- Необходимость хромирования
- Сфера применения хромирования
- Технология хромирования
- Гальванический метод хромирования
- Электролитический метод хромирования
- Диффузионный метод хромирования
- Химическое хромирование
- Каталитический метод хромирования
- Вакуумное хромирование
- Термохимическое хромирование
- Хромирование своими руками
- Подготовка рабочего места
- Помещение, инструменты для хромирования
- Источник питания
- Состав и метод подготовки электролитов
- Подготовка поверхности
- Хромирование
- Возможные дефекты и их причины
- Хромирование. Как научиться гальваническому хромированию
- Почему это так?
- Сейчас говорим о главном
- Как правильно хромировать металл?
- Что такое хромирование?
- Зачем нужно хромирование?
- Технология хромирования деталей
- Оборудование для хромирования
- Как хромировать детали?
- Подготовка детали
- Как готовить электролит?
- Этапы хромирования
- Причины появления дефектов
- Как можно самостоятельно хромировать детали в домашних условиях?
- Технологии хромирования
- Источник питания
- Состав и методика подготовки электролита
- Хромирование
- Способ хромирования пластика дома
- Возможные дефекты и их причины
- Гальваническое хромирование
- Режимы гальванического хромирования
- Особенности гальванического хромирования
- Двухслойные комбинированные покрытия
- Черное хромирование
- Удаление некачественного гальванического хромового покрытия
Для улучшения декоративных свойств металлические детали можно хромировать. Технология широко применяется в автомобильной промышленности, ряде иных сфер хозяйства. Хромирование деталей требуется и для защиты изделий от повреждений, улучшения их физических качеств. Этот метод обработки металла имеет ряд иных достоинств и преимуществ.
Необходимость хромирования
Под хромированием металла понимают процесс металлизации хромом для улучшения поверхностных свойств и характеристик элементов. При хромировании происходит диффузное насыщение хромом различных поверхностей из стали. Обработка хромом допустима и в отношении АВС пластика, алюминия, латуни, силумина.

Покрытие хромом придает внешнему виду деталей более красивый вид, облагораживает их. Хромовый слой обеспечивает оригинальный цвет «металлик», литые диски автомобиля, отражатели фар, запчасти мотоциклов, сувениры или предметы интерьера для дома начинают выглядеть более эстетично.
Прочие достоинства хромирования:
- Защита. Нанесение слоя хрома помогает повысить стойкость изделий к перепадам температур, увеличивает коррозионную и эрозионную устойчивость, снижает подверженность механическим повреждениям. Детали становятся сверхтвердыми (950 – 1100 единиц по соответствующей шкале), поэтому меньше реагируют на химическое повреждение, не окисляются.
- Восстановление. Срок службы основания серьезно повышается, крупные и мелкие детали становятся очень стойкими к износу. При низкой глубине износа хромирование полностью восстанавливает изделие (например, у валов и втулок закрываются трещинки до 1 мм глубиной).
- Отражательные качества. Некоторые элементы автомобиля хромируют для повышения различимости в темноте. Отражение улучшает декоративные качества техники.
- Чистота. Хромирование изделий защитит их от грязи и пыли, поскольку предотвращает прилипание различных загрязнений.

По сравнению с никелированием хромирование имеет меньше недостатков: стоимость услуг ниже, покрытие будет более твердым и прочным. Применение никеля выигрывает лишь по декоративным качествам, так как поверхность становится еще эстетичнее.
Сфера применения хромирования
Полностью описать все области и сферы, где используется технология, сложно. Хромирование незаменимо в мебельной промышленности, хромом обрабатывают фурнитуру, отделочные элементы. Методика популярна в производстве сантехники — элемент наносят на внешнюю и внутреннюю поверхность труб, ванн, раковин, используют для покрытия ручек, смесителей.
В автомобильной промышленности технология применяется для изготовления:
- накладок и отражателей;
- алюминиевых дисков;
- элементов кузова;
- поршней;
- компрессионных колец;
- роликов и осей.

Хромирование применяется при выпуске резины, пластмассы (хром наносят на каландровые валы и пресс-формы), разного измерительного инструмента. Материалом покрывают те элементы, которые сильно трутся между собой, чтобы повысить их износостойкость.
Технология хромирования
Существуют разные способы хромирования, некоторые вполне можно применять в домашних условиях, имея соответствующее оборудование.
Гальванический метод хромирования
Гальваническое хромирование деталей — самый популярный метод, ведь все действия можно осуществить своими руками.
Гальваника предполагает помещение деталей в специальный раствор с определенным составом, откуда под воздействием волн (солитонов) электрического тока атомы хрома будут осаждаться на поверхность.
Имея нужный набор приспособлений для хромирования, можно самостоятельно создать высококачественное покрытие путем гальванизации.
Электролитический метод хромирования
Одна из разновидностей гальваники. При использовании электролиза трех- или шестивалентный хром придает изделию нужный «металлический» вид. При применении трехвалентного элемента основным веществом раствора выступает хромовый ангидрид. Использование шестивалентного хрома отличается от предыдущего метода наличием в составе раствора сульфата хрома.

При проведении электролитического хромирования дисков или иных деталей важно строго соблюдать пропорции компонентов. В противном случае защитный слой быстро отслоится либо на нем будут пятна, неодинаковая матовость и недостаточный глянец.
Диффузионный метод хромирования
Напыление хрома производится при помощи гальванической кисти. В домашних условиях такой метод более предпочтителен, ведь мастеру не потребуется использовать ванну. Особенно рекомендуется выполнять методику для деталей из алюминия, углеродистой стали, сплавов с кремнием.
Химическое хромирование
Применение химических реактивов помогает восстановить хром из его солей. В случае использования химии электрический ток не потребуется. Обычно в качестве реагентов берут соединения фосфора, лимоннокислый натрий, уксусную ледяную кислоту, едкий натр 20 %.
Перед нанесением реагентов детали покрывают слоем меди. После окончания работ промывают заготовки в воде, сушат, полируют (изначально предметы имеют тусклый серый цвет).
Каталитический метод хромирования
Подвид химического хромирования черных или цветных металлов, предполагающий нанесение на деталь жидкости без кислот в составе. Технология безопасна для человека и помогает создать оригинальные, необычные эффекты.
Каталитическое хромирование можно применять в отношении обычных и гибких изделий (при электролизе последнее невозможно, покрытие отслоится).
Обычно в качестве реагента берется серебро в щелочном растворе аммиака, а как восстановитель — формалин или гидразин. Применение серебра делает деталь молочной с зеркальной поверхностью.
Вакуумное хромирование
Технология принадлежит к химической металлизации и имеет еще одно название — PVD-процесс. Дает конденсацию паров хрома на поверхности детали после помещения ее в специальную вакуумную камеру. В этой установке при отрицательном давлении хром нагревается до температуры испарения, потом оседая как туман на изделии.

