремонтные пороги:

- Более детально можно посмотреть тут
- Думаю суть понятна.
- Демонтируем старый порог, высверливая заводские точки сварки.Для таких целей советую купить специальное сверло для точечной сварки, или посмотреть заточить обычное сверло вот так:

Преимущество у него в том что оно позволяет срезать точку не просверлив при этом лишнего!

Я не раз демонтировал пороги с разных авто, сам, или видел как это делали другие. У всех подгулявший усилитель который требует ремонта.
Так было и в моём случае.

Согласитесь так лучше?
Швы необходимо зачищать даже там где этого и видно то не будет!
Для усилителей и поддомкратников естественно берётся более толстый металл!
Пока порог снят нужно вычистить и прокрасить всё внутри. Только не перестараться, иначе потом будет плохо варить, да и загореться эта гадость может!
Сам же ремонтный порог также нужны вычистить от транспортировочного грунта и прокрасить изнутри.
ДА! Почти все ремонтное железо идёт в чёрном грунте. Грунт этот транспортировочный, красить по нём нельзя! Его надо полностью вычистить и перекрасить нормальным.Зачастую под этим чёрным грунтом даже ржавчина встречается!
Бывают ещё и оцинкованные, но мой кузовщик о них очень плохо отзывается. И варятся они плохо, и кривые до безобразия. Хотя производитель у них один.
Не зря говорят век живи — век учись.
Недавно я узнал об одной классной штуке.Называется сварочный грунт.
Аннотация к нему:Представляет собой насыщенное цинком сварочное покрытие для точечной и дуговой сварки.
Позволяет восстановить заводскую защиту металлических деталей автомобиля и существенно сокращает риск возникновения коррозии в местах сварки. Детали могут быть сварены в течение 20 мин после нанесения.• Прост в использовании.
• Подходит для любых сварочных кузовных работ.• Наносится быстро, легко и без потеков.• Превосходно распыляется и не течет.
- • Обеспечивает минимальное разбрызгивание металла при сварке.
- Вот пример его применения
- Если кратко то суть его в том что он не выгорает при сварке и защищает свариваемые детали.Наносится он на место шва
- Выпускает его несколько фирм. Однако из общедоступных заслуживают уважения всего две:
- 1) U-pol weld #2 и2) 3M™ Weld Thru II (50410)
- Стоят они недёшево, порядка 20-30 баксов, но они того стоят!
- Когда я делал свою машину то не знал про него, жалею об этом)))
Зато я нашёл ему другое применение. Он термостойкий! Я грунтую им суппорта перед покраской термостойкой краской))
После переварки порогов я обрабатываю их изнутри. для того что бы это можно сделать максимально качественно я сверлю отверстия
Отверстия напротив отверстий в усилителе, это позволяет хорошенько обработать порог изнутри!
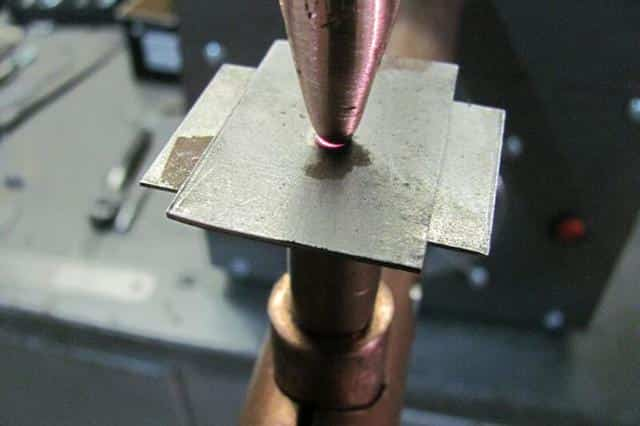
Как очистить ржавый металл при помощи сварки: способ, который работает на 100%

В данном обзоре автор YouTube канала Right Hands поделится своим опытом удаления стойкой ржавчины.
В качестве «испытуемого» — тормозной суппорт от автомобиля. Его состояние вы можете оценить на фото ниже.

