- Характеристики клея
- Сфера применения
- Свойства термостойкой основы
- Требования к клеящим составам
- Виды клея для металлических изделий
- Как правильно соединить металлические поверхности
- Статичное жесткое склеивание металлов
- Деформационное склеивание металлов
- Эпоксидная смола
- Склеивание материалов с разными коэффициентами линейного расширения
- Склеивание металлов подверженных влажности
- Преимущества клея для металла в достижении производственных целей
- Обзор производителей и марок
- Момент супер эпокси
- Клен 812
- Poxipol
- Weicon va 110
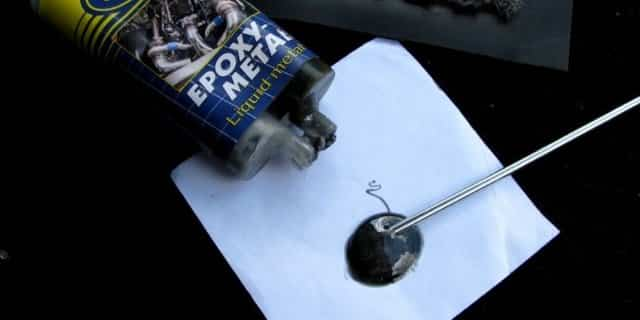
- Quelyd 007 жидкий металл
- Strong steel stick
- Weicon rk 1500
- Epoximaxx
- Bison super glue gel
- Вс 10т
- Пайка графита со сталями
- Приготовление токопроводящего клея без особых затрат
- ПОИСК
- Большая Рнциклопедия Нефти Рё Газа
- Пайка графита с графитом и графита со сталями. Статьи компании «ООО "Графит-Мастер"»
Работая с разными материалами, может возникать необходимость их соединить. То же касается и металлов. Как соединить металл с металлом? Есть разные варианты: клёпка, сварка, холодная сварка, клей. Среди перечисленных, последний является самым простым и не требующем больших усилий и аппаратов.
О том, как чем склеить металл с металлом, чем можно приклеить металл к металлу, поговорим в данной статье. Также посмотрим, какие преимущества имеет склейка металла к металлу перед другими способами.
Характеристики клея

Металлический элемент есть прочный, и так просто его не соединить друг с другом. Нужно эффективное вещество. Хороший клей для металла бывает разный.
Классифицируется по нескольким критериям:
- Сфера применения. Может использоваться как в быту, так и в промышленности;
- Устойчивость к низким и высоким температурам. Есть термостойкие. Они выдерживают температуры до 1000 градусов. А бывают такие, что не предназначены для эксплуатации при больших температурах;
- Быстрота склеивания. Есть вещества быстрого затвердевания. (от одной минуты до пятнадцати). А бывают такие, что высыхают долго. Вплоть до одной сутки;
- Влияние на него агрессивных химических веществ. Некоторые виды, при попадании на них химикатов, могут раствориться или терять свои свойства. А бывают стойкие к химии клея;
- Адгезия (прочность). Это сила, с которой вещество прилепляет два компонента;
- Консистенция. То, в каком виде вещество – жидкость, гель, даже твёрдый.
Таким образом, для лучшего результата работы, учитывайте приведённые выше характеристики, выбирая средство.
Сфера применения
Клей по металлу применяется в разных сферах. Это тяжелая и лёгкая промышленность. Здесь применяются сильные, устойчивые виды. В строительстве. Тут также нужен клей, обладающий высокой прочностью. Также есть составы с более слабыми характеристиками, которые применятся в бытовых нуждах.
Также есть некоторые средства, предназначены для пластика, силикона, керамики и других материалов, которыми можно склеить метал к металлу. А клеем для металла можно приклеить также некоторые другие материалы.
Свойства термостойкой основы
Прежде чем выбрать клей для металла, обращайте внимание на то, как на него влияют температуры. Если сфера применения не требует высокой температуры – берите обычные. Если изделие будет эксплуатироваться при высоких – нужен специальный термостойкий клей.
Обычные имеют небольшие диапазоны применения относительно температур. Специальные термостойкие – разные по своим характеристикам. Выдерживают от 100 до 1000 градусов, в зависимости от марки и вида.
Данный вид ещё называют «горячим клеем», «термоплавким». Обычно он состоит из многих компонентов. Большинство видов есть достаточно прочными, быстро схватывают, и устойчивы к влаге.
Требования к клеящим составам
И так, мы соединяем два куска металла между собой с помощью клея. Что здесь самое главное? Клеящий состав должен иметь такие характеристики:
- Быть прочным;
- Иметь большой температурный диапазон;
- Иметь большой «срок годности» – должен долго держать;
- Иметь антикоррозионные свойства;
- Он не должен вступать в реакцию с химическими веществами, и тем более с металлом.
Виды клея для металлических изделий
Выбирая, какой клей для металла лучше, стоит взглянуть на типы данных веществ.
- Анаэробный. Данный тип хорош тем, что высыхая, становится сплошным полимером, который плотно соединяет между собой два компонента. В реакцию с химическими составами не вступает. Может выдержать до 140 градусов.
- Водостойкий. Он предназначен для тех материалов, которые подвержены постоянному воздействию воды и вообще влаги. Хорошо подходит для устранения течки воды.
- Эпоксидный. Он универсален. Применяется во многих условиях. Устойчив к агрессивному воздействию химии. Устойчив к разным температурам.