Расчет давления, срока хромирования будет зависеть от степени износа детали, вида материала. После вакуумного хромирования толщина металлического слоя минимальная, поэтому деталь сверху покрывают специальной краской из баллончика или лакируют.
Термохимическое хромирование
Применяют средства в порошках, состоящие из шамота, феррохрома. Методика аналогична таковой при химическом хромировании, только изделие в процессе будет подвергаться нагреванию.
Хромирование своими руками
Чтобы произвести ремонт изделий с результатом не хуже, чем по ГОСТ, важно точно соблюдать последовательность работ, подготовить нужное оборудование.
Подготовка рабочего места
Для соблюдения мер безопасности, дабы не надышаться вредными, токсичными веществами, нужно произвести детальную подготовку помещения для хромирования.
Следует выполнить такие действия:
- Обеспечить хорошую вентиляцию. Если работы проводятся в гараже, открыть двери, в иных помещениях создать принудительное вентилирование.
- Купить и применять средства индивидуальной защиты — очки, респиратор, перчатки из резины или латекса, фартук, спецодежду.
- Приготовить плотные пакеты для утилизации отходов производства, которые могут быть очень едкими, вредными.
- Убрать из помещения любую органику, так как при контакте с парами соединений хрома она портится.
- Непосредственно перед работой смазать полость носа смесью вазелина и ланолина 2:1.

Помещение, инструменты для хромирования
Для гальванизации нужно приготовить такие инструменты и приспособления:
- Ванна гальваническая. Это может быть любая стеклянная, пропиленовая, полиэтиленовая емкость, годится эмалированный таз, для хромирования малых предметов — обычные банки из стекла. Выбранную емкость надо поместить в деревянный ящик, имеющий изнутри утепление стеклотканью и слоем минеральной ваты. К емкости нужна плотно прилегающая крышка.
- Устройство для нагрева электролита. Лучше всего для этой цели подойдет керамический ТЭН (трубчатый электронагреватель), который не разрушится от контакта с химическими веществами. Можно применить любой иной подходящий подогреватель.
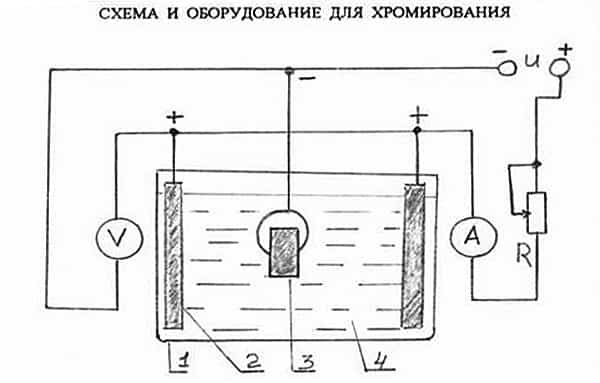
- Электроды. В качестве анода при хромировании послужит свинцовая пластина, которую кладут в емкость, в роли катода выступит держащий деталь зажим. При размещении в таре деталь не должна касаться ее краев.
- Градусник со значениями до +100 градусов Цельсия.
Профессионалы применяют для хромирования специальное оборудование — ванны, электроустановки, мойки и сушки, системы вентиляции. Даже при использовании «домашних аналогов» в емкости будут происходить те же химические процессы, поэтому результат будет приближен к промышленному.

Источник питания
Для нанесения хрома потребуется верно выбранный элемент питания. Годится заземленный источник постоянного тока, напряжение которого регулируется в пределах 1,5 – 12 В, максимальный ток — 20 А. Чтобы отрегулировать мощность, источник должен быть снабжен реостатом.
Состав и метод подготовки электролитов
Для осаждения хрома потребуется вскипятить и охладить воду либо купить дистиллированную. На каждый литр воды берут 250 г хромового ангидрида, 2 – 2,5 г серной кислоты. Удельная плотность последней должна составлять 1,84 г/куб. см.
Способ приготовления электролита для хромирования таков:
- Наполнить емкость водой на ½. Температура жидкости должна составить + 60 градусов.
- Осторожно насыпать хромовый ангидрид, перемешать до растворения.
- Влить воду до заполнения ванны.
- Добавить кислоту.
- Выдержать электролит 3,5 часа под действием номинального тока, что поможет выровнять плотность.

В результате цвет жидкости должен стать темно-коричневым. После она отстаивается 24 часа в прохладном помещении, затем используется по назначению.
Подготовка поверхности
От тщательности подготовительных мероприятий будет зависеть срок эксплуатации готового покрытия и его внешний вид. Вначале деталь нужно очистить, помыть, удалить любые загрязнители. Для более качественного очищения можно воспользоваться наждачкой с мелким зерном или шлифовальной машинкой. Важно, чтобы краска, лак, ржавчина были полностью удалены.

После чистки деталь следует обезжирить. Берут кальцинированную воду (50 г кальцинированной воды разводят в литре воды), добавляют 150 г гидроокиси натрия, 5 г силикатного клея.
Количество раствора можно при необходимости увеличить, сохраняя пропорции. Все компоненты нагревают до +90 градусов, выдерживают в средстве деталь 20 минут.
Время можно увеличить до 1 часа, если изделие сильно загрязнено.
Хромирование
Процесс хромирования прост, протекает согласно следующим этапам:
- Подогреть готовый, отстоявшийся электролит до +52 градусов, после держать такую температуру постоянно.
- В емкость, где уже установлены анод и катод, положить деталь, подогреть до получения указанной температуры.
- Подать напряжение, выдержать изделие 20 – 60 минут в зависимости от формы, типа изгибов.
- Достать изделие, промыть дистиллированной водой.
- Посушить деталь не менее 3 часов, полностью исключив загрязнение, касание руками.
Хромирование пластмассовых изделий проводится с еще большей осторожностью. Выделяющиеся пары очень токсичны, поэтому металлизировать пластик в жилых помещениях запрещено.
В процессе применяется гальваническая кисть со щетиной 25 мм диаметром, которую обматывают свинцовым проводом. Кисть крепят на торец сосуда, в котором налит электролит.
Со второго конца закрепляют диод, в цепи применяют понижающий трансформатор. Плюс трансформатора направляют на анод диода, щетиновую обмотку соединяют с катодом.
Равномерно наносят раствор на деталь, проходя по каждой зоне около 20 раз. Затем изделие сушат 3 часа.
Возможные дефекты и их причины
Нередко при металлизации возникает такой эффект, как наводороживание — повышается показатель содержания водорода в хромированной стали. Из-за подобной проблемы снижаются прочность, пластичность металла вследствие изменения его кристаллической решетки. Причины наводороживания стали разнообразны, чаще всего это связано с повышением температуры в процессе гальванизации.
Прочие неприятности, которые могут случиться при хромировании изделий:
- Неравномерность блеска. Случается при высокой силе тока, который подается на анод. Полностью блеск может отсутствовать при малом или слишком большом количестве хромового ангидрида, превышении объема серной кислоты.
- Коричневые пятна. Если на детали имеются такие дефекты, норма ангидрида в растворе сильно завышена либо не хватает серной кислоты.
- Мягкость покрытия. Причина — низкая сила тока во время гальванизации или снижение температуры воды.
- Быстрая отслойка хрома. Причина — плохое обезжиривание перед работой, снижение температуры раствора.
- Кратеры на поверхности изделия. Случается из-за задержки пузырьков водорода, на окисленных, пористых основаниях.
Отличный результат можно получить только при строгом следовании технологии. Это даст нужный эффект, сэкономив значительную сумму средств.
Источник: https://kraska.guru/specmaterialy/drugie-pokrytiya/xromirovanie.html
Хромирование. Как научиться гальваническому хромированию
- Хромирование – это просто! Для этого необходимы всего лишь 3 составляющие:
- – инвестиции в размере 55 000 руб.;
- – две недели;
- – желание работать.
Если находитесь на нашем сайте, то слово «хромирование» для вас не пустой звук. Рекомендуем прочитать статью до конца и даже перейти по ссылкам в ней.
Это интересно и познавательно, а, кроме того, может сберечь вам большие деньги.
«Хромирование» – десятки тысяч поисковых запросов на Яндексе в месяц. Почему это слово так будоражит умы пользователей интернета?
Ответ достаточно прост. Люди во все времена любили красоту, блеск и шик. Именно этим категориям как нельзя лучше удовлетворяют изделия, покрытые зеркальным хромом.