Чтобы очистить деталь от ржавчины, потребуется металлическое ведро, кальцинированная или пищевая сода, сварочный аппарат
1
Как нанести медный слой на стальные детали 
Советуем также прочитать: как сделать уплотнительную прокладку из силикона своими руками.
Вместо металлического ведра можно использовать и пластиковое ведро, но тогда в него надо будет дополнительно поместить пластину металла.
Приступаем к работе
Берем ржавую деталь (в данном случае — тормозной суппорт), подвешиваем его на пластиковой трубке, и погружаем в ведро с водой.

1
Как сделать пескоструйный аппарат: 7 идей от домашних мастеров
Воды автор набрал чуть больше половины. В этом количестве воды необходимо будет развести примерно 3-4 ст. ложки с горкой кальцинированной соды.
Если под рукой нет кальцинированной соды, то можно использовать пищевую — которая используется на кухне.
Плюсовой провод подключаем к металлическому ведру (или к пластине металла, если используете пластмассовое ведро), а минусовой — к ржавой детали.

На сварочном аппарате автор выставил 120 Ампер. Ждем около часа, потом промываем деталь в воде со стиральным порошком. Можно взять старую зубную щетку, чтобы получше очистить поверхность металла.
1
Как своими руками сделать дробь из свинца 
При необходимости процедуру можно повторить 1-2 раза, пока результат не устроит вас полностью.

Подробно о том, как очистить ржавый металл при помощи сварки, можно посмотреть на видео ниже.
ШОК!!! самая эффективная чистка от ржавчины…
Наверх
Особенности сваривания металла с оцинковкой
Сварка оцинкованного металла востребована во многих отраслях промышленности. Сам процесс считается достаточно сложным, что объясняется разницей в температурах плавления защитного покрытия и основного материала. Режим функционирования оборудования выбирают в соответствии с составом, условиями эксплуатации и другими параметрами детали.

В чем проблема свариваемости оцинковки
Антикоррозионный слой наносится на сталь несколькими способами. В зависимости от этого толщина покрытия может составлять 2-150 микрон. Оцинковка прожигается легко, температура ее плавления на 200 °С ниже, чем у стали. При использовании стандартных технологий сварки покрытие разрушается. Поэтому его нужно обрабатывать защитным флюсом, не позволяющим поверхности перегреваться.
Трудность сварки заключается и в выделении токсичных паров при повышении температуры цинкового слоя. На первых этапах покрытие размягчается, на последующих – принимает газообразное состояние. Сварщик должен использовать маску с принудительной подачей воздуха. Работы рекомендуется выполнять на улице или в хорошо проветриваемом помещении.
Нужно ли удалять покрытие
Расплавленный цинк, попадающий в сварочную ванну, разрыхляет шов, делая его хрупким. Чтобы металл не попал в рабочую область, края свариваемых деталей тщательно зачищают. Удаление антикоррозионного покрытия – важный этап подготовки элементов к соединению.
Применяют следующие способы очистки:
- Горячий. Края деталей перед сваркой обрабатывают газовой горелкой. Метод помогает быстро удалить покрытие, однако при работе образуется большое количество токсичных паров.
- Химический. Деталь обрабатывают щелочным или кислотным составом. После этого поверхности тщательно промывают и просушивают.
- Механический. Оцинковку удаляют металлической щеткой, наждачной бумагой или болгаркой со специальной насадкой.

