- Лужение оловом
- Жидкое олово – Средство для химического лужения плат в домашних условиях – Avislab – сайт для палких паяльників
- Подробно про жидкое олово
- Способ применения
- Химическое лужение печатной платы
- Подготовка печатной платы
- Подготовка раствора жидкого олова для химического лужения
- Процесс химического лужения печатной платы жидким оловом
- Заключительная часть
- Все, что нужно знать о жидком олове, изготовление раствора своими руками
- Подробно про жидкое олово
- Состав и способы применения жидкого олова
- Получение жидкого олова своими руками
- Хлорное олово в домашних условиях. Как получить двухлористое олово
- Как приготовить электролит для выделения олова?
- Методы лужения
- Гальваническая технология
- Раствор при гальванической обработке
- Горячее лужение
- Флюс для пайки алюминия, железа, меди, стали своими руками — Asutpp
- Пайка и её особенности
- Виды припоя
- Пайка мягкими припоями
- Материалы и инструменты
- Подготовка изделий
Главная › Металл
23.03.2020 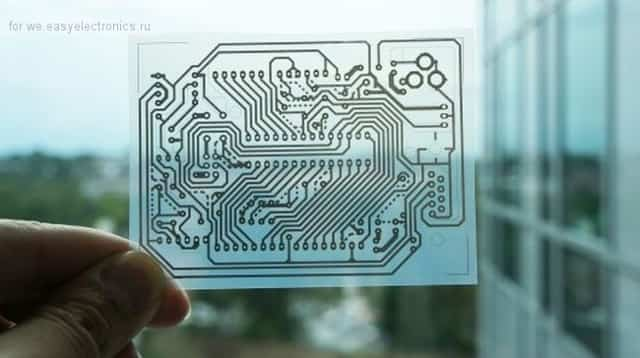
Для лужения своих изготовленных в домашних условиях печатных плат, я никогда особо не придавал значения эстетическому виду и лудил дорожки паяльником, с применением спирто-канифольного флюса, и обычной оловянной проволоки с припоем. Минусы были очевидны:
- длительное время лужения
- неравномерное покрытие припоем
- необходимость мойки изопропиловым спиртом или спирто-бензином от остатков флюса и припоя
- абсолютно не эстетичный вид

 В общем все пути решения этих проблем привели меня к знаменитому сплаву Розе. Почитав о этом сплаве, быстро побежал на местный радиорынок и приобрел парочку пакетиков с гранулами. По прибытию домой, поставил склянку с водой на газовую плиту и довел до кипения, после чего взял печатную плату, прошелся по ней наждачной бумагой, обезжирил и бросил в жестяную банку с водой и сплавом Розе. Не даром говорят: «Первый блин комом». Весь мой сплав залудил ни сколько печатную плату, а сколько само дно склянки. Попробовал второй раз, и как-то у меня снова не пошло.
В общем все пути решения этих проблем привели меня к знаменитому сплаву Розе. Почитав о этом сплаве, быстро побежал на местный радиорынок и приобрел парочку пакетиков с гранулами. По прибытию домой, поставил склянку с водой на газовую плиту и довел до кипения, после чего взял печатную плату, прошелся по ней наждачной бумагой, обезжирил и бросил в жестяную банку с водой и сплавом Розе. Не даром говорят: «Первый блин комом». Весь мой сплав залудил ни сколько печатную плату, а сколько само дно склянки. Попробовал второй раз, и как-то у меня снова не пошло.
Этапы:
- шкурим подготовленную печатную плату
- обезжириваем
- кладем в подходящую пластиковую/стеклянную тару
- заливаем поверхность жидким оловом (рабочая температура от 20 градусов)
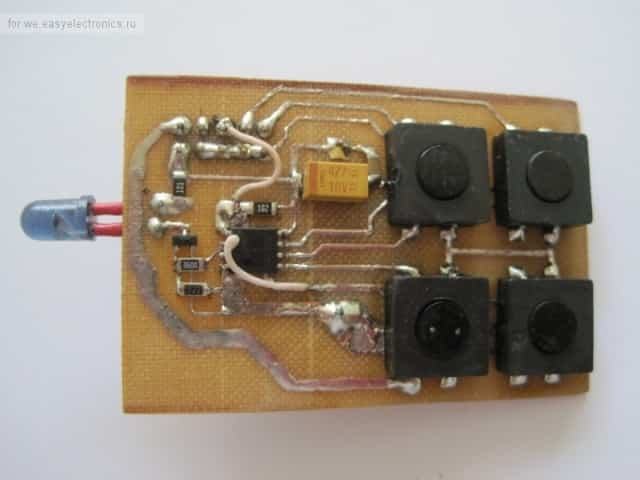
Через час на выходе получаем красивое, равномерное покрытие оловом на печатных проводниках (можно конечно лудить и подольше, что бы получить побольше осаждение олова на медные проводники).
