- Обзор технологии сварки
- Выбор расходных материалов
- Подготовка к работе
- Режимы сварки
- Пространственное положение шва
- Коренные, заполняющие и косметические швы
- Видео по теме
- Где применяется полуавтоматическая сварка
- Технология полуавтоматической сварки
- Сварка полуавтоматом в защитной газовой среде
- Применение полуавтоматической сварки без газа
- Применение полуавтоматической сварки для цветных металлов
- Полуавтоматическая сварка при работе с нержавеющей сталью
- Эффективное применение полуавтоматической сварки
- Сварка алюминия полуавтоматом: особенности и технология новичкам
- Суть полуавтоматической сварки алюминия
- Отличия сварки алюминия полуавтоматом от аргонодугового метода
- Помощь в выборе проволоки для ваших изделий за 3 шага:
- Подготовка свариваемого материала
- Требования к оборудованию
- При выборе полуавтомата для сварки алюминия важно учитывать:
- Расходные материалы
- Настройки аппарата
- Процесс сварки алюминия полуавтоматом
- Сварка полуавтоматом алюминия ведется так:
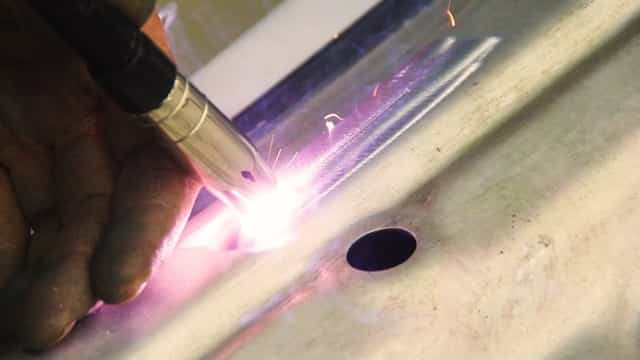
Сварка типа MIG-MAG вполне заслуженно носит звание любительского способа соединения металлоконструкций, тем не менее это обособленная технология, имеющая свой регламент выполнения работ и требования к квалификации сварщика. Обо всём этом — в нашем обзоре по полуавтоматической сварке.

Обзор технологии сварки
MIG/MAG это сварка металлической проволокой (M — Metal) в среде инертного (IG — Inert Gas) или активного защитного (AG — Active Gas) газа.
Проволока подаётся автоматически, при этом скорость подачи корректируется в соответствии с действующей силой сварочного тока.
Это одна из главных особенностей полуавтомата, которой обусловлено важное технологическое отличие от сварки покрытыми электродами: вместо стабилизации силы тока источник питания обеспечивает постоянное напряжение.
Как и при прочих видах сварки, суть MIG/MAG заключается в переносе металла с присадки в сварочную ванну, однако сам процесс весьма специфичен, что необходимо понимать для освоения необходимых навыков работы. Существует два механизма переноса металла:

Первый: когда проволока касается свариваемой детали, происходит замыкание, проволока разогревается, стекает в сварочную ванну, частично испаряясь, поддерживая тем самым кратковременное воспламенение дуги, за счёт чего разогревается вся область сварочной ванны. После того, как край проволоки расплавился, цепь размыкается, затем металл снова касается детали и все повторяется снова с частотой около 20–30 раз в секунду. Такой механизм называется цикличным замыканием.
Второй механизм сварки — перенос распылением.
Если проволока будет подаваться с достаточно малой скоростью при высоком напряжении, а газовая среда будет способствовать продолжительному горению дуги, присадка не коснется самой детали, но будет оплавляться мелкими каплями и падать в кратер сварочной ванны, а также на прилегающую к ней область.
При таком способе сварки происходит гораздо более интенсивный нагрев широкой зоны, что незаменимо при заполнении крупных швов и сваривании толстых заготовок. Характерное отличие — щёлкающий и одновременно шипящий звук дуги вместо ритмичного треска при цикличном замыкании.
Выбор расходных материалов
При сварке полуавтоматом используется три вида расходных материалов, без правильного выбора которых корректная работа невозможна.
Основной расходник — металлическая присадочная проволока с защитным антикоррозионным покрытием.
Проволока может отличаться по материалу сплава, диаметру и габариту катушки, который выбирается в соответствии с возможностями аппарата. Материал присадки должен быть максимально близким к составу свариваемых деталей.

Для большинства конструкционных сталей оптимально подходят марки проволоки, начинающиеся на СВ-08Г, по зарубежной маркировке — ER70S. Для нержавеющих сталей следует использовать проволоку СВ-04Х19, СВ-07Х25, СВ-10Х16, где цифры во второй части обозначения указывают на содержание никеля и хрома.
Здесь необходимо проявлять бдительность: разнородность материалов детали и шва резко ухудшает прочностные характеристики соединения. Для сварки алюминия подходит проволока марок Д16, ВАД23, АК4 — её также следует выбирать в соответствии с наличием в свариваемых деталях дополнительных присадок.
Также для сварки может использоваться порошковая проволока, не требующая защитной газовой среды, но при этом более дорогостоящая.