Обработке подвергают только края, остальные части листа не трогают, ведь очищенные от покрытия места быстро подвергаются коррозии.
Правила и особенности сварочных работ
Перед началом процесса необходимо ознакомиться со следующими нюансами процесса:
- Сложность подбора температуры воздействия. Цинк может начать расплавляться при +400 °С. Если слегка повысить температуру, покрытие начинает прогорать и испаряться. Это препятствует образованию прочного шва. Соединение получается пористым, покрывается трещинами.
- Нестабильность электрической дуги. Подобрать правильный режим работы аппарата может только опытный сварщик. Начинающим мастерам рекомендуется применять покрытые электроды, газовую защитную среду или присадочный материал. Последний вариант используют при необходимости формирования шва высокого качества.
- Сложность устранения отверстий. Поврежденные места листа предварительно очищают от загрязнений, следов ржавчины и масел. При большом диаметре дефекта применяют металлические вставки, которые закрепляют точечным методом. При толщине детали более 2 мм используют пробки или перегородки из низкоуглеродистой стали. Небольшие отверстия рассверливают до нужного размера. Внутренние поверхности дефектов не должны иметь резьбы.
Рекомендуем к прочтению Как варить силумин в домашних условиях
Насколько это вредно
В чистом виде цинк является малотоксичным, однако в процессе сварки он вступает в реакции с кислородом и азотом. При вдыхании паров развиваются тяжелые отравления.

Хроническая интоксикация соединениями цинка способствует возникновению следующих последствий:
- поражения органов дыхания;
- токсического воспаления легких;
- пневмосклероза;
- отека легких;
- аллергических реакций;
- онкологических заболеваний;
- патологий кроветворной системы.
При остром отравлении присутствует риск летального исхода. Соблюдение техники безопасности делает риск возникновения опасных последствий минимальным.
При появлении признаков отравления прекращают сварку, обращаются к врачу.
Разновидности подходящих электродов
При сварке оцинковки полуавтоматом стандартные стержни для железа и стали не используют. Нужны специализированные электроды и расходные материалы с рутиловой обработкой.
https://www.youtube.com/watch?v=EiyptRxcocYu0026t=16s
Для оцинкованной низкоуглеродистой стали предназначены стержни следующих марок:
- АНО-4, используемые для сварки оцинкованной стали под переменным или постоянным током;
- МР-3, требующие напряжения холостого хода более 50 В;
- ОЗС-4, применяемые в сочетании с присадочной проволокой СВ08 или СВ08А;
- УОНИ-13/45,55, ДСК-50, обработанные большим количеством флюса.

Он помогает получить долговечный прочный шов. В состав стержней входят фтористые соединения и карбонаты. Ими варят листы любой толщины. Толстый металл обрабатывают в несколько проходов.
Сварочное оборудование для оцинкованного металла
Перед началом работы подготавливают следующие приспособления и инструменты:
- сварочный полуавтомат или инвертор, выдающие необходимые напряжение и силу тока;
- газовую горелку;
- баллоны с аргоном и ацетиленом;
- держатель электродов, механизм подачи расходного материала;
- шланг для подсоединения держателя к баллону.

Рекомендуется использовать сварочный агрегат с установленными параметрами тока. Это упрощает процесс настройки оборудования. Эта функция необходима начинающему сварщику, не имеющему опыта сварки оцинковки.
Подготовительные работы
Перед началом сварки детали подготавливают следующим образом:
- При толщине элемента более 5 мм делают скос под наклоном 80° на расстоянии 1 мм от края.
- Очищают торцевые части от грязи и пыли. Удаляют заусенцы, выравнивают кромки.
- Обезжиривают поверхности химическими средствами.
- Соединяют свариваемые детали, выставляя их в положении, требуемом для сварки. Зазор между кромками должен составлять 3 мм.
- Равномерно распределяют флюс вдоль будущего шва. Толщина слоя должна составлять 2 мм, ширина – 20 мм.
Способы сварки оцинковки
Для соединения деталей из этого материала используют как ручное, так и полуавтоматическое оборудование.
Ручная дуговая
Важную роль в этом случае играют правильный выбор электродов, опыт сварщика. Работать нужно быстро и аккуратно. При снижении скорости сварки могут возникать прожоги. При слишком быстром ведении стержня шов получается неоднородным.

