- Чудеса химической металлизации — технология
- Разнообразие процессов металлизации
- Преимущество
- Химическая металлизация
- Металлизация серебром
- Рабочее место и оборудование
- Реактивы
- Подготовка поверхности
- Покрытие изделия активирующим составом
- Металлизация
- Электрохимическая металлизация
- Оборудование
- Реагенты
- Подготовка изделия
- Процесс металлизации
- Металлизация изделий из пластмасс
- Особенности процесса металлизации пластиков
- Металлизация пластика медью
- Заключение
- Методы нанесения металлических и окисных покрытий на металлическую основу
- Что такое металлизация
- Описание и назначение металлизации
- Особенности металлизации металлов и сплавов
- Виды металлизации
- Вакуумная
- Газовая
- Цинкование
- Оборудование и материалы
- Химическая металлизация в домашних условиях
- Техника безопасности
- МЕТАЛЛОПОКРЫТИЯ
- Органические покрытия
- Оксидирование
- Химическая обработка поверхностей
- Диффузионная металлизация
- Погружение в расплав
- Электролитическое осаждение
- Латунирование
- Бронзирование
- Кадмирование
- Хромирование
- Меднение
- Другие типы металлических покрытий
Продолжаем серию публикаций про технологии, на которых мы специализируемся, продвигаем и оказываем услуги, основанные на их применении.Сегодня речь пойдет об электродуговой металлизации (ЭДМ).

Полный размер
Электродуговая металлизация
ЭДМ — это способ нанесения металлического покрытия на различные изделия, механизмы и оборудование. При этом как покрытия, так и поверхности, на которые они наносятся могут быть совершенно различными.
Наносить можно любые металлы, доступные в виде проволоки: цинк, алюминий, латунь, медь, баббит, сталь, нержавеющую сталь и их сплавы.
Покрытия можно наносить на металлические, бетонные, в некоторых случаях стекло, дерево и даже МДФ.
В зависимости от типа напыляемого металла, ЭДМ позволяет решать различные задачи: защита от коррозии (напыление цинка, алюминия, нержавеющей стали), износа (напыление прочных металлов, стали), скольжения (напыление специальных сплавов титана и алюминия), создание токопроводящего слоя (напыление алюминия, меди), восстановление изношенной поверхности (напыление баббитов, стали), создание декоративного слоя (напыление латуни, меди, бронзы, алюминия) и другие задачи.
Оборудование для напыления.В мире существует несколько известных производителей оборудования для электродуговой металлизации. Мы тесно сотрудничаем с компанией Metallisation — производителю из Великобритании с почти столетней историей (основана в 1922 году).
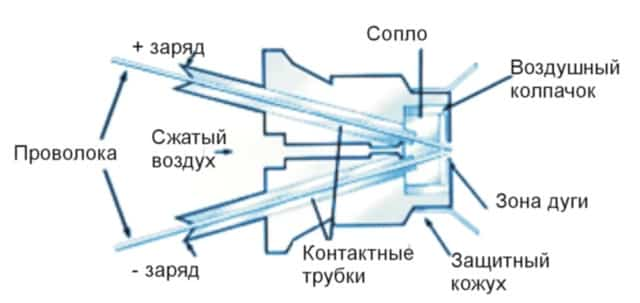
Обычно оборудование для ЭДМ состоит из нескольких основных компонентов:

Полный размер
Основные компоненты дугового металлизатора
Проволока из катушек (2 штуки) подается в пистолет через лайнеры, входящие в состав шланг пакета. В пистолете две проволоки сходятся в одну точку. К ним подается постоянное напряжение из источника тока. Одна проволока имеет положительный потенциал, вторая отрицательный.
Между концами двух проволок возникает электрическая дуга, в которой плавится металл обоих проволок. Как при сварке, рабочее напряжение невелико (20-40 В, в зависимости от металла), но распыление ведется на больших токах. В зависимости от мощности источника, ток может достигать 250-1500А.
При этом, металлизаторы для ручного применения ограничены токами 700 Ампер. Серия промышленных металлизаторов работает в диапазоне до 1500А.
Полный размер
Схема распылительной головки пистолета.
Расплавленный металл сжатым воздухом переносится на подготовленную поверхность, где застывает и образует прочную пленку. Толщина пленки зависит от материала напыления и количество слоев и обычно составляет 100-300 микрон (0,1-0,3 мм). В отдельных случаях возможно нанесение покрытия толщиной до нескольких миллиметров.
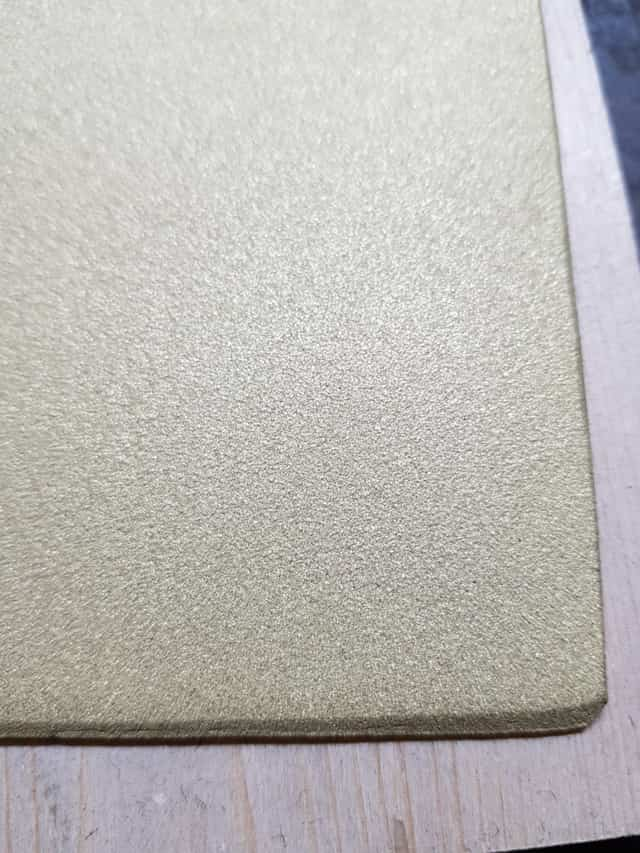
В результате получается прочное, слегка шероховатое металлическое покрытие с необходимыми свойствами. При необходимости его можно отшлифовать, отполировать, либо покрыть сверху прозрачным лаком или краской.