- Термостойкий. Предназначен для использования в условиях значительных перепадов температуры. Выдерживает до триста градусов. А некоторые модификации и до тысячи.
- Цианокрилатный. Более-менее универсален. Применяется в разных условиях. Очень прочный. Только не стойкий к высоким температурам, и растворяется в ацетоне.
Как правильно соединить металлические поверхности
Соединяя между собой компоненты, нужно учитывать, как конструкция будет использоваться. Если это будет неподвижная конструкция, нужен состав с сильной адгезией. Если постоянно движущаяся (например – лестница) – нужен эластический компонент.

ВАЖНО: каждое изделие имеет инструкцию, в которой написаны свойства, сфера применения, и правила использования. Их необходимо учитывать при использовании.
Действуйте так:
- Выберите подходящий клей для вашей ситуации (учитывая сферу применения, температуру и другое);
- Внимательно изучите инструкцию;
- Подготовьте поверхности. Их нужно отчистить от ржавчины и других загрязнений. Также важно обезжирить, например, используя спирт.
- Тогда по инструкции наносите вещество на металлы, соединяйте, и держите до полного затвердения. (Время застывания у каждой марки разное. Оно указывается в инструкции).
В видео ниже вы можете посмотреть, как соединяют металл с металлом:
Статичное жесткое склеивание металлов
Здесь применяются клея, способные намертво скрепить металл с металлом. Такими являются эпоксидный и цианокрилатный клей. Они обладают сильной адгезией. Склейка металла должна происходить быстро. Всю площадь двух частей материала должен покрыть клеевой состав.

Деформационное склеивание металлов
Если нужно склеить две части постоянно движущихся элементов, нужен клей по металлу быстрого застывания. И при этом эластический. Подойдёт анаэробный, эпоксидный и термостойкий клей.
Ещё, кроме склейки металла, который будет подвержен постоянной деформации, существует «соединение металлов путём деформации» – «холодная сварка». Для данной технологии нужен специальный аппарат для холодной сварки.
Эпоксидная смола
Данный клеящий состав образует полимер, который является достаточно прочным адгезивом, плотно скрепляющим между собой элементы из двух частей. Является одним из лучших материалов для того, чтоб склеить металл с металлом.
Может применяться как для внутренних, так и для наружных работ. Хорошо выдерживает температуру, и устойчивая к влаге. Застывает быстро, в среднем от одной до пяти минут, а полное затвердение происходит в течении сутки.

Склеивание материалов с разными коэффициентами линейного расширения
Материалы с разными коэффициентами линейного расширения — это такие, что при нагревании до одинаковой температуры, деформируюються по-разному. И так, поскольку разные материалы, при нагревании до одинаковой температуры, расширяются и сужаются по-разному, то для приклейки двух частей нужен состав, обладающий эластичностью.
Разный коэффициент расширения будет влиять на долговечность шва соединения. Поэтому, при соединении разных видов металла выбирают прочные эластические клеи.
Склеивание металлов подверженных влажности
Для соединения между собой частей, подверженных воздействию влаге, нужно применение водостойкого клея. Выбрать нужно специальный водостойкий клеевой состав, например, эпоксидный водостойкий Момент Супер, или же Эпоксидный клей Химконтакт.
Данные виды используют при необходимости соединить или герметизировать элементы сантехники, водопровода, канализации, душевых, аквариума и тому подобное.
Преимущества клея для металла в достижении производственных целей
Во все времена, для соединения между собой двух металлов, использовали разные методы. Это и клёпка, и сварка, холодная сварка, в последнее время возник ещё один способ – склеивание. Химическая промышленность пошла вперёд, и возникло много компонентов, способных намертво соединить два куска металла.
Этот способ лучшее по сравнению с предыдущими. Вы можете купить клей для железа в любом хозяйственном строительном магазине. Не имея больших навыков, соединить два элемента, и они будут прочно держаться. Не нужно никакой сварки, электричества, сварочных аппаратов. Только небольшой тюбик.
С помощью сварочного аппарата можно соединить метал с металлом, но нужен хороший аппарат, и электричество без перебоев. К тому же, нужно уметь им пользоваться. Клей же можно купить в хозяйственном магазине, и, додерживаясь техники безопасности, по инструкции соединить нужные элементы. В этом преимущество данного способа.
Обзор производителей и марок
Есть множество производителей, которые изготовляют клей по металлу. Большинство марок можно приобрести без затруднений в строительных, хозяйственных, промышленных магазинах.
Попробуем рассмотреть популярные, часто используемые марки, такие как:
- Момент супер эпокси;
- Клен 812;
- Poxipol;
- Weicon va 110;
- Quelyd 007 жидкий металл;
- Strong steel stick;
- Weicon rk 1500;
- Epoximaxx;
- Bison super glue gel;
- Вс 10т.
В видео ниже, вы можете посмотреть небольшой обзор клеев, которыми склеивают металл к металлу:
Момент супер эпокси
Эпоксидный клей для металла марки Момент. Как и все эпоксиды, умеет универсальный характер применения. Склеивает любые типы металлов. Образует эластический полимерный шов. Минусом данного клея, как и всех эпоксидов является долгий срок застывания. В среднем от 12 часов до одной сутки в зависимости от внешней среды.