Процесс снял на видео:

Опробовал данную технологию уже на трех платах, результат меня порадовал. Цена такой бутылочки в Чип и Дип 220 рублей. Одна проблема, что нет инструкции как таковой. Я пока не знаю, на сколько хватает раствора.
Возможно ли использованный раствор заново сливать в общую тару или необходимо утилизировать. Возможен ли катализ при увеличении рабочей температуры и тд… Химическая промышленность не стоит на месте и облегчает наши труды.
Спасибо химикам за это!
Оригинал статьи
Лужение оловом
Олово – химически устойчивый элемент. Во влажной воздушной среде олово не окисляется, для него характерна слабая реакция с растворами кислот (серной, соляной, азотной). Продукты его коррозии безопасны для человека. Покрытия, содержащие олово, обладают пластичностью, выдерживают механические воздействия, обладают защитными свойствами.

Лужение — это технология нанесения на поверхность изделий и деталей тонкого слоя олова. Лужение выполняет две функции:
- Защита от коррозии.
- Подготовка поверхности к пайке. Поверхности, покрытые полудой, лучше смачиваются при пайке припоем.
Особенно актуально лужение для медных проводов. Меди свойственно быстрое окисление на воздухе, что является причиной нарушения соединения контактов. А это, в свою очередь, приводит к перегреву и возгоранию электропроводки. Поэтому перед пайкой зачищенные жилы проводов лудят.
Нанесение защитных металлических покрытий, в том числе из олова, применяется в приборо- и машиностроении. Информация об операции лужения отражается на чертеже детали. Правила обозначения на чертеже сведений о толщине покрытия, технологии лужения регламентируются ГОСТами:
- Скачать ГОСТ 2.310-68
Жидкое олово – Средство для химического лужения плат в домашних условиях – Avislab – сайт для палких паяльників
Что такое жидкое олово? Состав и способы применения. Получение жидкого олова своими руками. Все подробности в нашей статье.
Подробно про жидкое олово
Жидкое олово представляет собой раствор, которым покрывают печатные платы. Таким образом, деталь становится защищенной от негативных воздействий. К тому же, подготовленная подобным методом поверхность, полностью готова к пайке, т.к. припой на нее ложится гораздо лучше.
Если вас интересует производство и монтаж печатных плат, отличными специалистами в этом вопросе являются https://a-contract.ru/produkcija/montazh-pechatnykh-plat/poverkhnostnyi-montazh-pechatnykh-plat/
Преимущества жидкого олова очевидны:
- с его помощью можно залудить плату больших размеров, со сложной схемой или с особо тонкими дорожками и расстояниями. Сделать это обычным паяльником порой очень трудно, а иногда совсем невозможно;
- поверхность, обработанная жидкостью, не будет плавиться под воздействием высоких температур, т.к. показатели плавления олова составляют 220 градусов;
- процесс лужения безопасен и довольно прост, поэтому справиться с ним сможет даже человек, далекий от работы с химическими реактивами.

Жидкое олово можно приобрести в любом специализированном магазине или сделать самому, тем более что все компоненты находятся в полной доступности.
Источник: http://1nerudnyi.ru/zhidkoe-olovo-01/
Способ применения
Плату очистить и обезжирить. Погрузить плату в раствор жидкого олова на 15-30 минут при комнатной температуре. После чего изделие промыть проточной водой. Рекомендуется использовать полиэтиленовую посуду. Я использую пластмассовую кювету.
Согласно надписи на банке, при выдержке 15-30 минут получится слой в 1 мкм. Один литр раствора способен покрыть оловом указанной толщины до 1/2 квадратного метра медной поверхности (50 дм. кв. ).
Раствор можно использовать многократно до полного его истощения.