Полный размер
Цинковое покрытие

Полный размер
Медное покрытие

Полный размер
Латунное покрытие

Полный размер
Шлифованная латунь под лаком
Важным преимуществом технологии ЭДМ служит то, что можно комбинировать две разные проволоки и получать покрытия с необычным цветовым эффектом.

Полный размер
Медь + алюминий
Полный размер
Латунь + алюминий
Инженерные покрытия
Важным качеством технологии электродуговой металлизации служит то, что с ее помощью можно восстанавливать изношенные детали и упрочнять поверхности новых изделий. За счет выбора материала можно добиться необходимых свойств покрытия (твёрдость, износостойкость).
Толщина покрытия может достигать нескольких миллиметров. Например, недавно мы занимались восстановлением изношенной поверхности вала шнека для перекачки угольной пыли для ТЭЦ.
Мы применили никель/алюминиевый сплав для нанесения подслоя, затем напылили сталь с высокими коррозионностойкими свойствами толщиной 3 мм и твердостью до 62 HRC.

Полный размер
Вал до напыления
Полный размер
Вал с напыленным покрытием.
Таким образом можно восстанавливать разнообразные изношенные поверхности, которые при работе испытывают распределённую нагрузку.
Антикоррозионные покрытия
Вторым важным преимуществом технологии газотермического напыления и ЭДМ в частности, является возможность нанесения антикоррозионного цинкового или алюминиевого покрытия, а также их сплавов.
Этот способ с успехом заменяет гальванику, а часто позволяет сделать то, что для гальванического способа будет невозможным, например нанесение алюминия, нержавейки, а также обработка изделий любого размера, либо локальная обработка по месту.
- В автомобильной промышленности можно обрабатывать рамы легкового и грузового транспорта, цистерны, резервуары для топлива и другие изделия и детали.
- Вот, например, фото обработки рамы «полуторки» военного времени.
Полный размер
ЭДМ рамы полуторки
Полный размер
ЭДМ рамы полуторки
Полный размер
Рама после обработки
Рама после обработки
Также можно обрабатывать и более сложные и объемные конструкции, например рамы аэродромной техники.
Полный размер
Рама до обработки
Полный размер
Рама после обработки
ПРОДОЛЖЕНИЕ СЛЕДУЕТ…
Чудеса химической металлизации — технология
Часто, беря в руки блестящий металлом предмет, удивляешься его малому весу, и понимаешь, что это пластик или дерево с металлическим покрытием.
Получить зеркальное или матовое никелевое, хромовое, медное или алюминиевое покрытие на обычном черном металле или неметаллической поверхности помогает химическая металлизация.
Технология, доступная не только на производстве, но и в домашних условиях.

Разнообразие процессов металлизации
Нанести тонкий слой металла на любой предмет с твердой поверхностью можно различными методами, наиболее часто применяются:
- Гальванический — обработка электролитом в специальных емкостях.
- Электродуговой — напылением на поверхность струей сжатого воздуха расплавленного электродуговым плавлением металла электрода.
- Газоплазменный — расплавленный металл наносят на обрабатываемой предмет в мелкодисперсном виде.
- Плакирование — горячая прокатка изделий с нанесенным слоем металла.
- Диффузионный — проникновение под действием высокой температуры в поверхностный слой обрабатываемого предмета атомов наносимого покрытия.
- Горячий — погружение изделия в емкость с расплавом металла.
- Химический — последовательное нанесение покрытия в несколько слоев, наподобие окрашивания.
Первые 6 способов обработки поверхностей выполняются по сложной технологии, требуют специального оборудования, такие покрытия наносят в производственных условиях. Последняя, химическая металлизация, оптимальна для выполнения в домашних условиях.
Преимущество
Цели металлизации разнообразны, в большинстве случаев это придание или увеличение определенных качеств:
- устойчивости к коррозионным процессам;
- устойчивости к механическим повреждениям;
- износоустойчивости;
- декоративности.