Немного заостримся на очевидных «неочевидностях». Ещё лет 20 назад все вещи назывались своими именами: хромирование означало покрытие металлом хром, золочение – золотом и так далее. Но, к сожалению, уже долгое время мы проживаем в эпоху этаких суррогатов. Кофе без кофеина, еда без калорий, жизнь без совести. На первый план вышло желание многих «не быть, а казаться».
Не обошла стороной эта тенденция и сферу нанесения покрытий из металла. На просторах интернета множество ресурсов, которые пишут о хромировании и даже предлагают приобрести некие материалы для хромирования, однако хромом там и не пахнет.
Под видом хромирования пытаются выдавать различные заменители – серебрение, нанесение алюминия, никелирование, кобальтирование и прочие способы получения зеркальных и относительно зеркальных покрытий.
Попадается порой даже нанесение порошковых лаков с громким лозунгом «Хромирование!».
Ответ прост – на сегодняшний момент покрытие настоящим хромом гальваническим методом является наиболее качественным и долговечным способом получения зеркальных покрытий.
Почему это так?
– Связано это с особенностями самого хрома (поверхность которого из-за очень быстро возникающей и устойчивой окисловой плёнки приобретает ряд свойств, присущих драгоценным металлам платиновой группы и не подвергается коррозии).
Сейчас говорим о главном
– Любой иной способ химического нанесения покрытий проигрывает гальваническому хромированию по внешней красоте, качеству и долговечности! Именно по этой причине многие пытаются громким заявлением про хромирование прикрыть недостатки и несостоятельность своих предложений по получению зеркальных покрытий металлами, так что будьте внимательны.
- Гальваническое хромирование бывает как зеркальным, так и матовым, молочным. Покрытия из хрома наносятся с разными целями, но основные две:
- – декоративная (для придания зеркальности, красоты, защиты и химической стойкости);
- – технологическая (для сообщения покрываемым поверхностям различных свойств (твёрдость, термическая и химическая стойкость и прочие), для восстановления поверхностей изношенных деталей и прочие).
Многие читатели наслышаны о сложности, вредности, дороговизне гальванического хромирования и отсутствии квалифицированных специалистов. И все эти данные, слухи имеют под собой реальные основания, все они соответствуют действительности, если речь идёт об обычном, известном много лет, процессе:
- Классический процесс гальванического хромирования чрезвычайно сложен и плохо поддаётся прогнозированию. Необходимо чётко контролировать ряд параметров и превышение температуры электролита, к примеру, на 1-2 градуса приводит к браку в покрытии. Иногда даже специалисты, имеющие стаж работы в гальванике по 10-20 лет не могут понять причину появления тех или иных дефектов покрытия.
- Процесс гальванического покрытия вреден для здоровья – это известно всем. И это, несомненно так. Горячие электролиты хромирования (а зеркальное хромирование происходит при температурах около 60° С) способствуют повышенному испарению вредных химических веществ. Как следствие, даже наличие приточно – вытяжной вентиляции не спасает от вредных воздействий. И совсем не просто так рабочие, которые трудятся на линиях по гальваническому покрытию, раньше прочих рабочих уходят на пенсию.
- Организация производственного участка по классическому гальваническому хромированию – дело чрезвычайно затратное. Из-за повышенной вредности необходимо предусмотреть множество дорогостоящего оборудования и средств защиты. Высокие затраты на сбор и последующую утилизацию (передача на переработку в специализированные организации) отработанных электролитов. Для обычного гальванического хромирования используются токи от 30 до 150 А/дм²! То есть, необходимы не просто выпрямители постоянного тока (блоки питания), а целые питающие станции, стоимость которых достигает нескольких миллионов рублей. Необходимость точно выдерживать ряд параметров значительно повышает затраты. Тут нельзя обойтись оборудованием любительского уровня. Всё только профессиональное и стоящее многих денег (для проверки откройте сайт любой фирмы, торгующей оборудованием для гальваники и посмотрите на порядок цен). И это ещё не всё! В редких производственных помещениях есть подвод электричества с возможностью выдачи огромного количества киловатт (напомню, что сила тока может достигать 2000-3000-4000 Ампер). А это значит, что нужна своя питающая подстанция, и даже линия ввода электричества с кабелем соответствующего сечения (а это проектные работы на каждом этапе, согласования, оплата подрядных работ – в общем, деньги, деньги и ещё раз деньги)
- Квалифицированных специалистов в области гальванических процессов (я о тех, кто руками работает – эффективных менеджеров даже слишком много) катастрофически не хватает. Советские кадры, по большей части, ушли на пенсию. Из-за развала системы профессионально – технического образования в 90-е годы новые кадры не подготовили. Результат – полный профессиональный вакуум и деградация.
Все эти причины сделали гальваническое хромирование дефицитным и чрезвычайно востребованным на рынке. А развал и последующее исчезновение сотен промышленных предприятий, на которых были гальванические участки, только усугубил ситуацию.
Ещё больше усложняет задачу тот факт, что качественное гальваническое хромирование происходит только послойно: медь, никель и только затем уже хром. И только так, если мы хотим, чтобы хромированные изделия служили годами.