При соединении деталей дуговым методом учитывают следующие моменты:
- Торцевые части тонкостенных деталей в предварительной обработке не нуждаются.
- При работе с толстыми заготовками необходимо снятие фаски. Это делают частично, не создавая острых краев. Скос при установке торцов встык должен образовывать канавку, заполняющуюся расплавом при сварке.
- Электроды выбирают с учетом толщины детали. Диаметр сопла газовой горелки при работе с оцинковкой должен быть на 2 размера меньше такового при сварке черного металла.
- При сварке без удаления защитного слоя напыление не должно закипать. Пламя направляют не на деталь, а на присадочную проволоку.
- После завершения процесса остатки флюса удаляют.
Рекомендуем к прочтению Как правильно варить цветмет
Полуавтоматический аппарат
Сварка с использованием подобного оборудования ведется в среде аргона или углекислого газа. Диаметр присадочного материала выбирают в соответствии с толщиной элементов.
Процесс соединения деталей имеет следующие особенности:
- Тонколистовые изделия сваривают точечно. Это снижает вероятность прожога.
- Качественное сварное соединение при низком напряжении формируется только с использованием присадочного материала. Диаметр прутка должен быть меньше требуемого на 0,2 мм.
- При сварке полуавтоматом без защитного газа применяют флюсы.
- К металлической детали подсоединяют плюсовой контакт, к проволоке – минусовой.

К положительным сторонам полуавтоматической сварки относятся:
- возможность соединения элементов в газовой атмосфере или без таковой;
- высокое качество получаемого соединения (шов получается равномерным, прочным, эстетичным);
- возможность тонкой настройки напряжения и силы тока.
К недостаткам относят невозможность применения метода в ветреную погоду, необходимость использования объемных газовых баллонов, потребность в применении жестких шлангов для подачи газа.
Использование инвертора
Таким методом можно сваривать тонкостенные детали. Подключение выполняют так: к отрицательной клемме подсоединяют обрабатываемую деталь, к положительной – электрод. Сварка ведется с током обратной полярности. При правильной подготовке аппарата дуга зажигается за несколько секунд, стержень нагревается быстро.

При сварке оцинковки инвертором учитывают такие особенности:
- при обработке металла стержнями малой толщины стык получается равномерным;
- сварочную проволоку ведут вдоль поверхности плавно, не меняя скорость;
- в процессе работы не делают резких движений, способных разрушить защитное покрытие;
- угол наклона стержня по отношению к обрабатываемой поверхности не должен превышать 45° (это минимизирует вероятность появления сквозных дефектов).
Контактная сварка
Метод используют для соединения деталей любой толщины, однако лучше всего работать с тонкостенными заготовками. Для контактной сварки применяют электроды с маркировками БрХЦр или БрХ. Аппараты функционируют на переменном или постоянном токе.
Необходимость надежно соединять между собой металлические предметы возникает на разных производствах. Одним из эффективных способов, позволяющих это сделать, является сварка трением.
Оборудование для сварки тонких листов снабжается 3 дополнительными режимами:
- предварительным нагревом обрабатываемого участка;
- сваркой;
- заключительной высокотемпературной обработкой.
Прочность соединения при контактной сварке выше, чем у самих деталей. Поэтому такой метод часто используют при кузовном ремонте.
Способ обеспечивает равномерное проваривание по всей длине соединения, в чем заключается его основное преимущество перед ручной сваркой.
При соединении толстых листов применяют проковку – ударное воздействие на шов в процессе затвердевания, осуществляющееся с помощью кувалды. Главным недостатком контактных аппаратов считают высокое энергопотребление.
Рекомендуем к прочтению Как правильно варить углеродистые стали
Газовая горелка
Технологию применяют в тех случаях, когда удаление цинкового слоя недопустимо. При работе с газовой горелкой применяют флюс.
Сварку осуществляют так:
- Очищают края заготовок от пыли, загрязнений и жира. На обработанные поверхности наносят слой паяльной кислоты. Он должен равномерно покрывать место будущего шва. Только так можно защитить оцинковочный слой от окисления и испарения.
- Прикладывают присадочный пруток к обрабатываемому участку. Проволоку расплавляют, чтобы она надежно скрепляла заготовки. Для этого пламя горелки направляют на пруток. Нагревать обработанные флюсом поверхности нельзя.
- При нарушении защитного покрытия его своевременно восстанавливают. Это исключает появление ржавчины в дальнейшем. После полного остывания детали поврежденные места обрабатывают антикоррозионным средством.