Качество пленки зависит от состава металла:
самое дешевое цинковое покрытие повышает антикоррозионные качества, активно используется в строительстве для защиты закладных деталей, цинком покрывают стальной лист перед покрытием пластиками и профилированием;
- хром увеличивает твердость, придает жаропрочность, делает изделия привлекательными внешне;
- алюминиевым покрытием защищают детали оборудования, работающего при повышенной температуре (до 900°С);
- покрытие медью или оловом придает благородный вид даже пластиковым предметам;
- серебро образует зеркальный блеск.
При проведении работ основное условие для получения результата — соблюдение технологии.
Химическая металлизация
Химическая металлизация — образование тонкой пленки металла на обрабатываемой поверхности под действием различных химических реактивов.
Данным методом можно получить покрытие цинком (цинкование), хромом (хромирование), алюминием (алитирование) и другие.
При помощи этой технологии возможно получение ровного слоя металла на материалах с различными видами поверхности: гладкими — стекло, фарфор, полированный камень, или пористыми: дерево, пластик, гипс.
Металлизация серебром
Выполнение химической металлизации в домашних условиях вполне возможно, но требует тщательной подготовки.
Рабочее место и оборудование
В результате химической реакции выделяется газ, негативно влияющий на слизистые оболочки дыхательных путей, поэтому процесс необходимо проводить в помещении с принудительной вентиляцией или на открытом пространстве.
Из оборудования понадобится:
- эмалированная ванна;
- мерные стаканы емкостью 1 л и 250 мл;
- 3 бутылки по 100 мл;
- одноразовые шприцы на 5, 20, 50 мл3;
- одноразовые стаканы по 50 мл;
- кухонные электронные весы.
Не забудьте обзавестись резиновыми перчатками, респиратором, губками, комплектом спецодежды, так как при работе с концентрированной соляной кислотой требуется осторожность, иначе ожоги неизбежны.

Реактивы
В зависимости от материала обрабатываемого изделия и вида покрытия приобретаются реактивы. Для химической металлизации серебром понадобятся реактивы:
- соляная кислота;
- азотнокислое серебро;
- двухлористое олово;
- гидроксид натрия;
- аммиак;
- глюкоза;
- формалин;
- дистиллированная вода.
Приготовление растворов для:
- активации поверхности — двухлористое олово, соляная кислота, дистиллированная вода;
- восстановления — глюкоза, формалин, дистиллированная вода;
- серебрения — азотнокислое серебро, гидроксид натрия, аммиак, дистиллированная вода.
Подготовка поверхности
поверхность готовят в несколько этапов. Пористые и окрашенные изделия ошкуриваются, снимается старый окрасочный слой, поверхность очищается от пыли, промывается и обезжиривается.
Обезжирить можно уайт-спиритом, ацетоном или раствором гидроксида натрия в воде t= +40…+60°С. Поверхности протираются губкой с составом для обезжиривания, затем другой губкой промываются дистиллированной водой.
Подготовленная поверхность должна полностью смачиваться водой, без сухих пятен — в этих местах дефекты будут неизбежны.
Покрытие изделия активирующим составом
Обрабатываемый предмет равномерно по всей поверхности поливают двухлористым оловом в течение 1 минуты, затем 3 минуты промывают дистиллированной водой.

Металлизация
Для получения равномерной металлической пленки на изделие одновременно и в равном объеме напыляется раствор восстановителя и серебрения. Так как полученная зеркальная пленка очень тонка и не прочна, ее можно упрочнить защитным лаком — прозрачным или тонированным.
Описанный метод напоминает процесс окраски. Существует другой, более сложный способ выполнения работ — электрохимическая металлизация.
Электрохимическая металлизация
Данная технология требует знания правил электротехнических работ, использования резиновых перчаток и соответствующей обуви во избежание ожогов и поражения током.
Оборудование
Для выполнения работ понадобится эмалированная ванна, паяльная лампа. Готовится установка для металлизации — токопроводящее основание, к которому будут крепиться обрабатываемые детали. Подводится ток.
Реагенты
Процесс проводится в растворе электролита, для подготовки поверхности необходим щелочной раствор или раствор гидроксида натрия в теплой воде. Для хромирования деталей используют 6-валентный хромовый ангидрид и 3-валентный сульфат или хлорид хрома.
Подготовка изделия
Поверхности тщательно зачищаются от жировых, масляных пятен, окрасочных слоев с помощью наждачной бумаги, очищается от пыли, затем промывается обезжиривающим составом и дистиллированной водой.