Клен 812
Термостойкий клей по металлу. В виде пасты. Способен выдержать до 700 градусов. Самый прочный клей для металла. После застывания становится хрупким. Не подлежит дальнейшему обрабатыванию. Застывание происходит в среднем тридцать часов.
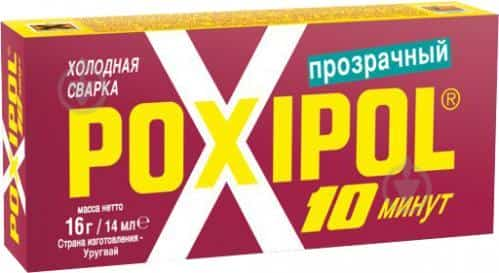
Poxipol
Термостойкий и водостойкий клей. Состоит из двух компонентов, продающихся отдельно в одной упаковке. Перед использованием нужно смешать, об этом написано в инструкции. Быстро застывает. По времени примерно десять минут.
Засохший состав не реагирует на различные химические вещества, поэтому материал после склейки можно спокойно обрабатывать.

Weicon va 110
Цианокрилатный состав. Состоит из одного компонента. Экологически чистый. Быстро затвердевает, (примерно за минуту). Полное затвердение в течении сутки. На вид прозрачный. Высыхая, остается прозрачным, что позволяет использовать для эстетических элементов.
Может быть использован также для поклейки пластмассы, резины. Не содержит растворителей. Относительно безопасен. Не выдерживает больших температур. По сфере применения – универсален. Стоит дорого.

Quelyd 007 жидкий металл
Это самый мощный клей для металла. По температуре применения – от -40 до +1000 градусов. Это клей быстрого застывания. Отвердение происходит в течении пятнадцати минут. Период полного затвердевания – в течении одной сутки.
Не содержит в себе растворителей, поэтому нет резкого неприятного запаха. Влагоустойчив. Может применяться как в бытовых, так и в промышленных целях. Достаточно прочный.
Strong steel stick
Универсальный клей на основе эпоксидной смолы. Вещество быстрого затвердевания. Оно происходит в течении двадцати минут. Компонент выпускается в виде стержня из пластилина. Применяется путём разминания руками, и нанесения на площадь склеиваемого материала. По цене – стоит дорого. Имеет устойчивость к агрессивным химикатам.
Weicon rk 1500
Термостойкий двухкомпонентный клей быстрого застывания. Выдерживает температуру до 180 градусов. Затвердевает в течении пяти минут после использования. Универсален в применении. Имеет жидкую консистенцию. Состоит из двух компонентов, которые соединяются перед использованием. Об этом в инструкции.
Epoximaxx
Универсальный водостойкий эпоксидный двухкомпонентный клей по металлу. Полное затвердевание происходит за три часа. Максимальная температура до 120 градусов. Преимуществом является то, что он недорогой по цене. Состоит в виде жидкости, легко наносится на поверхности даже кисточкой.
Как и многие другие, состоит из двух компонентов (А и Б), которые смешиваются перед использованием, подробнее в инструкции.
Bison super glue gel
Суперклей универсального применения, в том числе для металла. Быстрого затвердевания, но имеет слабую прочность. Предназначен для бытового ремонта. Выпускается в малых тюбиках (три грамма), в виде геля. Благодаря такой консистенции удобен в применении.
Недорогой по цене. Устойчив к агрессивным химическим веществам. Температура ЕКСПЛУАТАЦИИ от -40 до +80 градусов.
ВАЖНО: использовать (клеить) при температуре не ниже 10 градусов.
Вс 10т
Термостойкий клей, которым можно намертво приклеить металл к металлу. Умеет высокий уровень прочности. Универсален в применении. Используется в промышленных работах. Выдерживает температуры в диапазоне от -60 до +300 градусов.
Состоит из многих компонентов, поэтому перед применением его нужно размешать. Имеет жидкую консистенцию, благодаря чему удобен в использовании. Важно зачистить и обезжирить площадь перед применением. Высыхает в течении одного-двух часов, но важно: сушить нужно при температуре до 180 градусов.
В видео ниже, вы можете посмотреть, как создать вещество, способное склеить металл к металлу:
Пайка графита со сталями
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Небольшая плотность графита, высокая теплопроводность, близкая к теплопроводности металлов, а также более высокая термостойкость, чем у большинства керамических материалов, обусловили его применение в различных отраслях техники. С повышением температуры до 2000…
2500 °С прочность графита возрастает; при этих температурах он имеет наибольший предел прочности из всех известных материалов.
Графит имеет слоистую структуру, что позволяет ему быть хорошим самосмазывающимся материалом, легко обрабатывается, обладает низкой химической активностью ко многим реагентам.
Соединение графита с графитом и металлами вызывается экономическими соображениями, а также необходимостью реализации положительных свойств графита.
Примерами таких конструкций являются длинномерные нагреватели, тигли и лодочки для плавки металлов, электроды дуговых печей, крупногабаритные аноды ртутных выпрямителей, нагреватели шахтных печей, высокотемпературные теплообменники, тепловыделяющие элементы и др.
Пайка является наиболее технологичным и экономически выгодным методом соединения графитовых материалов, обеспечивающим получение высокопрочных, электропроводных и герметичных соединений; может применяться капиллярная, контактно-реакционная, диффузионная пайка и пайко-сварка.