Проволока всех видов может иметь диаметр от 0,6 мм и выше с шагом 0,2 мм. Самая тонкая присадка применяется для точечного сваривания деталей толщиной менее 1,5 мм, 0,8 мм — до 4 мм, 1 мм — до 6 мм. Проволоку свыше 1 мм любители используют редко, причина тому проста: требуется сварочный ток свыше 200 А, что характерно только для профессиональных сварочных аппаратов.

Второй расходный материал — защитный газ. Для сварки цветных металлов, в частности алюминия, применяется инертный газ аргон, а при значительной толщине заготовок — смесь аргона с гелием.
Недостаток аргона в том, что в его среде дуга поддерживается очень активно, что не позволяет варить цикличным замыканием, а ведь именно этот режим рекомендован для чёрных металлов.
Из-за этого при сварке конструкционной и нержавеющей стали используется газовая смесь, в которой аргон составляет от 75% по массе, остальное приходится на углекислый газ. Для любой марки сварочной проволоки указывается предпочтительный состав газовой смеси.

Третий расходный материал — токосъёмные наконечники. Во-первых, их следует менять в зависимости от диаметра используемой проволоки. Во-вторых, по мере работы наконечник истирается и диаметр отверстия в нём увеличивается, что вызывает перегрев горелки и сбои в работе сварочного аппарата, вплоть до полного заклинивания проволоки.
Подготовка к работе

Перед началом работы необходимо установить катушку с проволокой на штифт тормозного барабана и отрегулировать прижимной винт, добиваясь полного исчезновения радиального люфта и инерции при вращении. После этого следует переставить направляющий ролик под соответствующий диаметр проволоки, протереть механизм подачи от загрязнений, опустить прижимной ролик и настроить прижим так, чтобы проволока не проскальзывала, но при этом не пережималась слишком сильно.


Конец проволоки необходимо направить в задний раструб штекера подключённой горелки. Шланг при этом должен быть полностью выпрямленным. Нажав на кнопку протяжки, проволоку необходимо провести по сварочному рукаву, предварительно открутив токосъёмный наконечник.
Когда проволока выйдет из горелки на 3–5 см, наконечник нужно вернуть на место, надеть сопло и обрезать проволоку заподлицо с краем горелки.
Остается только окрутить до упора вентиль на баллоне, настроить давление на выходе редуктора и расход газа, после чего можно приступать к свариванию.

Детали перед свариванием необходимо тщательно зачистить и подточить края, чтобы на стыке не было зазора более 1 мм. Края деталей на 20–25 мм от области сварки должны быть избавлены от краски, грязи, ржавчины и даже от потемневшего слоя окислов, для полуавтомата это критически важно.
Режимы сварки
Даже профессионалы перед свариванием какой-либо конструкции или детали выполняют несколько пробных швов на материалах такого же типа. Цель проб — установить оптимальные настройки для стабильного горения дуги и температурного режима, соответствующего толщине свариваемых деталей.
Для настройки сварочного режима предусмотрено два регулятора: V — напряжение и А — скорость подачи проволоки и соответствующий ей сварочный ток.
Также имеется тумблер переключения скоростного режима: проволокой 0,8 мм и менее следует варить на увеличенной скорости, более толстой — на пониженной.
Некоторые аппараты имеют третий регулятор индуктивной составляющей тока, он предназначен для настройки профиля сварочного шва.
Пробная настройка выполняется непосредственно возле аппарата, при этом регуляторы должны быть изначально повёрнуты в крайнее левое положение. После розжига дуги необходимо постепенно увеличивать скорость подачи и напряжение для достижения соответствующего сварочного режима.
При глубине шва до 2 мм и ширине до 4 мм оптимально варить цикличным замыканием. Скорость нужно увеличивать до тех пор, пока редкие щелчки не сменятся стабильным треском с частотой около 20 Гц.
Если при этом слышны пропуски, следует немного повысить напряжение, если же метал сильно разбрызгивается — снизить.
В случаях, когда в сварочной ванной скапливается избыток металла, следует снизить скорость подачи или ускорить движение горелки, но только если это позволяет температурный режим. Чтобы увеличить скорость плавления, сопло горелки нужно вести ближе к детали.
Если требуется наложить заполняющий шов толщиной более 2 мм или шириной от 5–7 мм, сварка ведётся распылением, для чего напряжение нужно поднять практически до максимума.
Скорость подачи при этом повышается от нуля до того момента, когда аппарат начнёт варить в цикличном режиме, а затем снижается до приемлемого удобства ведения сварочного шва в соответствии с его шириной и глубиной.
Настройка индуктивности выполняется после того, как режим сварки будет стабильно настроен.
Повышение индуктивности приводит к увеличению температуры дуги, из-за чего валик шва растекается сильнее и становится более пологим, однако при этом прогревается только верхний слой материала.
При низкой индуктивности нагрев осуществляется вглубь шва, однако валик при этом более выпуклый. Индуктивность нужно настраивать с тем учётом, чтобы края валика расплавлялись и мягко сопрягались с прилегающими поверхностями.
Пространственное положение шва
Преимущества полуавтоматической сварки наиболее ярко проявляются при сварке объёмных конструкций, где необходимо периодически изменять положение шва. При этом производится минимальная корректировка настроек, в большинстве же случаев дополнительных манипуляций не требуется. Тем не менее техника выполнения швов имеет специфические отличия.