Процесс металлизации
Для получения качественного результата важно соблюдать температурный режим (80°С) и постоянную плотность тока. Изделия закрепляются на токопроводящем основании, подводится ток, опускаются в ванну с электролитом на 1 час.
Для укрепления слоя хрома предварительно возможно нанесение промежуточного слоя из другого металла — меди или никеля. Хромированное изделие для увеличения прочности слоя и долговечности можно покрыть прозрачным или тонированным лаком.
Металлизация изделий из пластмасс
Химическая металлизация пластмасс выполняется чаще всего электрохимическим способом. Способ увеличивает прочность, износостойкость, улучшают декоративные качества.
Виды покрытий:
- велюровый;
- глянцевый;
- матовый;
- патинированный;
- черненый.
Само покрытие может быть медным, никелевым, хромовым, цинковым, оловянным.
Особенности процесса металлизации пластиков
Процесс электрохимической металлизации пластиков отличается от химической металлизации использованием промежуточных слоев. Грунтовочные, промежуточные слои снимают внутренние напряжения, возникающие из-за различных коэффициентов теплового расширения разнородных материалов.
Металлический грунтующий подслой наносят на пластиковые изделия при помощи тока плотностью 0,5…1 А/дм2.
Использование тока большей плотности может привести к расслоению грунта в местах присоединения токопроводящих элементов.
Избежать дефектов помогает нанесение дополнительного медного или никелевого грунтовочного покрытия, также током низкой плотности. Металлизацию финишным слоем выполняют на обычном режиме.