Время, затраченное на преодоление сложностей, сопряженных с гальваническим хромированием составило много лет, сотни и тысячи экспериментов, сотни тысяч рублей и миллиарды сожженных нервных клеток, которые, как известно, не восстанавливаются. На этом долгом пути мы решили множество задач и задачек и готовы предложить чёткий ответ на вопрос:
И, что немаловажно, с минимальными затратами.
Итак, как уже упоминалось выше, качественное покрытие гальваническим хромом возможно только по схеме: 1. слой меди, 2. слой никеля и 3. слой хрома. Связано это с целым рядом причин – естественная пористость покрытий из различных металлов, толщина слоя наносимых металлов и пр. Именно соблюдение послойности является залогом качества покрытий из хрома.
Именно эти материалы и решают все проблемы на пути к хромированию. Они превращают слабо прогнозируемое «таинство» обычного хромирования (со всеми шаманскими атрибутами – танцы с бубном и заговоры) в обычную работу. И эту работу может освоить каждый.
Итак, предлагаю «пройти» всю технологическую цепочку вместе и заострить ваше внимание на тех отличиях и особенностях, которые значительно упрощают хромирование FunChrome по сравнению с обычным хромированием.
Как известно, хромировать можно как изделия из различных металлов («черные» металлы, медь, бронза, латунь, алюминий и его сплавы и пр.), так и диэлектриков (материалы, не проводящие электрический ток – камень, пластики, дерево, стекло, фарфор и пр.).
Процесс подготовки изделий из металлов одинаков у обычного и представляет собой обезжиривание, декапирование (подтравливание в растворе кислоты). Далее идёт нанесение покрытия из меди.
При обычном хромировании используются электролиты, которые необходимо подогревать и они содержат цианистые соединения. Как вы понимаете, интенсивные испарения горячих цианидных электролитов не добавят Вам здоровья.
Электролит меднения FunChrome HandMade работает при комнатной температуре (экономия на оборудовании для подогрева и контроля температуры электролита).
При обычном хромировании наращивается слой меди, затем заполировывается (вручную, между прочим), затем опять наращивается, опять полируется… Много утомительной и долгой ручной работы.
Электролит меднения HandMade наносит сразу блестящие покрытия (не надо вручную полировать) и имеет отличную рассеивающую способность (покрытие будет даже в самых труднодоступных местах).
Однако, при необходимости получения зеркальных покрытий с высокой отражающей способностью, надо применять электролит для зеркального меднения
При меднении диэлектриков медь, нанесённая нашими материалами имеет очень хорошую адгезию к материалу изделия. А проблема адгезии (сцепляемости) меди к диэлектрикам стоит очень остро. Мы её решили.
Нанесение никеля на слой меди на начальных этапах целесообразно производить химическим способом с использованием материалов FunChrome Nickel. Позволяет наносить никелевое покрытие толщиной до 200 мкм.
, естественная пористость исчезает при толщинах от 6 мкм. Для повышения зеркальности можно использовать специализированную блескообразующую добавку, которая повышает зеркальность на 1-2 класса. Рабочий раствор абсолютно безвреден.
Не требует оборудования.
Процесс же гальванического никелирования более сложен технологически и на этапе освоения и начала работы абсолютно не нужен.
Процесс хромирования FunChrome происходит при комнатной температуре электролита. Нет нужды бояться превысить температурный диапазон на 1° С. Процесс прост и предсказуем.
Если о вредности обычного хромирования мы упоминали выше, то подробнее остановимся на материалах для хромирования FunChrome HandMade. Как ни странно, но, при соблюдении достаточно простых требований техники безопасности процесс гальванического хромирования безвреден. И даже более безопасен, чем химическая металлизация серебром методом распыления.
Дело в том, что при химической металлизации распыляются соединения аммиачной группы, что чрезвычайно вредно для здоровья. И какие бы маски не одевались на лица при нанесении покрытий химической металлизацией, эти соединения всё равно проникают в организм.
О вредности аммиачных соединений для организма человека можно без труда прочитать в интернете – переживаний хватит не на одну бессонную ночь.
Ситуация с электролитом хромирования FunChrome диаметрально противоположна. Электролит работает при комнатной температуре, что значительно снижает какие-либо испарения вообще.
И для того, что бы вообще убрать какие-либо испарения достаточно просто прикрыть ванну с электролитом листом обыкновенного стекла. И всё – никаких испарений нет, хоть пищу принимай рядом (помните, перед едой надо мыть руки с мылом!).
Кроме того, специально разработанный нами метод утилизации отработанных электролитов хромирования делает этот процесс очень дешевым.
Экономия финансов происходит буквально на каждом этапе. Для работы достаточно даже гаража. Необходимо устроить простенькую вытяжную вентиляцию (в качестве СИЗов ещё нужны перчатки и маска). Ванны для электролитов элементарно делаются своими руками из листов полипропилена с помощью обычного строительного фена (десятки пошаговых видео на YouTube в помощь).
Используемые токи – от 3 до 10-15 А/дм.² (это в десятки раз ниже, чем при обычном блестящем хромировании). Отсюда и ненадобность своих подстанций, линий, завышенных требований к помещению.
Для работы (именно работы, а не освоения технологического процесса) достаточно выпрямителя (блока питания) стоимостью всего в 30 – 60 тысяч рублей.
Не правда ли, разница с многомиллионными затратами при обычном хромировании колоссальна и достигает нескольких порядков (в сотни раз)!!
Квалифицированным специалистом в области хромирования может стать каждый из вас. И это достаточно просто. Вместе с комплектами материалов прилагаются подробнейшие технологические инструкции (в них подробнейшим образом раскрыты все вопросы – от подготовки к процессу и техники безопасности до перечня типичных ошибок и методов их устранения).
По сути, процесс освоения технологии гальванического хромирования сводится к простому выполнению требований технологических инструкций. Кроме того, всем нашим партнёрам FunChrome оказывает полноценную технологическую поддержку. Всегда можно позвонить или написать, задать вопрос и получить квалифицированный ответ.
Всегда можно быть уверенным, что проблема будет решена.
Конечно, это не означает того, что всё произойдёт само собой. Для освоения всех этапов процесса надо приложить труд и упорство. Предварительные результаты наших партнёров – освоение процессов и получение результата в течение 10-14 дней.
- Для начала необходимо рабочее помещение. Его можно оборудовать даже в обычном гараже. Главное условие – приемлемая температура (не ниже 18° С) и наличие электричества;
- Необходимо приобрести пробные комплекты материалов для меднения (стоимость 10070 руб.), зеркального меднения (4250 руб.), никелирования (7840 руб.) и хромирования (17100 руб.). Общая стоимость материалов составляет 39 260 руб. (по ссылкам, внизу каждой страницы указан исчерпывающий список того, что входит в комплект материалов);
- Начальный комплект оборудования. Можно приобрести у нас, так и собрать самостоятельно. По ссылке есть перечень того, что включено и фотографии предлагаемого блока питания. Можно посмотреть марку на фото и приобрести самостоятельно. Стоимость данного комплекта у нас составляет 9930 руб.
- Некоторые мелочи (дистиллированная вода, средства для обезжиривания, дополнительные перчатки и кофе в перерывах) – максимальная стоимость всего 4000 руб.
- Доставка материалов и оборудования по России до терминала транспортной компании в вашем городе 1800 руб. вне зависимости от региона.

Источник: https://funchrome.ru/khromirovanie/
Как правильно хромировать металл?
Чтобы защитить металлические конструкции от коррозии, повысить прочностные характеристики и улучшить эстетичность их внешнего вида, применяют технологию хромирования. Она относительно несложная и доступна для освоения, но перед тем, как хромировать любой металл, нужно тщательно изучить технологию обработки, чтобы не допустить ошибок.