Начинающим следует учиться основам сварки полуавтоматом в нижнем положении шва. Горелка удерживается под углом в 60°, проволока должна быть направлена в сторону шва. При этом крайне важно постоянно поддерживать расстояние от поверхности до сопла около 5–10 мм.
Поднимая горелку вертикально можно добиться повышения температуры и регулировать пологость валика без изменения настроек аппарата.
Скорость ведения горелки должна быть постоянной и при этом коррелировать со скоростью подачи проволоки так, чтобы проволока всё время находилась в передней части кратера и поддерживалась одинаковая толщина на всей протяженности шва, при этом расплавленный металл должен застывать волнообразными наростами в 10–15 мм от сварочной ванны.
После освоения швов в нижнем положении, можно переходить к горизонтальному.
Горелка при этом удерживается под 45° к поверхности и направляется вверх под углом в 15–20° от вертикали чтобы компенсировать текучесть металла.
Горелка ведётся носиком вперед от себя, проволока удерживается на переднем краю кратера. Скорость подачи проволоки и ведения шва рекомендуется немного снизить для более качественного контроля над сварочной ванной.
Вертикальные швы выполняют подобной техникой сварки, но при этом сопло нужно удерживать параллельно шву под наклоном к поверхности в 45°, проволока направляется к центру сварочного кратера.
Движение горелки осуществляется сверху вниз, оно должно быть достаточно быстрым чтобы обогнать стекающую каплю металла. Потолочные швы варить ненамного сложнее, но гораздо менее удобно. Горелку нужно вести носиком вперёд, проволока направляется на передний кран ванны и стык перед ней.
Потолочный шов выполняется достаточно тонким чтобы не допустить стекание расплавленного металла вниз.
Коренные, заполняющие и косметические швы
В заключение следует рассказать о разнице сварки полуавтоматом деталей разной толщины. Практический максимум толщины шва при работе с любительскими аппаратами — 1,5..2,5 мм при толщине проволоки до 0,6–1 мм. Выполнение более глубоких сварочных швов следует выполнять в несколько этапов.
Детали толщиной в 1,5 мм и менее не сваривают сплошным швом чтобы не допустить коробления металла при нагреве. Шов состоит из точек диаметром 3–4 мм, что соответствует удержанию кнопки на горелке около 1 секунды, расположенных с шагом от 10 до 25 мм.
Детали до 4 мм варят с двух сторон: сначала их позиционируют с зазором около 0,5 мм и проводят обычный сварной шов с лицевой стороны в режиме цикличного замыкания.
После этого немного поднимают напряжение и выполняют провар с изнанки, оставляя тонкий пологий валик шва.
Сваривание деталей толщиной 6 мм или более требует основательной подготовки: сначала кромки подтачивают для плотного прилегания, затем с лицевой стороны снимают крутую фаску под 30°, оставляя на дне шва прямой участок кромки от 1 до 2 мм. Перед свариванием детали должны быть надёжно обездвижены с образованием зазора в 0,5–2 мм в зависимости от толщины, для чего их можно временно соединить между собой пластинами на ребро с тыльной стороны.
Первый этап — выполнение коренного шва. Его варят в режиме цикличного замыкания, добиваясь чтобы шов заполнил дно стыка до того уровня, где начинается скос фаски. Далее аппарат переводят в режим сварки распылением и заполняют шов на всю глубину в несколько проходов.
При этом обязательно нужно следить, чтобы края стыка тщательно разогревались, о чём свидетельствуют цвета побежалости на поверхности металла в прилегающей области.
После завершения коренного шва и между проходами заполняющего шва дно стыка необходимо обязательно зачищать металлической щёткой, а лучше — абразивным диском.
Когда стык между деталями будет заполнен почти заподлицо с поверхностью, его накрывают косметическим швом. Скорость подачи при этом немного снижается, а сварка ведётся широким фронтом — около 8–15 мм в зависимости от толщины детали.
Проволока при этом ведётся из стороны в сторону по переднему краю сварочной ванны, скорость колебаний должна быть настолько высокой, чтобы оба края поддерживались в разогретом состоянии, при этом наплывы металла на шве получаются достаточно мелкими. Горелка при этом ведётся к себе, носик направлен в переднюю часть ванны.
Края косметического шва должны быть качественно оплавлены для сцепления с поверхностью металла, высота валика — не более 1,5–2 мм.
Видео по теме
© рмнт.ру, Игорь Максимов
15.10.18
Где применяется полуавтоматическая сварка
05.05.2021 VT-METALL 
Вопросы, рассмотренные в материале:
- Технология полуавтоматической сварки
- Сварка полуавтоматом в защитной газовой среде
- Применение полуавтоматической сварки без газа
- Применение полуавтоматической сварки для цветных металлов
- Полуавтоматическая сварка при работе с нержавеющей сталью
- Эффективное применение полуавтоматической сварки
Те, кто только начинает разбираться в способах металлообработки, собирается купить свой первый сварочный аппарат, часто спрашивают, где применяется полуавтоматическая сварка. В общих чертах ответ на него звучит так: «Практически везде!».