Графит удовлетворительно смачивается тугоплавкими металлами (титан, цирконий, кремний, гафний, ванадий, ниобий, вольфрам, молибден), металлами группы железа, алюминием, а также кремнием и бором.
Основной стадией процесса пайки графита с металлами является его пропитка расплавленным припоем. Образующийся при этом металлический каркас определяет прочность паяного соединения.
Трудность соединения графитовых материалов с металлами обусловлена существенным различием их теплофизических и физико-механических характеристик: теплопроводности, модуля упругости, прочности и особенно теплового расширения. Поскольку графит — сравнительно хрупкий и малопрочный материал, то возможно разрушение графитовой детали в зоне соединения. Снизить уровень внутренних напряжений в соединении можно при выполнении следующих условий:
- уменьшение температуры пайки;
- подбор материалов, максимально близких по ТКЛР к графиту в диапазоне температур нагрева;
- применение пластичных припоев или промежуточных прослоек из молибдена, вольфрама, титана, циркония, сплава 29НК, предел упругости которых ниже или близок к пределу прочности при растяжении графитового материала;
- выбор конструкции соединения, при котором на графит воздействуют только напряжения сжатия;
- создание неравномерного температурного поля, при котором металлические детали нагреваются при пайке до более низкой температуры. чем графитовые.
Наиболее характерные конструкции паяных соединений графита с металлами приведены на рис. 1.
Рис. 1. Типы конструкций паяных соединений графита с металлами:а, 6, в — стыковые; г — стыковое с заглублением; д — охватывающее
Пайка графита со сталями. Для соединений графитовых электродов со стальными штангами применяют контактно-реактивную пайку, что позволяет уменьшить величину «огарка» электрода, повысить электропроводность зоны перехода и удешевить способ соединения.
Глубина проникновения расплава припоя в поры графита и предел прочности паяного соединения при разрыве зависят от давления сжатия (рис. 2). Оптимальная температура контактно-реактивной пайки составляет 1150…1200 °С в атмосфере защитных газов или на воздухе.
Использование флюсов не обязательно, так как восстановление окислов стали осуществляется углеродом графита.
Рис. 2. Зависимость глубины пропитки графита (1) и прочности соединения (2) от давления сжатия
Пайка в воздушной среде целесообразна лишь для деталей большого сечения, так как при нагреве происходит окисление и разрыхление графита с потерей прочности.
При контактно-реакционной пайке сплавов железа с графитом происходит диффузия активных карбидообразующих компонентов сплава в зону спаев с образованием пограничных слоев, обогащенных карбидами этих элементов.
Оптимальный режим контактно-реакционной пайки графита плотностью 1,6…1,9 г/см3 с низкоуглеродистой сталью следующий: нагрев со скоростью более 100 °С/мин до 1150…1200 °С, выдержка при этой температуре 1…2 мин, охлаждение в печи или на прессе горячего прессования при отключенном токе, давление сжатия (1,5…1,7) * 107 Па.
Пайка графита с высоколегированными сталями ограничена их толщинами (не более 15 мм). Оптимальный режим пайки следующий: температура нагрева 1270…1350 °С, выдержка 2…10 мин в вакууме 13,3…1,33 Па или в атмосфере защитных газов.
Пайка графита со сталями с применением припоев обеспечивает возможность осуществления процесса при более низких температурах, формирование шва из более пластичного материала, использование промежуточных компенсационных элементов, снижающих уровень внутренних напряжений, что особенно важно при пайке графита с коррозионно-стойкими и жаростойкими сплавами, имеющими отличные от графита ТКЛР.
В зависимости от назначения изделий для соединения графитовых и стальных материалов применяют низко- или высокотемпературную пайку.
Приготовление токопроводящего клея без особых затрат
Способ первый. Сделать его очень быстро, легко и обойдется он практически даром. Каждый встречал в продаже супер-клей китайского производства. У этого клея есть две очень хороших особенности.
Первая — это то, что в нем растворяется графит, а вторая заключается в том, что в больших количествах этот клей не такой уж быстро сохнущий. Для приготовления клея необходимо взять грифель от карандаша 2М или 4М и наточить его с помощью напильника.
Далее берем тюбик с непроколотой фольгой, и аккуратно разбираем его с противоположной стороны, разматывая фольгу корпуса. Высыпаем во внутрь тюбика заранее приготовленный порошок графита и перемешиваем спичкой.
Далее заворачиваем фолыу корпуса, и пользуемся клеем как обычно (проткнув с помощью иглы перегородку фольги). Соотношение клей/графит можно подобрать опытным путем. Оптимально подходит соотношение примерно 1:1 (при данном способе сопротивление проводника получается большим).
Способ второй. Цапонлак и графит от любой батарейки (центральный стержень) перемешиваются до густоты сметаны, наносится тонкий слой. Применять можно для восстановления графитных дорожек на пультах и в других сходных случаях.
Для ремонта клавиш он не слишком надежен (на резиновых подушечках не держится, клеевые качества слабые, хотя проводимость отличная). Способ третий. Смешав клей для обуви «Момент-!» с измельченным графитом от батарейки, удалось получить хороший проводящий клей. Графит отлично в нем растворился. Полученным клеем удалось восстановить треснутые графитовые дорожки на пульте ДУ.