Что такое хромирование?
Хромирование деталей заключается в нанесении специального покрытия на металлическую поверхность. Существует два основных метода:
- Насыщение поверхностных слоёв диффузионным методом. Максимальное число атомов хрома проникает внутрь металлической кристаллической решётки.
- Электролитический метод. Заключается в катодном осаждении хрома на стальную конструкцию под действием электрического тока.
Покрытие хромом проводится только на чистую подготовленную поверхность. Особенностью процесса является нанесение однородного слоя определённой толщины на конструкции различных форм. Покрытие может выполнять декоративную или защитную функцию.
Толщина образуемого слоя — от 0,075 до 0,25 мм. Твёрдость — 66–70 HRC. Поверхность имеет шероховатости и чем толще наносимое покрытие, тем больше дефектов. Поэтому после хромирования требуется полировка заготовок.
Технология предусматривает применение растворов:
- с хромовым ангидридом;
- с сульфатом или хлоридом хрома.
Зачем нужно хромирование?
Процесс хромирования проводится для следующих целей:
- Защиты металлов от коррозии, резких перепадов температуры.
- Восстановления поверхности металла. Возможно повышение срока эксплуатации конструкций, при условии износа поверхности на глубину до 1 мм.
- Повышения износостойкости. Хромовое покрытие способно стойко переносить трение, механические воздействия, температурные расширения. Позволяет защищать основной металл от негативных внешних факторов.
- Улучшения отражающих свойств. Хромированный слой обладает отражающими свойствами. Применяется в осветительных приборах для улучшения видимости корпусных элементов или знаков.
Увеличение защитных качеств ( Instagram / chrome_fusiontech)
Технология хромирования деталей
Существуют следующие виды хромирования:
- В электролитической среде. Атомы Cr осаждаются на токопроводящие наружные слои металла. Реакция протекает при подаче напряжения на электроды. Образуемый слой отличается стойкостью к химически активным средам и механическим воздействиям.
- Химическое хромирование. Это восстановительная реакция хрома из солевого раствора в присутствии реагентов. Наличие фосфора позволяет избавиться от серого оттенка на металле. Метод требует обязательного использования защитной экипировки.
- Декоративное хромирование с применением гальванической кисти. Метод простой и не требует наличия опыта проведения подобных работ. Контроль толщины происходит одновременно с процедурой нанесения хромового покрытия.
Оборудование для хромирования
Для хромирования в домашних условиях потребуется:
- Гальваническая ванна. Это ёмкость, покрытая снаружи теплоизоляционным слоем. Подходит любой сосуд, стойкий к химической среде.
- Источник питания для подключения электродов. Он должен иметь мощность до 1 кВт, регулятор по напряжению, рассчитанный на ток 50 А.
- Нагреватель из материала стойкого к кислой среде для подогрева электролита.
- Температурный датчик, откалиброванный для измерений при температурах от 00С до +1000С.
- Свинцовая пластина, выполняющая роль анода. Нужно сделать крепление внутри ёмкости, чтобы она была от стенок на расстоянии. Катодом служит деталь, к которой нужно прочно закрепить контактный провод.
Новичкам рекомендуется использовать набор для хромирования, в котором есть нужные реагенты для химической металлизации. Многие производители в комплект включают подробную инструкцию по нанесению покрытия.
Гальваническая ванна ( Instagram / pt_plast)
Как хромировать детали?
Хромирование конструкций своими руками в домашних условиях необходимо выполнять в просторном нежилом помещении. Нужно подготовить инструменты, плотную одежду, очки, респиратор.
Для подготовки раствора нужно использовать неметаллические ёмкости. Связано это с необходимостью применения окислительного раствора.
В качестве катода следует использовать тонколистовой свинец или оловянный сплав. Ванна для электролиза может быть пластиковая цилиндрическая или прямоугольная. Если раствора было приготовлено больше требуемого объёма, его можно хранить в герметичной ёмкости с крышкой.
Для приготовления электролита должны быть использованы только чистые вещества. Хромовый ангидрид недоступен в свободной продаже.
Пошаговое хромирование деталей автомобилей:
- Деталь очистить от грязи и отполировать.
- При обработке стали проводят активацию поверхности. Она заключается в погружении заготовки в соляную кислоту на 5–20 минут. Длительность зависит от размеров и сложности поверхности.
- С детали смываются остатки кислоты.
- После высыхания конструкция погружается в ванну с раствором электролита.
- Внутри ванны устанавливается анодная свинцовая пластинка, к ней подключается плюсовой контакт от источника тока. К детали подсоединяется минусовый провод.
- Включается питание на 20-40 минут. По истечении времени деталь извлекается наружу.
- Через 3 часа хромированную поверхность шлифуют до блеска.
Для получения качественного покрытия нужно обеспечить:
- стабильное электрическое напряжение;
- соблюдение пропорций электролита;
- подготовку детали в соответствии с требованиями технологии;
- контроль и соблюдение температурного режима;
- выдержку электролита под током определённое время (от трех часов).
Подготовка детали
Перед хромированием деталей своими руками нужно:
- Очистить детали от грязи.
- Снять с металлической поверхности слой ржавчины. Зачистка выполняется наждачной бумагой
- Очистительными средствами удалить пятна жира, масел.
Очистка металла от ржавчины ( Instagram / decorsizumom)
Как готовить электролит?
Для хромирования деталей в домашних условиях нужен электролит. Пропорции ингредиентов для приготовления раствора:
- ангидрид в растворе 150–250 г/л;
- серной кислоты от 1,5–2,5 г на литр раствора.
Ангидрид хрома ядовит, его применение смертельно опасно.
Приготовление электролита:
- Стеклянный сосуд на 50% заполняется водой, нагретой до +600С.
- В соответствии с количеством налитой воды добавляется ангидрид. Смесь перемешивается до полного растворения.
- Доливается вода до наполнения сосуда.
- Заливается в пропорции кислота, жидкость тщательно перемешивается.
При электролитическом восстановлении катод присоединяется к заготовке, а анод – погружается в подготовленный раствор.
Раствор, оставшийся после хромирования, нужно утилизировать. Он канцерогенен и может вызывать кожные заболевания, появление опухолей.
Этапы хромирования
Пошаговая процедура хромирования в домашних условиях:
- Раствор электролита нагревают до +52 градусов и выдерживают.
- Подготавливают сосуд для электролиза. В сосуде закрепляют анод, размещают заготовку, фиксируют на равноудалённом расстоянии от стенок. Прогревают до температуры раствора.
- В подготовленную ёмкость заливают электролит.
- На электроды 20–60 минут подаётся напряжение. Длительность зависит от объёма ёмкости, размеров, формы детали.
- Заготовка вынимается, промывается, сушится. Сушить следует на чистой поверхности. Важно исключить контакт с посторонними предметами.
Чтобы нанести хром на пластик декоративным способом, нужно выполнить следующее:
- Обеспечить качественное вентилирование помещения.
- Подобрать кисть с длиной ворса 2,5 см, обмотать её проводом из свинца.
- Закрепить кисть в торцевой части цилиндрической ёмкости.
- С противоположной стороны прикрепить диод.
- В ёмкость залить подготовленный электролит.
- В качестве источника питания в электрическую цепь подключается понижающий трансформатор. Минусовый контакт подключается к хромируемой заготовке, а плюсовый — к анодному диоду.
- На заготовку кистью нанести электролитический раствор. Каждый участок поверхности обрабатывается кистью от 20 раз.
- Отключить питание трансформатора.
- Достать из емкости заготовку, обработать и высушить деталь. Если на поверхности была грязь, её можно удалить при помощи воздушного потока, создаваемого компрессором.
- При сушке деталь не должна контактировать с посторонними предметами или подвергаться загрязнениям.
Подготовка к хромированию ( Instagram / galvaprom)
Причины появления дефектов
Причины создания дефектного покрытия:
- несоблюдение пропорций компонентов;
- нарушение температурного режима;
- отклонение от нормированных электрических параметров;
- обработка заготовок из самопассивирующихся металлов, не прошедших травления;
- некачественная очистка поверхности.
При хромировании в домашних условиях повышается риск возникновения дефектов:
- Отсутствует блеск. Основной причиной является повышенное количество ангидрида хрома в смеси. Также возможны ситуации с низкой концентрацией серной кислоты или превышении токового значения.
- Неравномерный блеск. Возникает в результате повышенных значений подаваемого на электроды тока либо несоблюдении температурного нагрева электролита.
- На наружном слое образовались коричневые пятна. В растворе повышенная концентрация хромового ангидрида или недостаточное количество серной кислоты.
- Появились небольшие раковины снаружи заготовки. Результатом такого эффекта является некачественная подготовка детали к обработке: полировка выполнена некачественно. Другая причина — наличие водорода на наружном слое.
- Неравномерность толщины хромового покрытия. Создаётся по причине подачи повышенной силы тока на электроды.
- Покрытие имеет низкую прочность, при механических воздействиях остаются следы. Возникает при недостаточной температуре прогрева.
- Наличие трещин в покрытии. Связано с применением электролита, в котором концентрация железа более 0,15 кг/л.
- Отсутствие хромированного покрытия на некоторых участках детали. В электролите присутствуют растворённые нитраты.
- Происходит отслаивание хромового слоя. В ходе электролиза напряжение, подаваемое от источника тока, было нестабильным или снизилась температура электролита. Другой причиной может быть плохо обезжиренная поверхность.
Любой металл подвержен коррозии, но его можно покрыть защитным слоем. Наиболее простым методом защиты металла считается хромирование. Чтобы правильно провести обработку, нужно изучить нюансы этого процесса и подготовить необходимый инструмент.
«Хромирование» Химическая Металлизация Секреты Технологии Бесплатно Как правильно хромировать металл? Ссылка на основную публикацию 