Это универсальное оборудование, которое используется для соединения заготовок, изделий разной конфигурации из черных и цветных металлов, не требующее для работы на базовом уровне высокой квалификации.
Конечно, есть задачи, для которых полуавтомат не подходит. Больше о том, где и как применяется полуавтоматическая сварка, вы узнаете из нашего материала.
Технология полуавтоматической сварки
В среде профессионалов и сварщиков-любителей полуавтоматическая сварка является наиболее распространенным способом неразъемного соединения различных металлов.
Часто полуавтомат можно увидеть как на станции технического обслуживания, в цехе машиностроительного предприятия, так и в гараже специалиста, занимающегося частным бизнесом по ремонту техники или оборудования.
Процесс сварки полуавтоматом является более сложным, чем сваривание деталей при помощи обычного инвертора. Но если сравнивать с настройкой трансформатора, то он намного понятнее и проще в обслуживании.

Все, что нужно для сварки полуавтоматом, – это электродная проволока, баллон с газом и, соответственно, определенный опыт. Этого вполне достаточно, чтобы выполнять долговечные и качественные швы.
VT-metall предлагает услуги:
Порошковая покраска металла
Полуавтомат представляет собой инверторный сварочный аппарат, используемый для MIG/MAG- и TIG сварки. Кроме этого он может оснащаться встроенным режимом сварки ММА. Его отличие от простого инвертора состоит в разнице функциональных возможностей.
Инвертор применяется только с электродом и предназначается для ручной дуговой сварки. А для установки полуавтомата необходимы электроды, проволока и газ. Поэтому их возможности значительно больше, полуавтоматическую сварку можно применять при работах в среде защитного газа.
Такая технология позволяет выполнять более надежные и качественные швы.
Одним из важных направлений в совершенствовании электросварки является автоматизация сварочных процессов. Принцип полуавтоматической сварки заключается в том, что подача проволоки к дуге автоматизирована, а передвижение дуги по шву производится вручную. Устройство работает в полуавтоматическом режиме, поэтому и появились выражения «полуавтоматическая сварка», «сварка полуавтоматом» и т. д.
Принцип действия сварки полуавтоматом является достаточно простым.
С катушки, установленной в подающем механизме, в процессе сварки подается проволока в сварочную зону, так что необходимость постоянно менять электроды отпадает сама по себе, так же как и при ручном способе дуговой сварки.
Электродная проволока и защитный газ подаются одновременно. Свариваемый металл и электрод находятся под напряжением, благодаря этому в газовом облаке возникает разряд, приводящий к возбуждению дуги. С ее помощью и происходит плавление металла и формирование шва.
Сварка полуавтоматом в защитной газовой среде

Есть несколько технологий полуавтоматической сварки, но метод с применением газа – один из самых популярных. Могут применяться различные газовые смеси, но самыми распространенными являются гелий, углекислота и аргон. Два первых вида газа характеризуются экономичностью и небольшими ценами. Благодаря этому они приобрели большую популярность в различных производственных областях.
Важно! Основным предназначением газовой смеси является защита зоны сварки от окисления, которое происходит в момент взаимодействия с кислородом. Именно этот факт в большей степени и влияет на прочность и качество шва.
В случае использования углекислоты перед сваркой необходимо предварительно зачистить поверхности от краски, различных загрязнений и ржавчины. Это можно сделать с помощью щетки по металлу и наждачной бумаги.
Существуют следующие виды швов, которые применяются при полуавтоматической сварке в среде защитных газов:
- Сплошной шов. Сваривание происходит непрерывно за одно поступательное движение от начала до самого конца.
- Прерывистый шов. Его чаще всего используют при сварке автоматом и применяют для соединения тонколистовых металлов. В момент сварки подаются электрические импульсы, сгенерированные оборудованием. При замыкании происходит расплавление металла и соединение между собой заготовок.
- Точечное сваривание. Методика подразумевает выполнение сварочного шва в виде точек, расположенных друг от друга на определенном расстоянии по всей длине свариваемого участка.
Для сварки полуавтоматом с использованием углекислого газа нередко применяют режим переменного тока. Для этого перед началом процесса предварительно выполняют перенастройку полуавтомата с учетом свойств металла, предназначенного для сваривания.
Применение полуавтоматической сварки без газа
В наши дни наиболее популярной и перспективной становится сварка без применения газа.
Такая технология с применением полуавтоматической сварки осуществляется при помощи флюса, или сварочной порошковой проволоки, как ее еще называют профессионалы.

Флюсовая проволока представляет собой стальную трубку с находящимся внутри специальным порошком – сварочным флюсом, похожим по свойствам на обычное электродное покрытие. Флюс, представляющий собой зернистое сыпучее вещество, значительно улучшает процесс сварки и качество сварного шва.
При воздействии на флюсовую проволоку высокой температуры происходит сгорание флюса, благодаря чему в месте сварки возникает защитное газовое облако.При обычной электродной сварке происходит очень похожий процесс.
Большое преимущество такого метода заключается в том, что не надо переносить с собой с места на место газовые баллоны, при этом всегда есть большое многообразие материалов с разными химическими составами, с помощью которых можно обеспечить необходимые свойства дуги и изменить параметры шва.