Отличительные признаки клея: «тюбик емкостью 40 мл, надпись «Момент-1»,' «не указаны изготовитель и дата производства; » у тюбика нет «соска», как на обычном «Моменте», крышка имеет гцтьтрь для прокалывания фольги (как у зубной пасты);
» клей жидкий (как китайский супер-клей), прозрачный, желтоватый. В обычном классическом клее «Момент», графит не растворился. Также он не растворился и в китайском быстродействующем супер-клее. !п
Клей для целлулоида Самый простой вариант приготовить клей для целлулоида — растворить кусочки целлулоида в ацетоне. Для приготовления соответствующей консистенции необходимо растворить кусочки целлулоида (вес 2 — 4 г) в 100 г ацетона. Кусочки целлулоида можно получить с помощью напильника (после воздействия им на целлулоидную пластинку). Полученную консистенцию наносят на предварительно обезжиренные кисточкой (или лопаткой из дерева) поверхности, и дают клею подсохнуть 2 — 3 мин, после чего склеиваемые поверхности плотно прижимают друг к другу (или кладуг под пресс) на 1 — 2 ча-са. Таким же путем можно приготовить и применить клдля полистирола. Полистирол можно с успехом использовать в качестве материала для корпусов самодельных конструкций.
Изготовление столярного клея
Для приготовления столярного клея нужны две консервные банки, одна из которых должна входить в другую. В меньшую банку кладут кусочки сухого столярного клея и заливают водой.
Через 8 12 часов меньшую банку вставляют в большую, наполненную водой, и ставят на слабый огонь. Когда вода в большой банке закипит, размокнувший клей начнет растворяться. Готовый клей по густоте похож на сметану. Если клей очень густой, в него добавляют немного горячей воды и размешивают.
в Склейка органического стекла Органическое стекло можно склеивать дихлорэтаном, в котором растворены кусочки органического стекла. Клей должен быть киселеобразным. На склеиваемые поверхности его наносят густым слоем и через 1 — 2 мин поверхности складывают. Лишний клей удаляют тряпкой.
Склеивание проводят под вытяжной трубой или в хорошо проветриваемом помещении (на открытом окне).
Хранят клей в стеклянной посуде с притертой пробкой. Органическое стекло хорошо полируется чистой и сухой суконкой с зубным порошком. Для получения зеркальной поверхности используют полировочные смеси. При растворении кусочков полистирола в бензоле получится клей для скрепления витков катушек. Смазанную таким клеем катушку сушат в течение суток.
ПОИСК
Блочные теплообменные аппараты изготовляют в основном из искусственного графита или графитопласта — пластмассы на основе фенолформальдегидной смолы, в которой в качестве наполнителя использован мелкодисперсный графит.
Аппараты обладают рядом ценных свойств они эффективны, так как по теплопроводности графит в 4 раза превосходит коррозионно-стойкую сталь обладают высокой стойкостью к агрессивным средам (кислотам, щелочам, органическим и неорганическим растворителям) относительно дешевы.
К их недостаткам следует отнести низкую прочность при растяжении и изгибе материала, из которого их изготовляют, невозможность соединения деталей из этого материала способами, аналогичными пайке или сварке металлов. Основной метод соединения деталей на основе графита — склеивание искусственными смолами. [c.
64] Жесткие пористые, в которых зерна прочно связаны друг с другом в результате спекания, прессования или склеивания и образуют прочную неподвижную систему. К этим фильтрам относятся пористая керамика, пористое стекло, графит, карбиды металлов и другие менее распространенные материалы, пористые металлы, пористые пластмассы. [c.
184]
Для проводящих электрический ток покрытий, которые требуется использовать при повышенной температуре, в основном применяют графит, связанный с коллоидным кремнеземом.
Было предложено [649] использовать смесь кремнезема и графита, взятых примерно в равных частях, для получения проводящей пленки на листах бумаги или асбеста, через которые пропускается электрический ток, выделяющий тепло до 3 Вт на площади 1 см . Электрическое сопротивление поверхности составляет 1,5—150 Ом/см . Автор обнаружил впоследствии, что при нагревании такого покрытия при 150°С на него может наноситься клей из силиката натрия для склеивания с асбестовым покрытием без изменения исходного сопротивления [650]. [c.599]
Способность к склеиванию обозначается знаком + . а 0Т1 сутствие ее — знаком — . Следует отметить условность таблицы так, в графе пластмассы указана возможность склеивания в основном пластмасс на основе полярных полимеров [c.338]
Изделия из фаолита получают формовкой сырой массы с последующим отверждением (поликонденсацией смолы) в течение 30 ч при начальной температуре 60—70°С.
К концу этого процесса температура доводится до 130 °С.
Отвержденные изделия допускают механическую обработку, а также склеивание с помощью замазок, состоящих из резольной смолы с асбестом, к кото- рому иногда добавляют молотый графит. [c.13]
Пропитанный графит хорошо обрабатывается и допускает склеивание специальными леями и замазками. [c.14]
Наряду с этими композициями отечественная промышленность выпускает также другие марки кремнийорганических клеев, предназначенных для склеивания кремнийорганических резин и крепления их к металлам — КТ-9, КТ-15, КТ-25, ИП-9, МАС-1, а для склеивания металлов и теплостойких неметаллических материалов (стеклотекстолит, графит) — ВКТ-2, ВКТ-3, К-105, К-11 [38]. [c.74]
Клей ВС-ЮТ является раствором синтетических смол в органических растворителях. Применяют его для наращивания и склеивания различных металлов и неметаллических материалов в любом сочетании, например фрикционных накладок. Режим отверждения при температуре 170—190 °С в течение 60—90 мин.