С помощью присадок
Сварочная проволока способствует формированию прочного соединения между толстыми деталями. Расходный материал должен обладать низкой температурой плавления. Это предотвратит испарение защитного покрытия. Сварочный процесс напоминает пайку.
При работе с оцинковкой используют следующие типы присадочного материала:
- CuSi₃ – медно-кремниевая проволока. Содержание цветного металла достигает 50%. Прочность получаемого шва не слишком высока, однако он легко поддается дополнительной обработке. Кремний делает проволоку текучей, поэтому при работе следует соблюдать осторожность.
- ОК Autrod 19.30. Расходный материал создан специально для сварки оцинковки. Проволока содержит марганец, кремний и серу, повышающие прочность сварного соединения.
- CuSi₂Mn. Благодаря легирующим компонентам, проволока формирует однородный прочный шов. Однако последующая обработка соединения вызывает затруднения.
- CuAl8. Присадку используют для сварки изделий из стали, покрытой цинк-алюминиевым слоем.
Особенности соединения оцинкованных труб
Покрытые защитным составом стальные элементы трубопровода соединяют так:
- Подключают горелку, прогревают края деталей на расстояние не менее 30 см от торцов. Процедуру завершают, когда флюс становится прозрачным.
- Присадочный материал прикладывают к торцам, расплавляют его горелкой. Полужидкий материал должен заполнить зазор между трубами.
- Дожидаются затвердевания шва, выполняют заключительную обработку.
Горелку держат под наклоном не более 95°, проволоку подают под углом 15-30°.
Для получения надежного соединения между деталями из разных материалов применяют такие методы:
- ММА-сварку с покрытыми электродами;
- аргонодуговую технологию;
- TIG-сварку с неплавкими вольфрамовыми стержнями.
При использовании первого метода приобретают стержни, предназначенные для соединения нержавеющих сталей с черными металлами. Лучшим же вариантом считают ведение сварки в газовой среде. Для этого потребуется соответствующий аппарат. Аргон защищает сварочную ванну от окисления. При отсутствии защиты прочно приварить разнородные детали друг к другу не получится.
Как варить ржавый металл электродом
 Как варить ржавый металл электродом и не прожигать при этом
Как варить ржавый металл электродом и не прожигать при этом
Мало у кого в гараже валяется идеально чистый и целый металл, без следов коррозии и их явного присутствия. Часто такое откопаешь, что хоть болгаркой, хоть щёткой чисти, абсолютно ничего не помогает.
При этом не выбрасывать же ржавый металл, не нести на сдачу металлолома, ведь в домашнем хозяйстве пригодится абсолютно всё. В данной статье будет рассказано о том, как варить ржавый металл. Проблем при сварке ржавого металла хватает, начиная от постоянных прожогов с зашлаковкой и заканчивая другими проблемами.
Метал нужно всегда чистить перед сваркой
Даже если перед вами сильно ржавый металл, он всё равно нуждается в предварительной подготовке перед свариванием. Поэтому не поленитесь и удалите хотя бы верхний слой ржавчины с пылью. Для снятия загрязнений можно использовать обычную воду, но лучше всего помогает уксус.

Затем хорошенько пройдитесь по поверхности металла щёткой, болгарка с зачистным диском часто оказывается бессильной в данном плане, только дыр наделаешь. Сильно и до блеска зачищать, конечно же, не нужно, но вот снять хотя бы верхний слой ржавчины с пылью всё же стоит.
Электроды для сварки ржавого металла
Подберите правильные электроды для сварки ржавого металла, поскольку это половина всего успеха проделанной работы. Для сварки ржавых металлов не стоит выбирать электроды с основным покрытием, которые и без того плохо поджигаются. Работать с такими электродами лучше всего на чистом металле.

Поэтому наилучшим выбором в данном плане станут рутиловые электроды или на крайний случай электроды с целлюлозным покрытием. Самыми популярными марками рутиловых электродов являются такие электроды: ОК-46.00, АНО-21 и МР-3.