Во время сварки полуавтоматом, так же как и при применении обычного электродного способа, происходит попадание шлака от сгоревшего флюса в сварочную зону. Поэтому для герметизации сварочной поверхности необходимо поверх выполненного шва сделать несколько дополнительных.
Флюсовая проволока не обладает достаточной жесткостью, поэтому ее подачу к зоне нанесения шва необходимо производить с небольшими усилиями, чтобы не допустить изгиба шланга полуавтоматической сварки.
Необходимо учитывать, что порошковая проволока не может полностью заменить защитный газ. Качество произведенных швов будет хуже, так как свойства порошковой проволоки и газа различны. Такая проволока удобна для применения сварки в труднодоступных местах, к примеру, при работе на высоте. При возможности транспортировки сварочного баллона лучше использовать сварку с применением газа.
Применение полуавтоматической сварки для цветных металлов
Без точного исполнения требований технических условий и правильного подбора материалов и оборудования произвести качественную сварку цветных металлов или их сплавов довольно сложно.
1. Медь и ее сплавы.
При применении полуавтоматической сварки меди и ее сплавов (бронзы и латуни) на процесс оказывают сильное влияние завышенные показатели таких параметров, как:
- тепловое расширение;
- взаимодействие с водородом;
- коэффициент теплопроводности.
Эти качества могут ухудшить прочность шва и прилегающей к нему области, а также привести к повышенной текучести металла и появлению трещин от его перегревания.
Поэтому при полуавтоматической сварке меди и ее сплавов лучше всего применять сварочную проволоку с высоким содержанием вольфрама.
Это значительно понизит испарение олова и обеспечит сохранность химического состава и физических свойств металла.
2. Алюминиевые и магниевые сплавы.
На поверхности изделий из таких сплавов присутствует слой тугоплавких окислов, препятствующих расплавленному составу в сварочной ванне смешиваться с основной структурой металла. Часть такого трудноудаляемого слоя, представляющего собой шлаковые включения, может проникнуть в область шва, тем самым снизив его качественные характеристики.
Применение тока обратной полярности позволяет осуществить катодную зачистку деталей в зоне электрической дуги. Но такой прием удаляет слой окислов небольшой толщины. Именно поэтому необходимо перед сваркой пленку окислов с поверхности детали удалить при помощи зачистки или кислотного воздействия. Аналогичную операцию следует произвести и с поверхностью сварочной проволоки.
Для сплавов АКВ, АК6, АВ рекомендуется применять сварочную проволоку, включающую в состав около 5 % кремния, так как они предрасположены к возникновению горячих трещин в процессе сварки.
Сварку проводят с применением чистого аргона или при его сочетании с гелием.
Полуавтоматическая сварка при работе с нержавеющей сталью
Такую сварку производят в защитной среде аргона из-за высокой химической активности нержавеющих сталей при высоких температурах и в расплавленном состоянии.
Пониженная теплопроводность и электропроводность, а также повышенная литейная усадка нержавеющих сталей приводят к необходимости применения особых режимов сварки.

Сварку нержавейки производят проволокой полного сечения из высоколегированной стали, которая должна быть по составу аналогична материалу заготовки. При производстве ответственных деталей применяют проволоку из вольфрама.
Порошковую проволоку тоже можно применять при сварке нержавейки, но в этом случае без подачи защитного газа из баллона.
- Функцию защитной атмосферы обеспечит углекислый газ либо аргон.
- В некоторых случаях для снижения стоимости работ пользуются ацетиленом, но он является взрывоопасным, с ним работать могут только опытные сварщики.
- Применение при полуавтоматической сварке порошковой проволоки позволяет производить процесс без газа, но при использовании такого метода требуется исполнитель высокой квалификации, кроме того, данный способ не рекомендуют использовать для сварки ответственных деталей.
При применении полуавтоматической сварки для нержавеющих сталей необходимо соблюдать следующие условия:
- Применять обратную полярность.
- Следить, чтобы вылет сварочной проволоки не превышал 1 см.
- Контролировать расход газа, который должен быть в диапазоне от 6 до12 м3/мин.
- Использовать медный купорос в качестве осушителя.
- Применять меловой раствор для предотвращения разбрызгивания.
- Движение горелки производить плавно.
- Выдерживать отступ не менее 5 см от края детали.
Подготовка поверхности металла:
- С помощью щетки по металлу произвести зачистку свариваемых кромок и прилегающих к ним зон от различных загрязнений.
- Произвести обезжиривание поверхностей с помощью уайт-спирита или специального растворителя.
- Специальным средством обработать поверхность от прилипания брызг металла при сварке. Это позволит сократить до минимума время на зачистку после завершения операции.
- Отрегулировать сварочный зазор, чтобы компенсировать усадку.
Чтобы исключить перегревание места соединения, выбирают параметры рабочего тока на 15–20 % ниже тех значений, которые используются при сварке простых конструкционных сталей. Это связано с низкой теплопроводностью нержавеющих сталей.
Помимо этого, необходимо обеспечивать минимальные сварочные зазоры, достаточные для компенсации литейной усадки.