Металлизация пластика медью
Процесс нанесения слоя меди на пластик поэтапно:
- Подготовка. Изделие ошкуривают и обрабатывают абразивным составом, снимая все выпуклости и выравнивая дефекты.
2. Обезжиривание. Акрилатный пластик обезжиривают раствором каустической соды в течение суток, полиамидные пластикаты обрабатывают бензином или уайт-спиритом, затем промывают дистиллированной водой.
3. Сенсибилизация. На поверхности формируют пленку гидроокиси олова, помещая на 1 минуту в 0,5% раствор литра хлористого олова и 40 гр соляной кислоты.
4. Активация. Обрабатываемый предмет в течение 3-4 мин погружается в азотнокислое серебро.5. Металлизация. Процесс проводится в растворе 200 г на литр карбоната меди, 200 г на литр глицерина 90%, 1 литра 20% каустической соды при t=18…25C . Медное покрытие можно дополнительно защитить лаком.
Заключение
Химическая металлизация своими руками вполне возможна, но требует соблюдения мер предосторожности: использования защитных перчаток, респиратора, очков, спецодежды, а при работе электрохимическим методом — еще и знания техники безопасности при электротехнических работах. Только соблюдая технологию и технику безопасности можно получить красивое и долговечное покрытие медью, серебром, хромом или другим металлом на любых изделиях от пуговицы до автомобильных дисков.
Методы нанесения металлических и окисных покрытий на металлическую основу
Существует несколько методов нанесения металлических покрытий на металлическую поверхность деталей; горячим методом (погружения в расплав), термомеханическим методом (плакированием), напылением, гальваническим и химическим методами.
Горячим методом наносят пленку, погружая деталь в ванну с расплавленным металлом. В этом случае используют металлы с низкой температурой плавления, например олово и свинец.
Горячим способом наносят покрытия на готовые изделия. В авиаконструкциях чаще всего этот метод применяют для лужения электропроводов.
Существенный недостаток этого метода — невозможность получения гарантированной толщины покрытия, а также большой расход наносимого металла.
Термомеханический метод (плакирование) используют для защиты коррозии основного металла или сплава другим металлом или сплавом, достаточно устойчивым к воздействию окружающей среды. Соединение металлов покрытия и основы получают прокаткой.
На основной лист (или другой вид проката) металла накладывают тонкий лист защитного металла и в горячем состоянии осуществляют прокатку с помощью валков. В этом случае образуется очень прочное соединение ‘ двух металлов за счет взаимной диффузии.
В авиаконструкциях часто применяют плакирование технически чистым алюминием. На нем образуется защитная окисная пленка, предохраняющая основной металл от коррозии. Толщина плакирующего слоя колеблется от 3% и выше толщины защищаемого металла.
В авиастроении применяют плакированные листы и ленты.
Напыление (металлизация) — процесс нанесения расплавленного металла на поверхность изделия. Он может осуществляться сжатым воздухом или инертным газом.
Сущность метода с использованием сжатого воздуха состоит в том, что частицы расплавленного металла, двигаясь большой скоростью, вместе с воздушным потоком ударяются о поверхность защищаемого металла, сцепляются с ней, образуя металлическое покрытие. В электрометаллизаторе (рис.
4) с помощью специального устройства подается проволока 2 к соплу корпуса 1,где электрической дугой 3 проволока расплавляется и капли распыленного металла подхватываются струей сжатого воздуха, проходящего по направляющей трубке 4.
Не успевшие застыть капли жидкого металла прилипают к поверхности металлизируемой детали. У этого метода имеются два существенных недостатка. Во-первых, покрытие получается пористым, поскольку застывшие металлические капля ложатся друг на друга.
Во-вторых, адгезия покрытия относительно основы довольно слабая, так как горячая капля малого объема, ударяясь о холодную поверхность, остывает быстро и прочная взаимная диффузия не успевает произойти. В связи с этим напыление с помощью сжатого воздуха в авиастроении находит ограниченное применение.
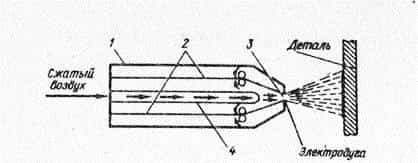
Рис. 4. Схема устройства металлизатора
Более распространено напыление с помощью плазмы. Она образуется в области электрической дуги, сквозь которую пропускается нейтральный газ, например аргон (рис. 5).
Таким образом, в плазменную струю 2, выходящую из плазмотрона 1, подается по трубопроводу 3 аргон. В струю аргона через трубопровод 4 подают порошок металла, который мы хотим напылить.
Вместе со струей 5 этот порошок подается к поверхности покрываемой детали 6. Практика показала, что плазменное напыление — весьма эффективный способ металлизации.
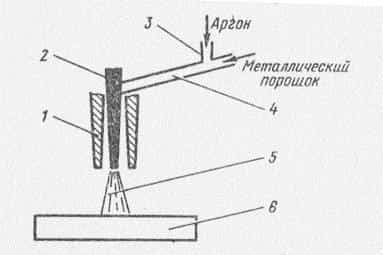
Рис. 5. Схема напыления с помощью плазмы
Все большее распространение находит способ детонационного напыления. Принцип нанесения металла на защищаемую поверхной (рис.
6) состоит в том, что находящийся в камере 1 металлический порошок при взрыве специального вещества взрывной волной 2 с огромной скоростью (до 2000 м/с) направляется к поверхности детали 3.
При этом частицы металла покрытия глубоко внедряются в металл основной детали.
Рис. 6. Схема детонационного напыления
Гальванический метод нанесения покрытий имеет ряд преимуществ по сравнению с другими.
Гальванические покрытия характеризуются хорошими физико-химическими и механическими свойствами: повышенными износостойкостью и твердостью, малой пористостью, высокой коррозионной стойкостью.
При гальваническом методе имеется возможность точно регулировать толщину покрытия. Покрытие некоторыми металлами можно осуществить только этим методом. Поэтому он получил довольно широкое распространение.
Принцип нанесения покрытия гальваническим методом основан на использовании электролиза. Он основан на электролитической диссоциации, при которой в электролите при растворении какой-либо соли образуются ионы. Ионы в растворе, как и молекулы, движутся хаотически.
При подключении источника тока к электродам, опущенным в такой раствор, возникает направленное движение заряженных ионов. Положительные ионы движутся к отрицательному электроду — катоду, поэтому их называют катионами. Отрицательные ионы -анионы — движутся к положительному электроду — аноду.
Следовательно, в отличие от электрического тока в металлических проводниках, представляющего собой движение электронов в одном направлении, электрический ток в электролитах представляет собой направленное движение ионов в растворе под действием электрического поля в их направлениях: положительных ионов к катоду и отрицательных аноду.
Рассмотрим конкретный пример. Пусть в электролите растворен медный купорос CuSO4 (рис. 7). В гальванической ванне 1 CuS04 распадается на два иона: положительный (Cu++) и отрицательный (SO4—).
Покрываемая деталь 2 подвешена на штанге 3, соединенной с катодом. Анодная пластина 4 подвешена на штанге 5. Из рисунка видно, как ион 1 (катион) подходит к детали 2.
Здесь он получает недостающие электроны, превращаясь в нейтральную молекулу Cu. Так происходит покрытие детали медью — меднение.
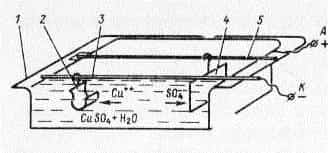
Рис. 7. Гальваническая ванна с электролитом на основе медного купороса
Анодное покрытие при возникновении коррозионной гальванической пары разрушается, сохраняя основу.
Катодное покрытие защищает основу — оно не дает доступа коррозионно-агрессивной среде к защищаемому металлу. При механическом нарушении целостности защитного никелевого покрытия (катода) 1 (рис.  разрушается железная деталь 3 (анод), продукты коррозии 2 могут располагаться под покрытием. В этом случае в процессе эксплуатации очень важно не повреждать анодное покрытие.
разрушается железная деталь 3 (анод), продукты коррозии 2 могут располагаться под покрытием. В этом случае в процессе эксплуатации очень важно не повреждать анодное покрытие.
Рис. 8. Разрушение железа — анода, покрытого никелем — катодом
Любое гальваническое покрытие будет прочно соединено с основой только в том случае, если покрываемая поверхность тщательно подготовлена — очищена от грязи, жировых пятен, окисных пленок.
Поэтому производственным участкам для подготовки деталей под покрытие уделяется большое внимание.
Чистота обработки поверхности, отсутствие пор, раковин и других повреждений способствует образованию более долговечного и надежного покрытия.
Хромирование позволяет получить высокую твердость покрытия, низкий коэффициент трения, высокую износостойкость и коррозионную стойкость. Несмотря на то, что хром относится к электроотрицательным металлам, он может сильно пассивироваться, благодаря чем приобретает свойства благородных металлов. Пассивная плен окислов предохраняет хромовое покрытие от потускнения.
Осаждение хрома на катоде производится из электролита, содержащего в качестве основного компонента не соль, как в больший гальванических процессов, а хромовый ангидрид. Часто хром покрытие получается пористым. При этом сам хром является катодом. Перед хромированием наносят подслой меди и никеля.
Цинкование дает возможность получить анодное цинковое покрытие, преимущества которого описаны выше. Широкое примение такого покрытия обусловлено дешевизной цинка. Существует большое число электролитов, применяющихся для цинкования. Однако всех случаях применяют те или иные соли цинка.
Кадмирование применяют для защиты от коррозии черных металлов. Кадмий химически более устойчив, чем цинк.
Однако если цинковое покрытие почти всегда является анодным, то кадмии может менять свой характер. При одних условиях оно может анодным, при других — катодным.
Кадмиевое покрытие довольно пластично, что обусловило его применение для защиты от коррозии деталей резьбовых соединений.
К существенным недостаткам кадмиевого покрытия относится что при контакте с различными смазочными и топливными материалами, содержащими сернистые соединения, а также с некоторыми пластмассами, выделяющими газообразные продукты, кадмий довольно быстро разрушается. Вот почему кадмированные детали в авиастроении не применяют в топливных системах.
Химические способы нанесения металлов основаны на возможности химического восстановления ионов, содержащих металл, до чистого металла. Наиболее распространен способ химического никелирования. Такое покрытие хорошо защищает металл от коррозии.
Основным преимуществом химического никелирования является возможность осаждения никеля равномерным слоем на деталях практически любой конфигурации и даже на внутренних стенках труб.
Что такое металлизация
Современные способы защиты поверхностей предполагают широкий спектр методов, которые способны справиться с поставленной задачей. Чтобы понять, какой из них оптимальный в конкретных условиях, необходимо разобраться с технологиями, оценить достоинства и недостатки.
Очень часто хотят понять: металлизация – что это за процедура и как она производится. В соответствии с названием это нанесение слоя определенного металла на выбранную поверхность. Такому процессу подвергаются не только металлические изделия. Это могут быть деревянные, пластиковые, стеклянные и другие поверхности.
Описание и назначение металлизации
Любой процесс металлизации позволяет решать несколько технологических задач. К ним относятся:
- антикоррозийная защита;
- устранение мелких дефектов, возникших в процессе обработки;
- восстановление первоначальных размеров;
- изменение физических и механических свойств поверхностного слоя для улучшения потребительских характеристик;
- декоративное покрытие.
Способ нанесения покрытия выбирается исходя из поставленных задач. Благодаря выбранному способу удается получить различные характеристики поверхности детали. Толщина слоя наносимого металла определяет область будущего применения.