Электроды с рутиловым покрытием хорошо поджигаются даже на сильно ржавом металле. Они дают стабильную дугу и имеют лёгкий повторный розжиг. Единственное что нужно учесть при выборе рутиловых электродов, так это, толщину свариваемого металла, от которой зависит сила тока для сварки.
При сварке ржавого металла необходимо придерживаться следующих моментов:
- Выполнять небольшие колебательные движения электродом из стороны в сторону;
- Вести электрод только в одну сторону;
- При необходимости изменять угол наклона заготовки, чтобы видеть, что происходит в сварочной ванне;
- Задерживать больше внимания на конце электрода, так лучше видно очертание сварного шва;
- Выдерживать равномерную скорость перемещения электрода.
При сварке ржавого металла нужно следить за тем, чтобы сварочная дуга была как можно короче. При удлинении сварочной дуги чаще всего и происходит прожог металла. Также следует точечно наваривать металл, небольшими прихватками.

Следует всегда зачищать металл под сварку, даже если он сильно ржавый. Во всём же остальном, ржавый металл прекрасно варится, если следовать всем вышеперечисленным советам в данной статье.
Электроды для сварки ржавого металла без подготовки поверхности
- Лучше всего при сварке ржавого металла зарекомендовали себя электроды с рутиловой обмазкой так как в рутиле минерале содержится диоксид титана, а титан проводит электричество так что дуга зажигается легко и по ржавчине тоже варится на много легче.
- ОК 46.00 Esab – рутилово-целлюлозный (шведского концерна российского производства) – является универсальным электродом для сварки ржавого металла без подготовки поверхности – детали можно не зачищать;
- аналогичные электроды той же группы: АНО 4, АНО 6, АНО 29М, АНО 23, ОЗС 6, ОЗС 12, МР 3 при сварке по ржавчине ведут себя хуже, нужна предварительная подготовка.
- Основа обмазки – рутил (природный диоксид титана).
- Технологическими особенностями группы являются:
легкий поджиг (включая повторный). Это качество электродов с успехом используется для сварки всего, что требует периодического прерывания дуги (короткими швами, прихваток и др.);
- не чувствительность к частичному отсыреванию (прокалить электроды ~ 1 час при t=70-90ºС, если есть возможность);
- ток – переменный, постоянный, полярность- любая;
- подходит для сварки: низколегированных, низкоуглеродистых сортов стали, предел текучести ≤ 380Мпа;
- изо всех рутиловых электродов меньше всего шлака у ОК и он легко удаляется из ванны;
- уверенное горение при самом низком пороге тока.
- Это качество позволяет применять электроды при работе с тонкостенными металлами. Запитать сварку такими электродами можно от бытовых источников;
- пространственные положения сварки – любые;
- потери при малом разбрызгивании — минимальны;
- расход электродов = 1,7 кг на 1 кг наплавленного металла.
Металл шва ОК 46.00 соответствует спокойной и полуспокойной стали. Поверхность швов гладкая с плавным переходом к свариваемым частям. Ударная вязкость = 140 Дж/см², удлинение = 28 %.
Влияние кислорода
При сварке ржавый металл нагревается, особенно в зоне шва. Влага, которая присутствует в нем начинает выпариваться. Свариваемые кромки окисляются кислородом, выпарившемся из воды. Если кромки покрыты ржавчиной, то она при плавлении перейдет в закись железа (FeO), выделив при этом кислород. Окисление металла шва произойдет в обоих случаях.
Присутствие кислорода в металле шва в любом виде ухудшает качества наплавленного металла, а именно, понижаются:
- ударная вязкость;
- временное сопротивление;
- предел текучести;
- относительное удлинение.
- Кислород понижает антикоррозийные свойства, делает металл хладно-и красноломким.
- Защитить шов от влияния кислорода (окисления) окружающей среды – значит улучшить качество наплавленного металла.
- Этого можно добиться раскислением и защитой металла шва газами и шлаком, выделяющимися при сгорании обмазки электродов.
- Расшифровка электродов
- Импортные электроды