Эффективное применение полуавтоматической сварки
Необходимо следить, чтобы подача сварочной проволоки в зону дуги происходила именно с той скоростью, которая требуется для данного процесса. Это обеспечит стабильность сварки.
При любом прерывании подачи проволоки произойдет обрывание дуги, что приведет к снижению качества шва и другим, еще более негативным последствиям, таким как прожог шва, оплавление наконечника электрода и другие дефекты и отказы работы оборудования.

Для гарантии качественной подачи перед работой необходимо проверить состояние ведущих роликов: на подающем должна присутствовать V-образная канавка, ширина которой обязана совпадать с диаметром проволоки. Необходимо убедиться в отсутствии износа и визуально проверить состояние ее поверхностей.
Часто при плохой подаче сварщики производят зажим ведущих роликов, но это приводит только к еще большему ухудшению подачи, а, возможно, и к деформации проволоки и к порче направляющего канала горелки.
В процессе сварки проволока проходит через горелку по направляющему каналу, который со временем загрязняется и изнашивается. По этой причине сопротивление подачи электрода возрастает, что может привести к полной остановке движения сварочной проволоки.
Чтобы этого избежать, необходимо следить за такими изменениями, а при смене направляющего канала следует быть особо внимательным, так как при несоответствии внешнего и внутренних диаметров или длины может появиться серьезное нарушение подачи. Иначе говоря, если не учитывать такие моменты, то весь смысл замены приведет к «нулевым» результатам и хорошего качества сварки не добиться.
Чтобы преждевременный износ направляющего канала и загрязнение проволоки происходили намного реже, следует выбирать модели полуавтоматических установок с закрытым механизмом подачи. При таком подходе проволока будет намного лучше защищена от попадания влаги, пыли, окислений и т. д.
Необходимо упомянуть и про контактный наконечник горелки, предназначенный для подачи сварочного тока к электроду. Для выполнения сварки высокого качества необходимо использовать проволоку без всяких дефектов, а также следить за ее надежным контактом с наконечником и его степенью износа, при необходимости своевременно производить замену.
Подобные, на первый взгляд, мелочи, могут очень сильно отразиться на качестве сварного соединения, применяемого при автоматической сварке. Поддержание оборудования в хорошем состоянии станет залогом получения качественных деталей, а при плохом уходе будут постоянно возникать какие-нибудь неисправности и бракованные изделия.
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
 Гарантируем лучшую цену. Пришлите чертеж или расчет проекта от других компаний,
Гарантируем лучшую цену. Пришлите чертеж или расчет проекта от других компаний,
и мы с вероятностью 96% предложим условия выгоднее
Сварка алюминия полуавтоматом: особенности и технология новичкам
Алюминий — это относительно дешевый и легкий металл, поэтому он активно используется в машиностроении, пищевой промышленности, авиастроении и в быту. Он отлично принимает форму матрицы при отливе, легко обрабатывается, а вот сваривается плохо. Рассмотрим технологию сварки алюминия при помощи метода MIG с рекомендацией по выбору полуавтомата, настроек, расходных материалов.Алюминий — это относительно дешевый и легкий металл, поэтому он активно используется в машиностроении, пищевой промышленности, авиастроении и в быту. Он отлично принимает форму матрицы при отливе, легко обрабатывается, а вот сваривается плохо. Рассмотрим технологию сварки алюминия при помощи метода MIG с рекомендацией по выбору полуавтомата, настроек, расходных материалов.
Не каждый полуавтомат подойдет для сварки алюминия. Этот металл довольно капризный в плане сварки, поскольку имеет оксидную пленку. Температура плавления оксида составляет 2044 градуса. Поэтому, чтобы его пробить электрической дугой, необходима высокая сила тока. Но сам алюминий под оксидом плавится уже после 600 градусов. Получается, при высоком сварочном токе:
- жидкая ванна разбрасывается по сторонам;
- сложно контролировать дугу;
- увеличивается количество подрезов, прожогов.
Если ток снизить, то не получится прожечь оксидную пленку — весь присадочный металл будет оставаться на поверхности, а не сплавляться с основным. Это сделает стык слабым, не герметичным.
Поэтому нужны MIG аппараты, способные автоматически менять величину ампер в процессе сварки. На высоком токе прожигать оксид, а на низком сваривать основной металл.
Такой режим называется импульсный или Pulse.
Суть полуавтоматической сварки алюминия
Для сварки алюминия полуавтоматом необходима алюминиевая проволока и инертный газ аргон. Процесс ведется горелкой, управляемой сварщиком вручную. Присадочная проволока подается автоматически. Поскольку алюминий жидкотекучий металл в расплавленном виде, соединение лучше выполнять в нижнем положении, угловые стыки — в лодочку.
Алюминиевая проволока необходима для равномерного перемешивания основного и присадочного металла, чтобы шов получился одинаковым по составу. Допускается использование порошковой алюминиевой проволоки для полуавтоматической сварки без газа.
Тогда защитные функции сварочной ванны на себя берет порошок (флюс), расположенный в трубчатом канале проволоки. Он плавится, и его газы изолируют расплавленный металл от воздействия внешней среды.
После сварки поверх шва образуется шлаковая корочка.