Источник: http://blog.avislab.com/olovo/
Химическое лужение печатной платы
Это заключительная статья из цикла изготовления платы по методике металлорезиста. Предыдущую статью, где мы покрывали плату паяльной маской и слоем маркировки, можно посмотреть по этой ссылке.
Для того чтобы наша плата имела законченный вид, ее нужно покрыть слоем химического олова или как часто называют жидким оловом, чем мы и займемся в данной статье.
Подготовка печатной платы
- Чтобы слой химического олова лег на медь без проплешин или еще каких артефактов, ее нужно подготовить.
- Для этого обрезаем плату ножницами или любым другим имеющимся в наличии инструментом, по ее настоящему размеру, сверлим отверстия для крепления, если еще этого не сделали.
- Фото процесса.
Затем плату нужно обезжирить моющим средством протирая ее мягкой губкой (фото нет). После обезжиривания, промываем плату в проточной воде и опускаем ее в раствор персульфата аммония с серной кислотой на 20 секунд. После персульфата, плату промываем в проточной воде, снова обезжириваем губкой с моющим средством и опять промываем в воде.
Состав раствора травления.
Персульфат аммония – 250 грАккумуляторный электролит – 50 мл
Вода дистиллированная – 500 мл
Фото этапа.
Подготовка раствора жидкого олова для химического лужения
Покрывать плату жидким оловом будем в растворе на основе соляной кислоты. Как приготовить такой раствор, можно посмотреть в этой статье.
Данный раствор кристаллизуется при комнатной температуре и чтобы он нормально работал, его нужно прогреть.
Для этого ставим емкость с раствором химического лужения на водяную баню, ждем когда вода закипит, выключаем конфорку. После некоторого времени, кристаллизация раствора исчезнет и он станет прозрачным. Температура после прогрева на бане будет примерно 50 – 60 градусов, что нам и нужно.
Также для лужения платы можно использовать раствор на основе серной кислоты, посмотреть рецепт можно тут.
Раствор не кристаллизуется и можно покрывать оловом при температуре 20 – 30 градусов. Разница в этих рецептах, используемая кислота. Если у вас нет соляной кислоты, то можно смело изготовить такую же лудилку на основе серной кислоты. Характеристики лужения у обоих растворов одинаковые.
Фото этапа.
Данная статья опубликована на сайте whoby.ru. Постоянная ссылка на эту статью находится по этому адресу http://whoby.ru/page/himicheskoe-luzhenie
Читайте статьи на сайте первоисточнике, не поддерживайте воров.
Процесс химического лужения печатной платы жидким оловом
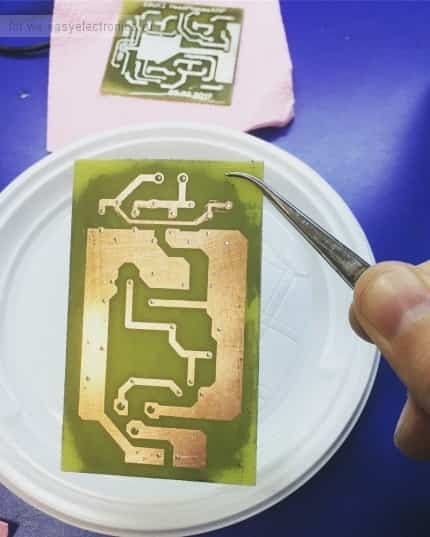
После промывка платы в воде, опускаем ее в раствор химического лужения и выдерживаем ее там 10 минут. Хочу отметить, что делать это нужно быстро, так как раствор лужения (жидкого олова) при остывании опять кристаллизуется и не работает так как ему положено (на фото видно кристаллизацию в ванночке).
После лужения промываем плату в проточной воде, можно с моющим средством, чтобы с уверенностью избавиться от остатков химии, которая присутствует в растворе химического лужения.
Фото процесса лужения платы.
Заключительная часть
В данном цикле статей мы с вами узнали как делается печатная плата с металлизацией отверстий по технологии металлорезиста. Как вы считаете, сложно самому изготовить печатную плату в домашних условиях? Я считаю что не сложно и больше того, это интересно.
Конечно же получаться сразу не будет нормально, но сделав несколько плат, набрав опыт, учась на своих ошибках, вы достигнете требуемого результата.