Металлизация может проводиться несколькими способами:
- физическим воздействием на поверхность (например, механическим или термическим);
- химическим;
- электростатическим.
Для реализации каждого способа разработаны специальные устройства. Они применяются в зависимости от решаемых задач, марки наносимого металла и степени оснащенности предприятия.
Особенности металлизации металлов и сплавов
Металлизация поверхности деталей, изготовленных из металлов или их сплавов, определяется их физическими свойствами. Большое количество качеств, различных для каждого соединения, требует индивидуального подхода.
Для некоторых групп металлов и сплавов нанесение тонкого слоя чужеродного металла не представляется возможным. Это зависит от совместимости их физических и химических свойств.
В этом случае применяются другие методы обработки.
Для других металлов и сплавов, наоборот, нанесение металлической пленки не вызывает трудностей, и металлизация является оптимальным способом обработки поверхности. Учитывая все свойства, выбирают наиболее приемлемые методы.
Виды металлизации
Современные технологии позволяют проводить процедуру с применением различных физических, механических и химических методов. Основные виды металлизации:
- термическая обработка;
- гальваническая;
- электродуговая;
- газоплазменное напыление;
- плазменная металлизация;
- с использованием эффекта диффузии;
- химическая металлизация;
- плакирование;
- вакуумная обработка.
Под термической обработкой понимают нанесение на поверхность металлизирующего слоя при погружении в ванну с расплавленным металлом. Такая обработка допустима только в том случае, если температура плавления детали значительно выше температуры плавления наносимого металла.
Гальванический способ предполагает использование специального электролита. Обработка происходит под воздействием протекающего тока. Этот способ позволяет проводить покрытие металлом любой поверхности, так как не требует дополнительного нагрева. Нанесенная пленка получается одинаковой толщины на всей поверхности.
Диффузионное напыление – это насыщение поверхностного слоя одним из цветных металлов (цинком, алюминием, хромом или бором). Это приводит к улучшению прочностных показателей. С его помощью восстанавливают изношенные детали.
При химической металлизации применяются различного рода реагенты. Они изготавливаются в жидком виде или в форме порошков. Для проведения операции подготавливают ванну с раствором и затем в нее опускают деталь. Для каждого состава существует свое эффективное время воздействия на поверхность.