Сварка порошковой проволокой алюминия без газа обходится дешевле по себестоимости, но проигрывает по качеству. Швы могут быть сильно пористыми, а часть присадочного металла разбрызгивается. Такой метод сварки алюминия допустим только в полевых условиях для стыковки мест, не требующих высокой прочности и герметичности.
Отличия сварки алюминия полуавтоматом от аргонодугового метода
Сварка алюминия аргоном доступна с аппаратами Pulse при помощи электрической дуги между электродом и изделием, но отличие заключается в исполнении процесса. В TIG сварке используется неплавящийся вольфрамовый электрод.
Он плавит кромки металла, а для заполнения стыка применяется дополнительная присадочная проволока, подающаяся свободной рукой сварщика.
В MIG сварке движущаяся проволока из катушки в горелку выполняет сразу обе роли — поддерживает горение электрической дуги и плавясь, заполняет собой стык.
Полуавтоматическая сварка алюминия более производительна, по сравнению с аргоновой, и дешевле по себестоимости. Но по качеству соединения проигрывает методу ТИГ, поэтому для особо ответственных стыков используется аргонодуговой метод (сварка блоков ДВС, наплавка ГБЦ под проточку). МИГ сварка подойдет для:
- ремонта легкосплавных дисков;
- сборки конструкций;
- кузовного ремонта (некоторые элементы кузова иномарок выполнены из алюминия для облегчения веса и противостояния коррозии).
Кроме производительности, МИГ метод выигрывает по простоте. Все действия выполняются одной рукой. Подача проволоки осуществляется автоматически по выставленным настройкам. Если они верные, шов получится качественным (при правильных движениях горелкой), что облегчает задачу для новичка.
Помощь в выборе проволоки для ваших изделий за 3 шага:
Подготовка свариваемого материала
Если полуавтомат не обладает импульсным режимом, потребуется механическое удаление оксидной пленки по всей зоне стыковки. Для это применяют щетку по металлу или шабер, можно воспользоваться шлифовальной машинкой, болгаркой. При толщине сторон более 5 мм нужна V разделка кромок под углом 45 градусов. Это обеспечит достаточное проплавление и крепость будущего стыка.
Новая оксидная пленка образуется на поверхности спустя 1-2 часа, поэтому зачищать свариваемые стороны нужно непосредственно перед сваркой. Если в аппарате есть импульсный режим, достаточно только разделки кромок — удаление оксида произойдет катодным методом под действием высокого тока электрической дуги.
Если сечение свариваемых деталей менее 3 мм, необходима подложка. Это может быть медная пластина, которая впоследствии легко отделится от алюминия (даже если соединение проплавится полностью и жидкий металл вытечет с обратной стороны). Без подложки увеличивается вероятность прожогов, прилипания деталей к сварочному столу.
Алюминий обладает высокой теплопроводностью. При длинных сварочных швах на большой площади возможны серьезные коробления конструкции. Чтобы этого избежать, заготовки предварительно нагревают. В промышленных условиях это делают индукционными токами, в домашних — горелкой бензореза, паяльной лампой, на угольной печи и т. д.
Требования к оборудованию
У них должна быть возможность смены полярности на постоянном токе. Сварка алюминия полуавтоматом ведется на обратной полярности. Это означает, что к горелке подается плюс, а к изделию минус.
При таком подключении тепло сварочной дуги концентрируется на конце сварочной проволоки. Она плавится быстрее, легче переходит в зону шва, а сам алюминий при этом нагревается меньше.
Уменьшенное тепловложение позволяет формировать аккуратные швы, не перегревать изделие.
https://www.youtube.com/watch?v=aZmT1tUTxdUu0026t=36s
Альтернатива импульсному оборудованию — использовать полуавтоматы AC/DC. Например, cварочный полуавтомат EWM PICOMIG 185 D3 Synergic TKG — это модель, способная работать на переменном токе.
Тогда полярность будет меняться автоматически, с частотой колебания переменного тока (50 Гц).
Это содействует разрушению оксида (когда тепло концентрируется на изделии) и быстрому переносу капли (когда тепло концентрируется на электроде).
Сварочный полуавтомат EWM PICOMIG 185 D3 Synergic TKGСварочный полуавтомат EWM PICOMIG 185 D3 Synergic TKG
Для подачи алюминиевой проволоки нужны 4-х роликовые подающие устройства. Это обеспечит равномерную скорость без пробуксовки, проволока не будет «гулять», дергаться. Ролики должны быть с U-образной канавкой без насечек. Насечки, призванные лучше цеплять проволоку, будут сминать мягкий алюминий.
Рекомендуем использовать горелку с длиной не более 3-х метров. Подойдет горелка БАРСВЕЛД MIG-15 или Mig ERGOPLUS 25.
Алюминий не такой упругий, как нержавейка или стальная проволока, поэтому при длинном рукаве и загибах движение будет затрудняться. Обычный канал из спирали меняют в горелке на тефлоновый — он обеспечивает лучшее скольжение присадки.
Поскольку алюминий при нагреве расширяется, мундштук в горелке требуется с увеличенным отверстием, иначе проволока застрянет.