Все, что нужно знать о жидком олове, изготовление раствора своими руками
Олово — один из химических элементов, нашедшее применение в различных промышленных сферах и быту. Это легкий металл, пластичный, ковкий и легкоплавкий. Имеет серебристо-белый оттенок и блеск. Одна из форм вещества — жидкая.
Используется в основном в радиостроении. Жидкое олово прекрасно подходит для химического лужения медных деталей, в частности печатных плат.
Подобный способ обработки значительно увеличивает срок их службы и предотвращает образование коррозии.
Подробно про жидкое олово
Жидкое олово представляет собой раствор, которым покрывают печатные платы. Таким образом, деталь становится защищенной от негативных воздействий. К тому же, подготовленная подобным методом поверхность, полностью готова к пайке, т.к. припой на нее ложится гораздо лучше.
Если вас интересует производство и монтаж печатных плат, отличными специалистами в этом вопросе являются https://a-contract.ru/produkcija/montazh-pechatnykh-plat/poverkhnostnyi-montazh-pechatnykh-plat/
Преимущества жидкого олова очевидны:
- с его помощью можно залудить плату больших размеров, со сложной схемой или с особо тонкими дорожками и расстояниями. Сделать это обычным паяльником порой очень трудно, а иногда совсем невозможно;
- поверхность, обработанная жидкостью, не будет плавиться под воздействием высоких температур, т.к. показатели плавления олова составляют 220 градусов;
- процесс лужения безопасен и довольно прост, поэтому справиться с ним сможет даже человек, далекий от работы с химическими реактивами.
 Как выглядит жидкое олово
Как выглядит жидкое олово
Жидкое олово можно приобрести в любом специализированном магазине или сделать самому, тем более что все компоненты находятся в полной доступности.
Состав и способы применения жидкого олова
Продается химическое вещество в пластиковых бутылках различного объема. В состав жидкого олова входит: восстановитель, стабилизатор, деионизированая вода и соль олова.
Лужение лучше проводить непосредственно перед пайкой платы. Перед процедурой деталь подготавливают. Ее очищают и обезжиривают с помощью спирта. Не рекомендуется зашкуривать плату, но если необходимо, то можно провести шлифовку пастой ГОИ с последующей очисткой.
Далее проводят непосредственно само лужение. Олово в жидком состоянии хорошо взбалтывают, выливают в подготовленную пластиковую емкость и нагревают до комнатной температуры на водяной бане. Плату погружают в раствор на 20-30 минут.
В результате получают слой в 1 мкм. Если необходим слой потолще, процедуру лужения повторяют. После этого изделие промывают проточной водой и вытирают насухо чистой тряпкой.
Готовую плату до использования хранят в канцелярском файле или полиэтиленовом пакете.
 Жидкое олово продается в пластиковых бутылках различного объема
Жидкое олово продается в пластиковых бутылках различного объема
Количество жидкого олова рассчитывается из пропорции 1 л на ½ кв. м. поверхности. Раствор жидкого олова можно использовать повторно сколько нужно раз, вплоть до его окончания. Однако те, кто уже проверили вещество на практике, отмечают снижение его эксплуатационных качеств уже через пару месяцев после открытия флакона.
Получение жидкого олова своими руками
Изготавливая жидкое олово в домашних условиях, можно использовать как соляную, так и серную кислоту. Вторая более опасная, но дает возможность проводить процедуру лужения при комнатной температуре, т.к. не раствор потом не кристаллизуется. Рассмотрим безопасный рецепт, с применением соляной кислоты.
Для приготовления раствора химического лужения понадобятся следующие компоненты:
- двухлористое олово или «оловянная соль» (SnCl2*2H2O) — 14 г;
- соляная кислота — 55 мл;
- тиомочевина — 55 гр;
- гипофосфит натрия — 35 г;
- йодистый калий — 15 мл;
- комплекс висмут-йод — 0,6 г;
- любое моющее средство для посуды — 3-6 мл;
- дистиллированная вода — примерно 1-1,5 л.
Из инструментов и посуды понадобятся весы кухонные, мерный стакан, шприц и пластиковая ложка.
Поэтапно процесс создания «домашнего» жидкого олова выглядит так.
- В мерном стакане смешивают соляную кислоту, хлорид олова и 150 мл дистиллированной воды.
- В полученную смесь высыпают тиомочевину, в результате чего получается белая кашеобразная масса.