Пастообразные клеевые составы имеют весьма разнообразную рецептуру. Наибольшее распространение получили составы на основе эпоксидных смол ЭД-6 и ЭД-5 (меньшей вязкости).
Перед использованием смолу разогревают до температуры 60—80 °С, затем на 100 г смолы добавляют 15 г пластификатора (дибутилфталата), затем наполнитель (чугунный порошок, окись железа, графит, алюминиевую пудру и др.) в требуемом количестве. Все перемешивают.
Не ранее чем за 20 мин до нанесения мастики добавляют отвердитель (полиэтиленполиамин) в количестве 10 г. Мастику наносят на пораженное место (разделанную трещину, пораженный коррозией участок детали), подогретое до температуры 70—80 °С, металлической лопаткой. Затвердевание слоя происходит за 24—48 ч. При заделке крупных [c.41]
Хорошие клеевые композиции получают [142], сочетая АФС с 2гОг и порошком титана (Осж после 600 °С — 250 МПа) или хрома. Порошки металлов в этом случае не являются инертным наполнителем и образуют аморфные кислые фосфаты. В высокотемпературные клеи и массы на основе АФС вводят иногда и графит. Это позволяет регулировать теплопроводность шва или композиционного материала. Так, известно использование смеси наполнителей АЬОз и графита. Клеи на основе АФС + корунд (размер зерна После обжига склеенной конструкции прочность при сдвиге составляла около 2,7 МПа. При склеивании стали с корундом клеем на основе АФС + корунд прочность на сдвиг растет в интервале 500—1300°С, достигает максимума при 1100 °С (6—14 МПа), причем более высокая прочность наблюдается при использовании АФС с 50 %-ной условной степенью нейтрализации Л/[Л/ = 0% — соответствует Н3РО4, Л/= 100 % — получению А1 (РО4) ], Специфический термостойкий клей получают, сочетая АФС с оксидом алюминия, высокоглиноземистым цементом, оксидом хрома (III). Такой клей отвердевает при 120 °С и работает до 2000 °С, Использование фосфатных связок в качестве клеев рассмотрено в работе [143]. [c.119]
Кремнийорганические ВК2, ВК6 6 мес. 2 мес. Невысокая прочность при нормальной температуре. Сохраняет прочность до 350° С Склеивание металлов, а также теплостойких пластмасс (стеклотекстолит), теплостойких неметаллических материалов (графит, асбоцемент и др.) [c.82]
Для соединения деталей из пропитанного графита, графитопласта и графитолита используются клеи и замазки, составными частями которых служат фенолформальдегидные смолы и графит Клей марки СТУ состоит из графитового порошка и резольной фенолформальдегидной смолы с добавками катализаторов.
После склеивания изделий их сушат при температуре до 150°С. Для склеивания используют также замазки арзамит, которые подразделяются на нетеплопроводные (арзамит-1, -2, -3) и теплопроводные (арзамит-4, -5). В нетепловодных замазках арзамит в качестве наполнителя используются порошки кремнезема и других материалов.
В теплопроводных замазках арзамит наполнителем служит порошок графита, а в качестве связующего — фенолформальдегидная смола (например, № 18). Для ускорения затвердевания в смесь наполнителя и связующего добавляют катализаторы. После соединения деталей на замазке арзамит их сушат сначала при комнатной температуре, а затем при 100 °С.
После отверждения замазки арзамит получают следующие характеристики [c.263]
Между тем при сварке, пайке, склеивании может иметь место сущесгвенное раз шчие между упругими характеристиками материалов соединяемых элементов, а также между основным металлом и металлом шва или припоем, клеем.
Так, при соединении стали с алюминием модули упругости в 1,5 раза, меди со сталью в 2 раза. У таких соединений, как металл-полимер, металл-керамика, металл-графит, различие в модулях упругости значительно больше. [c.
374]
Эти составы под названием замазки арзамит широко применяют для футеровочных работ. Замазки используют в качестве самостоятельного футеровочного материала или подслоя для заделки швов при футеровке штучными материалами и для склеивания фаолита, ан-тегмита и других пластмасс. Замазки состоят из двух компонентов арзамит — раствора, т. е.
фенолоформальдегидной смолы, и арзамит-порошка, состоящего из наполнителя (кварцевая мука, кремнезем, сульфат бария, графит) и ускорителя отверждения (паратолуолсульфо-хлорид). За час до употребления компоненты смешивают (эти замазки быстро схватываются) и отверждают в течение суток при комнатной те мпературе и за несколько часов при 70°С. [c.
205]
Тальк и мел служат для нропудривания внутреннего слоя резины, чтобы предохранить его от прилипания к дорну или от склеивания при вытягивании камер на червячных прессах. Тальк должен быть сухим и не содержать посторонних примесей. В качестве пропудривающего материала применяют также графит, стеарат цинка, цинковые белила и др. [c.150]
Вяжущие составы на основе феноло-формальдегидной смолы под названием замазки арзамит широко применяют для футеровочных работ.
Их используют в качестве самостоятельного футеровочного материала или подслоя для заделки швов при футеровке штучными материалами и для склеивания фаолита, антегмита и других пластмасс. Замазки арзамит включают два компонента арза-мит-раствор, т. е.