Горелка для полуавтомата БАРСВЕЛД MIG-15Горелка для полуавтомата БАРСВЕЛД MIG-15
При выборе полуавтомата для сварки алюминия важно учитывать:
- Входящее напряжение. Для гаража и периодических работ достаточно 220 V. В полупрофессиональной деятельности пригодится аппарат работающий от сети 380 V.
- Максимальную силу тока. Если будете варить только тонкие металлы до 5 мм, достаточно полуавтомата на 200 А. В работе с толстыми стенками алюминия до 10 мм выбирайте MIG аппарат на 300 А.
- Режим 4Т. Длинные швы удобнее прокладывать с режимом 4Т. Тогда не требуется постоянно держать кнопку на горелке нажатой.
- Регулировка индуктивности. Позволяет управлять еще лучше процессом отделения расплавленной капли от проволоки, что обеспечивает прекрасную проплавляемость и снижает разбрызгивание.
- Вес аппарата. Если будете часто перемещаться с аппаратом, его вес должен быть до 20-25 кг. В противном случае понадобится тележка под баллон и полуавтомат. Как альтернативу, купите MIG инвертор с раздельным исполнением источника сварочного тока и подающего механизма (двухкорпусные модели), чтобы переносить только подающий механизм вокруг крупной свариваемой конструкции.
- Транзисторы. Чтобы лучше контролировать сварочный ток, выбирайте полуавтоматы с транзисторами IGBT (это последнее поколение). Но их цена выше.
- ПВ. Для долгой сварки с длинными швами важна продолжительность включения аппарата под нагрузкой. Выбирайте модели с ПВ 60, 80 или 100%. ПВ 40% — это для бытовых задач.
- Охлаждение. Длительная сварка на повышенных токах 300-400 А потребует меньше перерывов, если у инвертора будет водяное охлаждение.
Расходные материалы
В полуавтомат заряжается алюминиевая проволока, обеспечивающая сохранение однородности металла шва с основным материалом. Диаметр и вес катушки подбирается в согласии с возможностями аппарата. Покупайте проволоку для сварки алюминия с содержанием кремния, который дает:
- защиту шва от коррозии;
- плавный переход наплавленного металла;
- легкую связываемость материалов.
Хороший выбор проволоки для алюминия в каталоге ГК «СВАРБИ».
Проволока алюминиевая БАРСВЕЛД AlSi5Проволока алюминиевая БАРСВЕЛД AlSi5
Настройки аппарата
Перейдем к правильным настройкам полуавтомата для сварки алюминия. К аппарату подключается баллон с чистым аргоном. Расход выставляется в пределах 6-11 л/мин, в зависимости от толщины металла. Сила тока, при котором происходит капельный перенос присадочного металла, выставляется так.
Если у вас полуавтомат с импульсом, задайте базовый ток на 40% ниже от импульсного. Базовый ток будет поддерживать горение дуги, а импульсный — пробивать оксид и передавать каплю. Частота импульса для сварки алюминия желательна 1-3 Гц в секунду. Это уменьшит тепловложение, обеспечит прожог оксида, качественное соединение основного металла.
Еще проще настроить полуавтомат для сварки алюминия новичку будет с синергетикой. Синергетическое управление требует указать в меню только:
- толщину установленной в подающий механизм проволоки;
- тип свариваемого материала;
- тип подключенного газа.
Все выбирается на дисплее. Крутилкой сварщик только задает силу тока. На основании этих вводных программа сама подберет оптимальный режим, выставит базовый ток, напряжение. Хороший выбор полуавтоматов с синергетическим управлением вы можете подобрать в разделе электросварочное оборудование.
Процесс сварки алюминия полуавтоматом
Установите алюминиевую проволоку в полуавтомат, заправьте конец между роликами, направьте его в канал. Включите протяжку и дождитесь выхода проволоки из горелки. Чтобы она не застряла, временно открутите мундштук.
Установите силу тока и импульс в согласии с толщиной металла (см таблицу выше), откройте баллон с аргоном. Присоедините кабель массы к изделию. Наденьте защитную маску, краги.
Сварка полуавтоматом алюминия ведется так:
- Поднесите горелку к месту стыка и удерживайте на расстоянии 3-5 мм от конца проволоки. Само сопло может быть удалено от поверхности до 6-10 мм.
- Нажмите на кнопку горелки.
- После зажигания электрической дуги введите горелку справа налево или от себя, чтобы наложенный шов оставался позади.
- Наклон горелки при сварке алюминия должен быть почти вертикальным — удерживайте отклонение от прямого угла на 10-15 градусов.
- Если алюминий сечением до 3 мм и нет зазора между сторонами, просто ведите горелку ровно по линии стыковки.
В случае толщины пластин 5-7 мм и щели 1-2 мм потребуется колебательные движения полумесяцем или по спирали.
Когда была предварительная подготовка с разделкой кромок, нужна сварка в несколько проходов. Корневой шов тонкий и ведется без поперечных колебаний, а последующий шов нужен для заплавления ширины стыка и образования валика.
Используя правильно подобранное сварочное оборудование у Вас получится сваривать алюминий полуавтоматом даже без значительной практики.
#сварка #сварка металла #сварка алюминия #сварочный полуавтомат #сварка полуавтоматом #сварочная проволока