Под плакированием понимают металлизацию с дальнейшей горячей прокаткой.
Вакуумная
Данная металлизация основана на последовательном испарении (адсорбции) и последующем выпадении частиц металла на поверхность обрабатываемой детали. Технологический процесс ее реализации довольно сложный и затратный. Потому его применяют на предприятиях и в условиях мастерских.
Этот метод обладает рядом преимуществ, что позволяет использовать его для деталей из различных материалов (дерева, пластика, керамики, стекла и других полимерных соединений). Особое распространение он получил для металлизации пластмассы на автомобильных заводах.
Вакуумная металлизация позволяет получить изделие с эффектным внешним видом, но не улучшает прочностных характеристик.
Газовая
Эта методика носит название газопламенной металлизации. Сущность процесса заключается в применении газовой струи для нагрева подаваемой проволоки, которая является источником напыляемого металла. Благодаря высокой температуре проволока расплавляется, и капли, ударяясь о поверхность, образуют на ней довольно ровный слой.
Толщина этого слоя зависит от объема используемой проволоки. После нанесения покрытия его обрабатывают с помощью шлифовального оборудования. С помощью газовой металлизации восстанавливают коленчатые и распределительные валы автотракторной техники.
Для реализации этого метода применяют оборудование и газы, используемые при проведении сварочных работ.
Вместо газовых горелок применяют специальные пистолеты-металлизаторы инжекторного типа. В некоторых случаях метод применяют для формирования не металлических покрытий. В газовую струю подают порошок из стекла, эмали, специальных пластмасс.
Цинкование
Широко распространенным способом защиты черных металлов от коррозии является цинкование. В качестве материала используется цинк, который наносится на поверхность различными методами (горячим, холодным, гальваническим, термодиффузионным).
Технологии реализации этих методов отличаются только используемым материалом. Процесс нанесения цинка, или оцинковка, применяется для обработки листового проката, труб, изделий произвольной геометрической формы.
Оборудование и материалы
Оборудование зависит от выбранного метода обработки. При термической металлизации необходимы приспособления, позволяющие создавать растворы с высокой температурой. В качестве источников подогрева используют электрические тэны.
При газовом методе используют технологию, применяемую в газосварочных работах: емкости с газами, редукторы и подводящие шланги, вместо газовых горелок – специальные распылители.
Для химической металлизации необходимо иметь набор реактивов и емкости, стойкие к вредному воздействию реактивных жидкостей.
Химическая металлизация в домашних условиях
Металлизация различных деталей – это интересный и довольно творческий процесс. Он позволяет реализовать самые интересные дизайнерские решения. Используя различные химические соединения, можно создать такую лабораторию в домашних условиях.
Последовательность действий выглядит следующим образом:
- Предварительная подготовка поверхности (очистка, шлифовка, обезжиривание).
- Промывка подготовленного изделия.
- Если не вся поверхность будет подвержена металлизации, необходимо тщательно укрыть оставшуюся часть детали.
- Разработать систему надежного крепления заготовки к каркасу, который будет опускаться в раствор.
- Приготовить раствор в ванной требуемых размеров.
- После металлизации заготовку просушивают и при необходимости полируют.
Обработка в домашних условиях не всегда дает сразу ожидаемый эффект. Поэтому после просушки следует аккуратно обработать полученный слой. Для автоматизации процесса можно изготовить простую установку.