феноло-формальдегидную смолу, и ар-замит-порошок, состоящий из наполнителя (кварцевая мука, кремнезем, сернокислый барий, графит) и катализатора—ускорителя отверждения (паратолуолсульфо-хлорид).
За час до употребления компоненты смешиваются (эти замазки быстро схватываются) они отверждаются в течение суток при комнатной температуре и за несколько часов при 70 °С. В настоящее время известны арзамиты семи марок, различающихся по стойкости в [c.126]
Графитовый блок склеивается из отдельных частей в один моно лит, благодаря чему могут получаться аппараты различной мощности Части блока делают не более 0,5 л по высоте для облегчения просвер ливания каналов в графите. При склеивании их в один блок он-дополнительно скрепляются стальными шпильками. [c.98]
Рассмотрим приготовление арзамитовой замазки на примере арзамит-4. Эта замазка изготавливается из тонкомолотого графита с добавкой паратолуолсульфохлорида (5%) и арзамитового раствора в соотношении графит раствор = 1 1,1 -н 1,4. Раствор приготавливается из резольной феноло-формальдегидной смолы (№ 18) и этилового спирта в соотношении 1 1,5. Для ускорения схватывания замазки в нее — перед склеиванием деталей — добавляют концентрированную соляную кислоту из расчета 2—3 мл кислоты на 1 кг замазки. [c.139] Смотреть страницы где упоминается термин Склеивание графита: [c.174] [c.31] [c.243] [c.404] [c.71] [c.119] [c.33] [c.31] [c.98]
Смотреть главы в:
Синтетические клеи -> Склеивание графита
Синтетические клеи (1964) — [ c.356 ]
- Графит
- Графит графита
- Графой
- Графы
- Склеивание
© 2022 chem21.info Реклама на сайте
Большая Рнциклопедия Нефти Рё Газа
- Cтраница 1
- Соединение графитовых деталей как между собой, так и с другими материалами следует осуществлять путем склейки замазкой арзамит-4 или другими замазками. [2]
- Обтяжку соединений графитовых деталей производить осторожно, нагрузка на ключ не должна превышать 20 кг. [3]
РћРґРЅРёРј РёР· самых распространенных СЃРїРѕСЃРѕР±РѕРІ соединения графитовых деталей является склеивание замазками Рё клеями. Ртот СЃРїРѕСЃРѕР± требует тщательной РїРѕРґРіРѕРЅРєРё соприкасающихся поверхностей. [4]
В работе [100] обсуждается возможность соединения графитовых деталей ( в том числе силицированного графита) методом электродуговой сварко-пайки.
Для обеспечения хорошего смачивания и соответствия по коэффициенту термического расширения к графиту наиболее целесообразно в качестве материала присадочной проволоки использовать цирконий, титан, ванадий, молибден, вольфрам, ковар. [5]
По предложенному в патенте США способу соединение графитовых деталей получают при расплавлении промежуточных прослоек из карбидообразующих металлов групп IV, V, VI Периодической системы элементов и термодиффузионном насыщении шва. [6]
Соединение графитовых деталей между собой требуется при создании из них блоков или же при изготовлении изделий из графитов с различными физико-механическими свойствами. [7]
Трудности получения надежного соединения графита со сталью часто связаны и с условиями эксплуатации этих материалов: высокой температурой, длительностью, резкой и многократной сменой температурных условий, высокой агрессивностью среды. Поэтому часто технологический процесс соединения графитовых деталей со стальными сложен, дорогостоящ, так как связан с применением различных промежуточных элементов и многоступенчатых операций, дополнительной оснастки и приспособлений. Более простые способы соединения часто не обеспечивают достаточный выход годной продукции. [8]
Клеевую композицию ВКТ-3 целесообразно использовать для ремонтных работ. Для приклеивания теплостойкой теплоизоляции рекомендуется клей ВК-15М.
Для соединения графитовых деталей может быть использован клей, представляющий СЃРѕР±РѕР№ композицию РЅР° РѕСЃРЅРѕРІРµ фенолоформальдегидной смолы ( 95 — 97 вес.
Перед склеиванием детали обрабатывают наждачной бумагой и покрывают грунтом, который состоит из 1 вес. [9]
�з изложенного ясно, что экспериментальная установка состоит из значительного количества графитовых деталей, которые необходимо было соединить между собой так, чтобы места соединений не пропускали жидкий алюминий. В процессе работы над установкой было рассмотрено и опробовано несколько вариантов соединений, в том числе соединений с помощью графитовых клеев. Однако с помощью клеев не удалось создать ни механически прочных, ни газонепроницаемых соединений, способных работать при температурах свыше 700 С. Суть предлагаемого метода соединения графитовых деталей ясна из изложенного ниже. Конструкция такого узла представлена на фиг. Вообще говоря, резьба не обязательный элемент такого соединения: оно может быть осуществлено и без нее. Вариант такого соединения представлен на той же фиг. Аналогичным образом соединяются и не цилиндрические детали. Размеры таких соединений ( ширина зазора и длина уплотнения) должны определяться в зависимости от конкретных условий: давления в системе и желаемой степени герметичности. [10]
Лучшим решением является изготовление нагревателя и выводных частей из одной заготовки.