Источник: https://metalloy.ru/obrabotka/zashhita/kak-hromirovat-metall
Как можно самостоятельно хромировать детали в домашних условиях?
Необязательно быть химиком со стажем, чтобы провести хромирование деталей в домашних условиях своими руками.
Данный метод доступен рядовому умельцу, не нуждается в привлечении профессиональных знаний и потому остается популярным способом обработки.
Технология позволяет получить блестящую поверхность на металлической, пластмассовой, стеклянной или деревянной основе, не теряющую своего блеска под влиянием воздуха и воды.
Существуют схожие операции получения дополнительного металлического слоя: цинкование, никелирование, серебрение. Хромировка деталей (процесс нанесения хрома на изделие) включает несколько функций:
- Защитную. Слой хрома устойчив к температурным перепадам; он улучшает физико-химические характеристики поверхности, защищая ее от окисления, предавая предметам (деталям автомобилей, велосипедов, приборов) дополнительную прочность.
- Декоративную. Результатом гальванизации становится привлекательный внешний вид любого транспортного средства. Декоративное хромирование выгодно преображает детали интерьера — крепежные элементы потолочных карнизов, фурнитуру (ручки дверей или мебельные), декоративные подставки, сувениры.
- Восстанавливающую. Продлевает срок службы изношенной поверхности валов, втулок (если глубина износа не превышает 1 мм), тем самым увеличивая срок эксплуатации.
- Повышает износоустойчивость двигателей внутреннего сгорания (осаждается на трущиеся поверхности), всевозможных штампов и матриц, мерильных инструментов.
- Улучшает отражательные свойства (хромирование отражателей фар, производство прожекторов, технических и бытовых зеркал).
Технологии хромирования
Хромирование в домашних условиях может осуществляться несколькими способами:
- Гальванический (электролитический) метод. Атомы хрома из раствора электролита осаждается на поверхность заготовки под действием электрического тока. Наиболее популярный, способ имеет широкую сферу применения, включая создание изделий, обладающих отражающими свойствами. Гальваническое осаждение хрома позволяет добиться качественного покрытия, устойчивого к механическим и химическим повреждениям.
- Химический (каталитический). Метод основан на взаимодействии реагентов и восстановлении хрома из своих солей; электрический ток не применяется. Получаемый слой первоначально имеет серый цвет и нуждается в полировке. Химическое хромирование, из-за присутствия среди реагентов фосфора, позволяет покрывать качественным твердым слоем изделия сложной формы, включающие полости.
- Диффузионный метод (напыление хрома осуществляется с использованием гальванической кисти). Хромирование деталей в домашних условиях диффузным методом — компактный способ обработки, не требующий организации ванны. Контроль толщины и качества покрытия возможен непосредственно во время операции.
Металлизация хромом — химический процесс, сопровождающийся выделением токсичных (канцерогенных) веществ, наносящих вред здоровью человека и природной среде.
Поэтому для гальваники в домашних условиях подбирается нежилое, безупречно проветриваемое помещение.
Лучшим выбором является гараж или отдельно стоящая мастерская с эффективной принудительной вентиляцией (вытяжкой). Следует продумать утилизацию отходов.