- Туда же всыпают полное количество гипофосфита натрия и хорошо перемешивают.
- Далее нужно приготовить компоненты для комплекса висмут-йода. Для этого в отдельной емкости 6 г едкого калия соединяют с 30 мл аптечного йода. Нитрат висмута получают из 0,6 г сплава Розе, который растворяют в 7 мл азотной кислоты. Жидкость, появившуюся на поверхности, собирают шприцом, осадок утилизируют. Два полученных вещества смешивают и получают в осадке комплекс висмут-йод, а в растворе йодистый калий.
- Калия йодистый и примерно с спичечную головку осадка из него добавляют к основному тиомочевинному составу. Все хорошо перемешивают.
- В полученную массу добавляют моющее средство, перемешивают.
- Дистиллированную воду нагревают до 90 градусов и добавляют в раствор, доводя объем до 1 л, хорошо перемешивают, пока все компоненты не растворятся.
 Для создания жидкого олова понадобиться соляная кислота
Для создания жидкого олова понадобиться соляная кислота
Если процесс приготовления жидкого олова выполнялся правильно, то по итогу должна получиться прозрачная жидкость с желтоватым оттенком. Теперь можно протестировать полученный раствор для лужения.
Для этого любую плату обезжиривают и погружают в жидкое олово на минуту. Медная поверхность должна покрыться тонким слоем химического состава.
Нужно следить, чтобы температура раствора не была ниже 50 градусов, иначе он может начать кристаллизоваться.
Хлорное олово в домашних условиях. Как получить двухлористое олово
При лужении применяется олово или сплавы на его основе.
Оловянное покрытие применяется для:
- нанесения на латунные детали, которые подвергаются пайке;
- защиты поверхностей стальных изделий при азотировании;
- отделения металлических изделий способом нанесения слоя олова при сопряжении медных поверхностей со стальными или алюминиевыми с целью выравнивания электродных потенциалов;
- защиты от воздействия серы, содержащейся в изоляционном слое резины необходимо лудить кабель;
- нанесения коррозионностойкого покрытия на жесть, которая используется для изготовления консервной тары;
- защиты различных металлических изделий от появления ржавчины.
Оловянно-свинцовое покрытие (ПОС) используется в случае:
- подготовки радиодеталей к пайке и защиты их от коррозии;
- лужения проводов с целью улучшения способности к пайке.
Рекомендуемая толщина слоя полуды приведена в таблице.
Как правильно точить охотничий нож и с каким углом?
| Назначение | Толщина, мкм |
| Защита стальных деталей: | |
| от коррозии | 21-24 |
| при азотировании | 9-12 |
| при гуммировании | 12-15 |
| Улучшение способности к пайке: | |
| пружинящие детали | 3-9 |
| стальные детали | 6-15 |
| детали из меди и медных сплавов | 3-9 |
| детали из алюминия и его сплавов | 6-15 |
Как приготовить электролит для выделения олова?
Для приготовления электролита берется небольшая порция хлористого олова, так сказать для затравки. В последствии, после выделения можно будет приготовить более чистый раствор хлорида, растворив металл в соляной кислоте или царской водке.
В 7% раствор хлорида олова, при помешивании аккуратно вливается 9-10% раствор щелочи. Вначале реакции при смешивании образуется и выпадает белый осадок – это гидроксид олова, который растворится в избытке щелочи и таким образом образуется станнит щелочного металла.
Перемешивание продолжается до момента, когда жидкость станет прозрачной, это означает что электролит готов.
Методы лужения
Технология лужения реализовывается путем плавления припоя, смачивания поверхности припоем и его дальнейшей кристаллизации на поверхности.
Согласно ГОСТ 17325-79 под припоем следует понимать материал с более низкой температурой плавления по сравнению материалом, из которого сделана деталь. Лужение меди, алюминия и стали осуществляется оловом.
Для справки в таблице приведены температуры плавления этих металлов.
| Металл | Температура плавления, градусы Цельсия |
| Олово | 232 |
| Алюминий | 660 |
| Медь | 1085 |
| Сталь | 1300-1500 |
Существуют два вида лужения:
- Гальваническое. Этим методом в производственных условиях лудятся изделия различной формы и размера. При наличии специального оборудования можно лудить радио- и электротехнические детали в домашних условиях.Гальваническое лужение выполняется в электролите:
- кислом.