В этом случае переход от рабочей части к выводной делается плавным с тем, чтобы в месте изменения сечения не создавать местных механических напряжений, могущих вызвать поломку нагревателя. Если размеры графитовых заготовок не позволяют этого сделать, допускается резьбовое соединение отдельных частей. Такое соединение не приводит к заметному ухудшению работоспособности нагревателя. Для соединения графитовых деталей пользуются метрической резьбой. Рекомендуется применять только крупную резьбу. Внутренний диаметр резьбы должен быть не менее диаметра рабочей части нагревателя. Длина нарезной части берется равной полутора диаметрам резьбы. [11]
�з изложенного ясно, что экспериментальная установка состоит из значительного количества графитовых деталей, которые необходимо было соединить между собой так, чтобы места соединений не пропускали жидкий алюминий. В процессе работы над установкой было рассмотрено и опробовано несколько вариантов соединений, в том числе соединений с помощью графитовых клеев. Однако с помощью клеев не удалось создать ни механически прочных, ни газонепроницаемых соединений, способных работать при температурах свыше 700 С. Суть предлагаемого метода соединения графитовых деталей ясна из изложенного ниже. Конструкция такого узла представлена на фиг. Вообще говоря, резьба не обязательный элемент такого соединения: оно может быть осуществлено и без нее. Вариант такого соединения представлен на той же фиг. Аналогичным образом соединяются и не цилиндрические детали. Размеры таких соединений ( ширина зазора и длина уплотнения) должны определяться в зависимости от конкретных условий: давления в системе и желаемой степени герметичности. Предлагаемый метод соединения графитовых деталей заслуживает внимания, так как он достаточно просто позволяет создавать соединения с малой газопроницаемостью. Важным достоинством этого способа соединения деталей является сравнительно легкая разборность их, а также возможность использования деталей со сложной геометрической формой. [12]
Страницы: 1
Пайка графита с графитом и графита со сталями. Статьи компании «ООО "Графит-Мастер"»
Пайка графита с графитом и графита со сталями
Соединение графита со сталями дает более широкое применение уникальных свойств графита. Примерами таких конструкций могут быть длинномерные нагреватели, тепловыделяющие элементы, высокотемпературные теплообменники. Сам по себе графит достаточно хрупкий материал и в некоторых местах уместно его соединение с металлами.
Пайка графита является достаточно технологичным методом соединения и обеспечивает высокопрочные, электропроводные и герметичные соединения. Для получения качественных соединений может применяться капиллярная, контактно-реакционная и диффузионная пайка.
Лучше других графит смачивается тугоплавкими металлами такими как молибден, вольфрам, гафний, ниобий ванадий, титан, цирконий, кремний. Наиболее сложным и ответственным процессом пайки является пропитка графита припоем. Следует отметить, что в основном, возможна пайка только высокопористых графитов, т.к.
у высококачественных конструкционных графитов достаточно низкий процент открытых пор и их размер очень мал от 1 до 10 мкм. Поэтому пайка конструкционных графитов процесс достаточно технологически сложный и дорогостоящий.
При пайке графита образуется металлический каркас, который и определяет прочность паяного соединения.
Также трудность соединения графитов с металлами обусловлена различными коэффициентами температурного линейного расширения, поэтому при пайке, припой подбирается с максимально близки КТЛР, если КТЛР будет сильно отличаться, то место пропитки графита припоем может быть разрушено. Кроме того, свариваемую конструкцию, следует проектировать таким образом, чтобы на место спайки действовали в основном сжимающие нагрузки. Глубина проникновения припоя в графит и предел прочности паянного на разрыв напрямую зависят от усилия сжатия в процессе пайки.
Оптимальной температурой пайки является 1150-1200 С в атмосфере защитных газов.
При контактно-реакционной пайке происходит диффузия компонентов в зоне спая с образованием пограничных слоев состоящих из карбидов получившихся в результате карбидизации наиболее активных металлов припоя с углеродом графитовой детали.
Контактно-реакционная пайка производится для графитов с плотностью от 1,6 до 1,9 г/см3 и низкоуглеродистыми сталями. Подъем температуры осуществляется со скоростью более 100 градусов С в минуту до температуры 1200 С, выдержкой при этой температуре в течение 1-2 мин и остыванием паяного соединения вместе с печью.
Часто при изготовлении подпятников, торцовых уплотнений, радиально-упорных подшипников необходимо производить пайку низкотемпературным методом для этого применяют припои на основе олова, свинца, сурьмы, висмута и кадмия.
Однако, эти металлы совершенно не смачивают чистый графит, поэтому для пайки такими припоями необходимы буферные слои. В качестве таких слоев используют медные, медно-никелевые и никелевые покрытия.
Низкотемпературную пайку графита через буферные покрытия ведут при температуре допустимой для определенных типов припоев. Зачастую температурный диапазон припоев на основе легкоплавких припоев 200-250 С
Для изготовления отдельных элементов узлов ядерных реакторов, а также присоединения графитовых электродов к токоведущим частям часто применяется высокотемпературная пайка.
К примеру, для пайки графита с никель-кобальтовым сплавом рекомендуется применение припоя с большим коэффициентом термического линейного расширения чем у графита.
В результате пропитки графита припоем с большим КТЛР при остывании в графите возникают напряжения сжатия, что ведет к возможности применения такого соединения при повышенном пределе прочности при сжатии.