Хромовый электролит выделяет летучие соединения, способные вступать в контакт и разрушать любую органику. Пары несут опасность для кожи и слизистых оболочек. Для защиты от испарений используют очки и маску-респиратор.
Хромирование в домашних условиях проводится в спецодежде, сапогах и фартуке. Руки защищают плотными латексными или резиновыми перчатками. Перед работой рекомендуется смазать носовую полость мазью, состоящей из вазелина и ланолина (в отношении 2 к 1).
Чтобы провести хромирование своими руками в домашних условиях на достойном уровне, часть инвентаря предлагается изготовить из подручных средств. В число предметов, составляющих набор для хромирования гальваническим путем, входит:
- Гальваническая ванна – сосуд из пластика, стекла, полиэтилена или пропилена (устойчивый к продолжительному воздействию агрессивной среды); подойдет и эмалированный. Для небольших предметов идеальна стеклянная банка. Для качественного электролиза выбранную посуду необходимо теплоизолировать (поместить в деревянный ящик, обитый изнутри стеклотканью с дополнительным утеплением минеральной или стекловатой).
- Источник питания – должен иметь характеристики: силу тока 50 А, допустимое напряжение 12 В, общую мощность не более 1 кВт.
- Нагревательное устройство для электролита, выдерживающее контакт с агрессивной средой (керамический ТЭН) соответствующей мощности. Допустимо использовать внешний подогреватель.
- Термометр, калиброванный до 100° по Цельсию.
- Крышка, герметично притертая к сосуду с электролитом (не металлическая).
- Электроды – анодом служит свинцовая пластина. Она погружается в емкость, катод присоединяется к хромируемому образцу. В роли катода удобно использовать зажим, удерживающий деталь. Последняя размещается в электролите так, чтобы не допустить касания стенок, дна и анода.
Источник питания
Для гальваники в домашней лаборатории подойдет заземленный источник постоянного тока с регулируемым напряжением 1,5-12 В, с максимальным током 20 А (для регулировки выходной мощности удобно пользоваться реостатом).
Выбор сечения соединительных проводов делают с учетом максимальной нагрузки (силы тока). Для хромирования мелких деталей используют провода с сечением 2,5 мм.
Состав и методика подготовки электролита
В смеси для осаждения хрома содержится:
- Дистиллированная (из аптеки) либо водопроводная (прокипяченная и отстоянная, идеально — фильтрованная) вода.
- Хромовый ангидрид (CrO3), из расчета 250 г на 1 л воды.
- Серная кислота (H2SO4) – 2-2.5 г/л (с удельной плотностью 1,84 г/см3).
Порядок приготовления:
- Сосуд наполовину заполнить водой, разогретой до 60º С.
- Всыпать хромовый ангидрид; добиться полного растворения, размешивая.
- Долить оставшуюся воду, осторожно добавить кислоту, перемешать.
- Электролит выдерживается 3,5 часа под номинальным током (для выравнивания плотности).
При соблюдении всех правил электролит становится темно-коричневым, после чего смесь отстаивается в прохладном помещении 1 сутки.
Чем лучше подготовить поверхность изделия, тем меньше проблем возникнет во время гальванического хромирования и качественнее будет покрытие.
- Предварительная механическая и химическая очистка. Удаляются сильные загрязнения (лак, краску, пятна ржавчины). Ржавчину с поверхности металла можно удалить травлением в кислоте, остатки краски — наждачной бумагой.
- Тонкая очистка. Следы загрязнений тщательно удаляются чистым куском материи.
- Обезжиривание. Для процедуры нужен раствор из 150 г едкого натра, 50 г кальцинированной соды и 5 г силикатного клея (расчет на 1 литр воды). Предмет выдерживается в растворе 20-60 минут при 90° С; на время влияет сложность формы.
Хромирование
- Электролит подогревается до 52±2°С (во время процесса поддерживается неизменный температурный режим).
- В сосуд (с закрепленным анодом) помещается деталь с прикрепленным катодом и прогревается до уравнивания температур.
- Подается напряжение.
Время осаждения составляет от 20 минут до 1-2 часов, что определяется формой предмета.
- Деталь вынимается, промывается в дистиллированной воде (несколько раз) и сушится 3 часа; во время сушки прикасаться к ней нельзя. По такой методике хромируют детали из стали, латуни, бронзы.
Способ хромирования пластика дома
Чтобы обеспечить хромирование пластика в домашних условиях, целесообразно изготовить гальваническую кисть (метод применим и для металлических изделий):
- Щетина (подойдет от малярной кисти) диаметром 20-25 мм плотно обматывается свинцовым проводом. Ее закрепляют с торца сосуда цилиндрической формы, который заправляется электролитом. Удобно использовать емкость, сделанную из оргстекла (контроль уровня раствора). В другом торце крепится диод.
- В схеме используется понижающий трансформатор (12 В, 0,8-1 А). Минус трансформатора крепится на хромируемый предмет (зажимом «крокодил»). Плюс идет на анод диода, катод диода подсоединяется к обмотке щетины.
- Слой жидкости наносится на обрабатываемую поверхность плавными равномерными движениями; каждый участок проходится кистью не менее 20 раз, не отрывая ее от поверхности.
- По завершении гальванотехники предмет промывают и сушат; грязь убирают компрессором.
- Видео: уникальная методика хромирования в домашних условиях.
Возможные дефекты и их причины
- Хром не оседает на заготовке. Причина может заключаться в слабом контакте, пленке окислов или маленьком расстоянии между электродами. Процесс нарушается из-за неверно подобранного сечения проводников, избытка серной кислоты, малой плотности тока или слишком горячего электролита.
- Блеск поверхности отсутствует или неравномерный (с потемнениями и пятнами). Не соблюден температурный режим электролита и концентрация реактивов. Превышена сила тока.
- Наблюдаются наросты металлического хрома на углах предмета. Плотность тока выше рекомендованной.
- Дефекты (раковины) на хромировке. Плохая очистка.
Избыточный ток, задержка водорода.
- Отслоение покрытия. Некачественное обезжиривание, скачки напряжения, плотности тока или температуры.
Процесс того, как сделать хромирование деталей своими руками, привлекает доступностью и очевидной экономией средств.
Не надо иметь специальное образование, чтобы провести хромирование комплекта дисков или всего кузова, получить оригинальные ручки для дверей или шкафа.
Украсить пластик слоем хрома в домашней мастерской не сложнее, чем металл. Залогом блестящего результата станет доскональное соблюдение правил безопасности и внимание к деталям технологического процесса.
Источник: https://metmastanki.ru/hromirovanie-detaley-v-domashnih-usloviyah
Гальваническое хромирование
Гальваническое хромовое покрытие нашло очень широкое распространение, т.к. отличается высокой износостойкостью, твердостью, прочностью, химической и термической устойчивостью. Гальваническое хромовое покрытие отличается высокими декоративными свойствами (оно не тускнеет и не меняет цвет даже при нагреве).
На хромовое покрытие не оказывают влияние соединения серы (которые являются очень вредными для многих других покрытий). При воздействии сильных окислителей или просто на открытом воздухе поверхность хромового покрытия переходит в пассивное состояние (на ней образуется тонкая пленка оксидов).
Хром достаточно быстро растворяется в горячей серной кислоте и в соляной. Он нерастворим в растворах серной и азотной кислот. Существенным недостатком защитного гальванического хромового покрытия можно назвать то, что при наличии в нем пор, царапин, трещин и т.п.
оно не обеспечивает электрохимической защиты от коррозии, т.к. имеет положительный потенциал.
Гальванические хромовые покрытия используются:
— при изготовлении отражателей, зеркал, прожекторов и т.д. (покрытие обладает высокими отражающими свойствами, которые уступают только алюминию и серебру, но эти свойства более стабильны в силу хорошей устойчивости хрома к окислению);
— в защитно-декоративных целях (с подслоем никеля и меди хромовое покрытие отлично защищает от коррозии сталь и придает изделию привлекательный внешний вид). Защитно-декоративное гальваническое хромирование используют для формирования слоев на некоторых деталях автомобилей, приборах, мотоциклах, велосипедах и т.д.);