Особое внимание следует уделить вопросам безопасности при работе с ядовитыми жидкостями и высоким напряжением.
Техника безопасности
Любой метод металлизации относится к категории вредных и небезопасных технологических процессов. Основными источниками повышенной опасности при работе являются:
- наличие высоких температур, являющихся катализаторами процесса;
- необходимость применения источников повышенного напряжения;
- использование открытого пламени при газовом методе;
- применение различных химических соединений, пары которых оказывают негативное воздействие на органы дыхания.
При проведении работ необходимо строго соблюдать все пункты техники безопасности, которые приведены в инструкции к конкретной установке или аппарату. Если работы проводятся самостоятельно в домашней мастерской, необходимо позаботиться о наличии средств защиты органов дыхания, зрения, открытых частей тела. Исключить возможность поражения электрическим током.
МЕТАЛЛОПОКРЫТИЯ
Содержание статьи
МЕТАЛЛОПОКРЫТИЯ, тонкие металлические или органические поверхностные покрытия металлических изделий, позволяющие улучшить их внешний вид, защитить от коррозии, повысить износостойкость, улучшить электрический контакт, облегчить пайку, изменить отражательные или поглощательные свойства в инфракрасном и видимом диапазонах спектра, а также нарастить размеры изделия. Серебро, золото, никель и хром наносятся на поверхность стали или других металлов как для улучшения внешнего вида, так и для защиты от коррозии. Кадмий и цинк используются для защиты от электрохимической коррозии; эти металлы защищают сталь за счет собственной коррозии, причем степень защиты практически пропорциональна толщине или массе покрытия. Другие металлы, используемые в качестве покрытий для стали, такие, как медь, никель, хром, олово, кобальт, серебро, золото и свинец, действуют как защитные пленки; степень защиты пропорциональна толщине лишь до тех пор, пока толщина обеспечивает непроницаемость покрытия. Толстые хромовые покрытия используются главным образом для увеличения износостойкости; кадмий и серебро применяются, когда надо обеспечить хороший электрический контакт; олово, медь, кадмий и никель – хорошие покрытия для пайки; родий, серебро и золото используются для увеличения отражательной способности поверхностей; черное оксидирование (воронение) применяется для увеличения поглощательной способности и собственного излучения поверхности; покрытия из никеля, хрома и железа позволяют наращивать размеры деталей.
Для нанесения покрытий на поверхность металлических изделий обычно используются следующие методы: нанесение органических покрытий (краски, лаки, эмали), оксидирование, химическая обработка, диффузионная металлизация, погружение в расплав, металл, напыление и электролитическое осаждение.
Органические покрытия
Масляные краски используются главным образом для наружной отделки или для защиты поверхности больших металлических конструкций; они сохнут настолько медленно, что не годятся для покрытия большинства металлических изделий.
Этих недостатков лишены нитролаки, которые раньше широко применялись для покрытия металлических поверхностей, например автомобилей, из-за того, что они быстро сохнут, образуют прочную пленку, имеют высокую адгезию и низкую стоимость, однако сейчас они вытесняются синтетическими эмалями.
Оксидирование
Существует несколько типов широко используемых процессов оксидирования. Алюминий применяется в качестве материала анода в растворе серной или хромовой кислоты.
Образующийся при этом оксид обеспечивает хорошую защиту алюминия от коррозии, а также служит хорошей основой для нанесения органических покрытий.
В некоторых случаях оксидная пленка может быть окрашена для получения необходимого цвета.
Оксидные пленки на поверхности стали получают путем термической обработки, воздействием расплавленных окислителей (нитратов) и, чаще всего, погружением в щелочные растворы, нагретые до температуры 140–155° С.
Медь и медные сплавы обрабатываются в щелочных растворах для получения пленки черной окиси меди. Красная закись образуется на меди при ее погружении в окислительный расплав. Серебро, медь и латунь «окисляют» с помощью растворов сульфидов для получения цветных и черных покрытий; эти покрытия представляют собой скорее сульфиды, чем оксиды.
Химическая обработка поверхностей
Покрытия, получаемые методом химического полирования, служат для защиты от коррозии и как основа для нанесения органических покрытий.
Для стали и цинка используется процесс фосфатирования с применением растворов, содержащих металлические фосфаты и деполяризаторы; цинк и кадмий обрабатываются в растворах хроматов для получения хромосодержащих покрытий, которые обладают высоким сопротивлением коррозии, вызываемой аэрозолями солей; магний также обрабатывается растворами хроматов для уменьшения коррозии и подготовки под окраску; буферные растворы молибдатов дают черное покрытие на цинке.
Диффузионная металлизация
Некоторые металлы могут быть нанесены на поверхность изделий из других металлов простым химическим замещением из раствора.
Медь из раствора медного купороса в серной кислоте может осаждаться на стали; еще лучшие результаты получаются при добавлении ингибитора для предотвращения воздействия серной кислоты на сталь.
Ртуть может замещаться медью и латунью из растворов цианидов и образовывать гладкие с хорошей адгезионной способностью покрытия ртути, которые используются для подготовки латуни к серебрению.
Погружение в расплав
Покрытия из олова и цинка наносятся путем погружения изделий в расплавленный металл. Горячие оловянные покрытия наносятся на стальную жесть (при производстве консервных банок), чугун, ковкий чугун, медь и медные сплавы, главным образом в изделиях, предназначенных для контакта с пищевыми продуктами, а также для электротехнического применения.
Электролитическое осаждение
Правильная подготовка металлов к процессу электролитического осаждения, аналогично нанесению органических покрытий, требует удаления всех следов смазки, жира, частиц твердых загрязнений, окисной пленки и окалины для качественного нанесения покрытий.
Латунирование
Покрытия из медно-цинковых сплавов могут быть получены из растворов цианидов; они позволяют получить соединения, напоминающие листовую латунь. Латунные покрытия стальных и других изделий часто используются для декоративных целей.
Бронзирование
Настоящие бронзы, т.е. медно-оловянные сплавы могут быть получены из растворов цианидов. Содержание олова в бронзовых покрытиях составляет от 5 до 10%.
Кадмирование
Кадмиевые покрытия защищают сталь от электрохимической коррозии и оказываются привлекательными в том отношении, что не образуют белых продуктов коррозии, как в случае цинковых покрытий.
Детали с кадмиевым покрытием легко паяются и поэтому широко используются в электронной промышленности.
Кадмий токсичен, и его не следует использовать в быту и на изделиях, которые будут контактировать с пищей.
Хромирование
Существуют два типа таких покрытий: тонкое (декоративное) и толстое (технологическое). Декоративное покрытие – обычно блестящий хромовый слой толщиной от 0,0005 до 0,0025 мм.
Декоративное покрытие толщиной от 0,00075 до 0,0015 мм наносится для защиты от коррозии никелевой подложки.
Толстое покрытие в принципе не отличается от декоративного, однако его большая толщина (от 0,025 до 0,375 мм) повышает износостойкость изделия.
Меднение
Медные покрытия, которые обеспечивают защиту от коррозии, получаются из растворов нескольких типов. Например, раствор медного купороса и серной кислоты используется для электрополирования или получения толстых покрытий. Растворы цианидов служат также для нанесения покрытий на стали, цинке, свинце и других металлах.
Другие типы металлических покрытий
Другие металлы, осаждаемые из растворов цианидов, – золото, серебро и цинк. Железо осаждается из растворов хлорида железа, свинец – из растворов фторобората и фторосиликата, а олово – из щелочных растворов станнатов и фторобората. Покрытия из благородных металлов, таких, как родий, платина и палладий, также могут быть получены гальваническим путем.