- Горячее. Самый древний метод нанесения полуды. Применяется для крупных деталей простой формы или проводов и кабелей при их подготовке к пайке. Виды горячего лужения:
- лужение методом натирания;
- лужение методом погружения.
Скачать ГОСТ 17325-79
Гальваническая технология
Процесс базируется на использовании электрического тока и протекании электрохимических реакций. Лужение происходит методом погружения деталей в ванну со щелочным или кислым электролитом.
Основные достоинства гальванического нанесения полуды:
- обеспечение прочного сцепления полуды с металлической поверхностью;
- равномерность наносимого слоя;
- возможность контроля толщины покрытия, в том числе на изделиях сложной формы;
- получение слоя с низкой пористостью;
- экономное расходование полуды и припоя.
Основной недостаток заключается в высокой стоимости, обусловленной потреблением электрического тока. Этот процесс требует специального оборудования и высокой квалификации исполнителя.
Лужение с использованием электролита связано со сложностью приготовления раствора.
В ходе процесса должен вестись постоянный контроль концентрации щелочи или кислоты в электролите, а также состояния анодов и поверхности ванны.
При выполнении отдельных работ в радио- и электротехнике возникает необходимость лудить перед пайкой медные поверхности плат. Наиболее простой способ – химическое лужение.
Это гальваническая технология. Суть ее заключается в том, что в ходе протекания электрохимической реакции, ионы меди на поверхности замещаются ионами олова из оловосодержащего раствора.
Чтобы осуществить такое лужение в домашних условиях понадобится паяльная ванна для лужения (лудилка). Ванны доступные по цене, компактные (диаметром около 80 мм, глубиной 35-40 мм), мощностью 150-300 Вт.
Их можно применять для подготовки к пайке медных плат путем их погружения в припой, для нанесения полуды на электронные компоненты, для демонтажа радиоэлектронных элементов.
Раствор при гальванической обработке
Для лужения применяется два вида электролитов:
- кислые, содержат олово в форме Sn2+ ;
- щелочные, олово содержится в виде аниона SnO8 2- .
Из-за того, что в этих электролитах олово имеет разную валентность, отличаются скорости его осаждения. В щелочном электролите олово осаждается в два раза медленнее, чем в кислом.
Из кислых электролитов наибольшее распространение получили:
- хлоридный;
- борфтористоводородный;
- сульфатный.
В кислых электролитах должны присутствовать поверхностно-активные вещества (ПАВ). Это могут быть клей, фенол или желатин. Если ПАВ не добавлять, то олово на катоде будет выделяться в виде кристаллов и не образует сплошной слой. Также в них должно быть достаточно свободной кислоты, чтобы подавлять гидролиз солей олова.
В противном случае возникнут основные соли олова или труднорастворимые гидраты. Дополнительно для повышения электропроводности в состав раствора надо вводить проводящие соли (например, в сернокислом электролите — это сульфат натрия).
Если учесть все эти требования, то можно повысить рассеивающие способности кислого электролита.
Щелочные электролиты имеют лучшую рассеивающую способность. Их целесообразно использовать для лужения некрупных деталей и деталей сложной формы.
Способов приготовления щелочных растворов много. Простым в приготовлении считается электролит, полученный из соли станната натрия. Он не содержит хлор-ионов, что снижает опасность корродирования стальных стенок лудильной ванны. Если при работе ванн возникают неполадки, то их легко устранить корректировкой свойств электролита.
Достоинства и недостатки электролитов приведены в таблице.
| Электролит | Преимущества | Недостатки |
| Кислый | · большой выход металла по току; · низкая стоимость;· безопасность. | · слабая рассеивающая способность; · использование для лужения деталей простой формы;· необходимость введения в электролит дополнительных веществ для получения качественного покрытия. |
| Щелочной | · использование для лужения изделий любой формы; · высокая рассеивающая способность;· получение плотного не пористого мелкокристаллического покрытия;· процесс можно проводить в ваннах без особой футеровки. | · низкий выход металла по току; · невысокая плотность тока;· необходимость дополнительного оборудования для подогрева и вентиляции. |
Раствор для химического лужения меди называют «жидкое олово». Его готовят таким образом. В 1 л дистиллированной воды добавляется 20 г хлористого олова, 40 г концентрированной Н2SO4, потом для снижения мутности 80 г тиомочевины.