— для восстановления размеров (например, на изношенную поверхность термообработанных валов и втулок наращивают хромовый слой, что позволяет продлить срок эксплуатации изделий и восстановить первоначальные размеры);
— для увеличения износостойкости ответственных деталей.
Толщина гальванического хромового покрытия устанавливается в зависимости от его назначения и условий эксплуатации. Толщина слоя, предназначенного для восстановления изношенных размеров, может достигать 500 мкм.
Защитно-декоративные слои, нанесенные на детали из меди и сплавов на ее основе, по толщине составляют около 6,0 – 9,0 мкм, а на никелевом подслое – 0,5 – 1,5 мкм. Если необходимо повысить износостойкость штампов, пресс-форм и т.п.
, то толщина хромового слоя может колебаться пределах от 9 до 60 мкм.
Режимы гальванического хромирования
Режимы нанесения гальванического хромового покрытия оказывают очень большое влияние на качество готового хромового покрытия и его защитно-декоративные свойства (в том числе и устойчивость к коррозии).
Сразу после загрузки деталей в сульфатный электролит подается ток, превышающий в полтора раза расчетное значение тока (и поддерживается в течение 15 – 30 секунд).
Это так называемый «толчок» тока, который необходим для того, чтоб улучшить кроющую способность сульфатных электролитов. Потом ток снижается до номинального. Особо необходим такой «толчок» тока, если гальваническое хромовое покрытие наносится на изделия из чугуна.
Если покрытие наносится на детали, изготовленные из стали, то сначала подается противоположный ток (для анодного растворения пленок оксидов), а затем уже «толчок» тока в прямом направлении.
Покрытия, полученные в сульфатных электролитах при температуре 330 – 332К и плотности тока 30 – 50 А/дм2, будут отличаться высокой износостойкостью. Защитно-декоративные хромовые покрытия в сульфатных электролитах получают при температуре 320 – 325К и плотности тока 15 – 20 А/дм2. Молочный (матовый) слой формируется при плотности тока 25 – 35 А/дм2 и температуре 342 – 344К.
Пористые хромовые покрытия. На поверхности хромовых покрытий (кроме «молочных») в процессе их нанесения формируются поры и трещины, которые значительно снижают их защитные свойства. Но иногда просто необходимо, чтоб эти трещины и поры присутствовали.
Кроме того, хромированную деталь подвергают дополнительной анодной обработке в том же электролите, в котором наносилось покрытие. Это проводится с целью расширения пор в покрытии. В большие поры заходят и удерживаются смазочные материалы.
При катодной плотности тока 40 – 60 А/дм2 и температуре 325 – 331К получается наиболее развитая сетка каналов и пор на поверхности хромированной детали. Анодная обработка проводится в течение 10 – 12 минут.
Особенности гальванического хромирования
В процессе нанесения гальванического хромового покрытия на поверхности нерастворимого анода происходит интенсивное выделение кислорода, а на катодной поверхности идет выделение водорода, т.к. процесс проводится при низком катодном выходе по току.
Газы, выделяющиеся в процессе электролитического хромирования, поднимаются вверх и уносят с собой в вентиляционные каналы капельки электролита. Это приводит к достаточно большим потерям рабочих жидкостей и создает необходимость оборудовать гальванические ванны вытяжными системами.
Для улучшения условий труда работников гальванических цехов и уменьшения потерь электролита в него вводят специальный препарат «Хромин». Он уменьшает поверхностное натяжение электролита, за счет чего уменьшаются его потери.
Вводить «Хромин» необходимо в точно указанных в инструкции количествах и постоянно контролировать его содержание в электролите. Необходимо также обращать внимание на содержание в препарате фтора, который оказывает разрушающее действие на свинцовую футеровку гальванических ванн гальванического хромирования.
Если вместо свинца в качестве футеровочного материала использовать титан – срок службы ванны будет продлен. Присутствие на поверхности электролита (на зеркале ванны) плавающих инертных частиц (например, фторопласта, полиэтилена, полипропилена и т.п.) также приводит к дополнительным потерям рабочего раствора.
Для формирования хромового покрытия на внутренних поверхностях деталей необходимы дополнительные аноды.
Их необходимо монтировать так, чтоб они не соприкасались с катодной поверхностью и не являлись препятствием для выхода газов.
В качестве материалов для дополнительных анодов может применяться сталь со свинцовым покрытием, чистый свинец и (в некоторых случаях) сталь без какого-либо покрытия.
При монтаже деталей на подвесочное оборудование следует обращать внимание на то, чтоб они не экранировали друг друга и имели достаточно жесткий контакт. Во избежание перегрева подвесок ток должен проходить по элементам с достаточно большим сечением.
При прохождении тока выделяется достаточно большое количество тепла, которое влияет на температуру электролита. Чтоб избежать проблем с качеством готового хромового покрытия, необходимо правильно установить степень загрузки гальванической ванны деталями.
Соотношение силы тока, который проходит через ванну, к ее объему (объемная плотность тока) не должно превышать 1 А/л.
При гальваническом хромировании водород, выделяющийся на поверхности катода, частично проникает в структуру стали (материала деталей, на которые наносится покрытие) и создает внутренние напряжения. Это может привести к коррозионному растрескиванию деталей.
В некоторых случаях внутренние напряжения, возникшие при гальваническом хромировании, могут суммироваться с напряжениями, которые возникли во время подготовительных операций и детали могут потрескаться (особенно, если у них достаточно тонкие стенки).
Для того, чтоб со стальных и термообработанных деталей удалить водород, образованный после процесса гальванического хромирования, их в течение 1 – 1,5 часа при температуре 445 — 455К прогревают на воздухе или в масле.
Двухслойные комбинированные покрытия
Двухслойные комбинированные покрытия формируются для того, чтоб придать хромовому слою одновременно износостойкость и защитные свойства. Хороший вариант – это комбинация беспористого молочного хрома и износостойкого.
Сначала при температуре 343К и катодной плотности тока 30 А/дм2 наносится слой молочного хрома, толщиной около 9 мкм. Этот процесс длиться около 20 – 30 минут.
Далее электролит охлаждается до рабочей температуры 323 – 328К и изделие дальше хромируется при катодной плотности тока уже 45 – 55 А/дм2.
Продолжительность второго процесса хромирования зависит от толщины слоя, который необходимо получить, а значит и от назначения хромированной детали. Для того, чтоб слой молочного хрома и износостойкого хорошо сцеплялись между собой, после нанесения первого проводят дополнительную обработку при 5 А/дм2.
Черное хромирование
Черное хромирование применяется для формирования защитных слоев на деталях, которые должны обладать хорошей теплоотдачей (например, радиаторы) и оптических систем.
Черный хромовый слой отличается достаточно небольшой толщиной – 1,5 – 2 мкм. Для защиты металлов от коррозии слой черного хрома комбинируют с молочным.
Если деталь изготовлена из цветного металла – толщина подслоя должна составлять не менее 3 – 6 мкм. А если же из черного – не менее 9 мкм.
Черное хромовое покрытие отличается повышенной износостойкостью (в отличие от покрытий, полученных в результате оксидирования или черного никелирования). Оно также обладает хорошей термостойкостью и сохраняет свои свойства до температуры 773К.
Черное хромирование может проводиться в нескольких электролитах. Результат будет равноценным (свойства осажденного гальванического хромового слоя не будут отличаться). Выбор состава электролита диктуется только наличием необходимых материалов.
Удаление некачественного гальванического хромового покрытия
Дефектное покрытие удаляется с использованием электрохимического или химического способа.
Электрохимическое удаление гальванического хромового покрытия подразумевает анодное растворение в электролите, который содержит 150 – 200 г/л едкого натра. Процесс проводится при плотности тока 3 – 10 А/дм2 и комнатной температуре.
При химическом удалении хромированную деталь погружают в раствор соляной кислоты с водой в соотношении 1:1 и при температуре 300 – 314К.
Источник: https://www.okorrozii.com/galvanicheskoe-hromirivanie.html