Для предотвращения образования кристаллов олова на поверхности, дополнительно в 200 мл воды растворяют 5 г вещества ОС-20. Затем растворы смешивают. Дают выстояться около трех часов. Потом в раствор погружают подготовленное и очищенное медное изделие, например, плату.
После того, как на поверхности появится блестящий слой олова, раствор сливают.
Часто применяют метод кислотной пайки медных или алюминиевых проводов разного сечения. При этом в качестве флюса используется паяльная кислота. Благодаря ей создается надежное соединение металла и припоя, снимаются с поверхности изделий налеты и окислы. Самая распространенная кислота – водный раствор хлорида цинка.
При необходимости заменить паяльную кислоту можно:
- аспирином, растворенным в воде (1 таблетка на стакан воды);
- концентрированной уксусной или лимонной кислотой;
- концентрированной соляной кислотой (не подходит для пайки тонких деталей, так как может их повредить);
- паяльным жиром;
- ортофосфорной кислотой.
Горячее лужение
Горячее лужение может осуществляться одним из двух способов.
- Лужение погружением. Процесс лужения следующий:
- подготовить деталь;
погрузить ее в емкость с раствором хлористого цинка;
- клещами вынуть деталь из емкости;
- не удаляя с поверхности слой хлористого цинка, переместить в ванну с расплавом олова;
- выдержать деталь в ванне пока она не прогреется до 270-300 градусов;
- вынуть изделие из лудильной ванны, встряхиванием удалить лишнюю полуду;
- дать остыть;
- для удаления хлористого цинка промыть деталь в растворе извести или в воде;
- просушить в опилках.
- Лужение натиранием. Провода и небольшие детали можно лудить с помощью паяльника. Последовательность действий:
- покрыть поверхность флюсом;
перенести на поверхность немного припоя;
- прогреть поверхность паяльником;
- передвигая паяльник в разных направлениях выровнять толщину слоя полуды.
Для равномерного нагрева поверхности паяльник надо держать так, чтобы он прилегал к ней и концом, и рабочей боковой гранью.
Если нанести полуду требуется на крупные детали простой формы, то можно использовать другой метод:
- предварительно подготовить изделие (очистить поверхность, промыть, протравить);
- нанести на поверхность хлористый цинк, прогреть его паяльной лампой до закипания;
- после закипания посыпать поверхность припоем, дождаться его расплавления;
- насыпать на поверхность порошковый нашатырь;
- растереть жидкое олово по поверхности с помощью щетки или холщовой ветоши, удаляя при этом излишнюю полуду;
- дать детали остыть;
- протереть влажным песком, после промыть водой, высушить.
В случае некачественной подготовки поверхности изделия, толщина слоя олова может различаться, в некоторых местах слой может не припаяться. Тогда это место следует зачистить напильником, подогреть и повторить лужение.
Флюс для пайки алюминия, железа, меди, стали своими руками — Asutpp
Соединение двух и более неметаллических или металлических материалов и веществ посредством присаживаемого металла, называется пайка. Мы предлагаем рассмотреть, что такое флюс для пайки, как его можно изготовить своими руками, а также рассмотрим характеристики, и как сделать припой для меди, серебра, олова, нержавейки.
Пайка и её особенности
Чтобы получить действительно качественное соединение нужно выдержать специальную температуру в зоне шва. В среднем этот показатель варьируется в пределах 50-100 градусов.
Также учитывается то, что температурный порог необходимый для того, чтобы расплавился припой, значительно выше, чем просто для плавления обрабатываемого металла.
Положительные качества пайки:
- полная герметичность соединенных деталей;
- высокая прочность соединений;
- значительная экономия времени и затрачиваемых сил, в сравнении со сварочными процессами;
- на местах спайки образуется специальный слой-пленка, которая противостоит коррозии и окислению металлов.
Виды припоя
Припои – это достаточно специфический ряд веществ, которые должны соответствовать следующим условиям:
- Высокие показатели теплопроводности и электропроводности;
- Хорошая прочность и высокий коэффициент растяжения;
- Коррозионная стойкость;
- Преобразование в жидкую среду при воздействии температуры сварки;
- Контрастная величина остывания металла пайки и кристаллизации припоя.
Данные вещества варьируются в зависимости от температуры процесса паяния, и бывают мягкие и твердые.
Таблица флюсов
Пайка мягкими припоями
Пайка мягкими припоями может осуществляться только до температуры ниже, чем 400 градусов по Цельсию.
Эти вещества позволяют обеспечить образование действительно прочного и одновременно мягкого шва, который не только будет отличаться относительной гибкостью но и хорошими показателями стойкости к коррозии и физическим воздействиям.
Материалы и инструменты
Материалами служат олово и флюсы.
- Олово и сплавы. При лужении используется олово марки 01 (Sn 99,1 %, примеси 0,1 %) и марки 02 (Sn 99,5 %, примеси 0,5 %). Чистое олово служит основой защитного покрытия для посуды.В качестве припоя при пайке олово не применяется, потому что при низкой температуре оно становится хрупкими. Долговечность обеспечивается добавлением к олову других компонентов, в основном свинца. Используются сплавы олова со свинцом: ПОС-18, ПОС-30, ПОС-50, ПОС-90. Цифра в обозначении показывает содержание олова в процентах.
- Флюсы. Облегчают очистку поверхностей от загрязнений, жиров и окислов, снижают температуру плавления. Самые распространенные флюсы – нашатырь (хлористый аммоний) и паяльная кислота (хлористый цинк). Часто при паянии меди и сталей используется их смесь.
В качестве инструментов применяются:
- измерительные приборы (линейка, рулетки, штангенциркуль);
- лудильные клещи для поддерживания и перемещения деталей;
- шаберы для соскабливания загрязнений с покрываемых поверхностей;
- кисти для нанесения смазки и очистки поверхностей;
- паяльные лампы для нагрева изделий перед нанесением полуды.
Выбор технологической оснастки определяется методом лужения и пайки. Применяется вспомогательное и основное оборудование:
- Ванны для гальванического лужения:
- вращающиеся ванны-колоколы.
- Лудильные аппараты и установки. Это сложные системы, состоящие из последовательно соединенных ванн для подготовки и лужения. Обычно они помещаются в кожух, оснащенный аспирационными зонтами, что улучшает условия труда.
- Верстаки для лужения и выполнения вспомогательных работ.< Верстаки бывают деревянные со столешницами из листовой стали или досок. Обязательно в столешнице должны быть отверстия для стекания жидкостей, используемых при лужении. Под верстаком устанавливают ванну для сбора жидкости.
- Ванны для обезжиривания. Для химического обезжиривания поверхности используют различные емкости. Это может быть котел с крышкой или металлическая ванна, оснащенная змеевиком для подогрева раствора. Обязательное условие – вся применяемая посуда должна содержаться в чистоте.
- Ванны для промывки поверхности. Рекомендуется промывать изделия перед и после процесса лужения. Ванны могут быть выполнены из металла или дерева. Следует обеспечить в них непрерывное горячее и холодное водоснабжение.
Подготовка изделий
Качество подготовки поверхности детали к лужению определяет прочность ее сцепления с покрытием. Метод подготовки зависит от состояния поверхности.
- Обработка щетками. Этот метод используется, если на поверхности изделия есть окалина или сильные загрязнения. Перед обработкой изделие рекомендуется тщательно вымыть. Для лучшего эффекта можно использовать абразивное вещество: песок, известь, пемзу.
- Шлифование. Так подготавливаются поверхности, имеющие неровности. При шлифовании можно воспользоваться абразивным кругом или наждачной бумагой.
- Химическое обезжиривание. Проводится специальными растворами: 5-10 % раствор едкого натра, 10-15 % раствор углекислого натрия; 10-15 % раствор фосфорнокислого натрия. Их необходимо подогреть до 60-80 градусов. Могут использоваться растворители жира: венская известь, бензин, керосин. При использовании бензина и керосина следует учитывать, что они взрыво- и пожароопасные.После удаления жира изделия следует промыть водой. Определить, удален жир с поверхности или нет, можно визуально. Если вода равномерно растекается по поверхности изделия, а не собирается на ней каплями, то поверхность обезжирена.
- Травление. Этим методом подготавливаются изделия из железа, меди, латуни. Травление происходит подогретым 20-30 % раствором H2SO4 (серная кислота). Продолжительность травления 20-30 мин. Затем поверхность изделий промывается холодной водой, протирается влажным песком, промывается горячей водой с температурой 80-100 °С.
После подготовки можно проводить лужение деталей.





