- Сверла по дереву
- Сверла по металлу
- Цены на набор сверл по металлу
- Инструкция по изготовлению приспособления для сверл большого диаметра
- Цены на станки и приспособления для заточки инструмента
- Цены на популярные модели сварочных аппаратов
- Как пользоваться приспособлением
- Чертежи приспособления для заточки сверл своими руками
- Особенности использования заточных самодельных приспособлений
- Чертежи простейших приспособлений
- Видео «Приспособление для заточки сверл по чертежу»
- Чертеж полноценного приспособления
- Видео «Приспособление, выполненное по чертежу»
- Приспособление для заточки сверл и приспособления к нему + Видео
- Какие особенности у точильных станков
- Как изготовить приспособление для заточки сверл
- Как правильно заточить сверло на станке
- Дополнительные приспособления
- Простое приспособление для заточки сверл своими руками
- Особенности заточки сверла
- Как изготовить станок своими руками
- Несколько рекомендаций по выбору наждачных кругов
- Заточка сверла по металлу своими руками приспособление — steelfactoryrus.com
- Элементы приспособления
- Вспомогательные устройства
- Многозадачное приспособление
- Правила эксплуатации
Как известно, промышленность выпускает отдельные сверла по металлу и по дереву, между ними существуют значительные отличия. Перед тем как изготавливать приспособления для заточки инструментов, необходимо знать, какие требования предъявляются к режущим кромкам.
Не понимая физических процессов резания, не зная параметров углов и, главное, почему для каждого материала имеется свой угол заточки сверла, невозможно сделать приспособление. В связи с этим считаем важным для всех мастеров краткую техническую информацию о сверлах.

Сверла
Важно. Сразу предупреждаем, что универсального приспособления для заточки всех видов сверл в природе не существует. Такой агрегат не могут сделать даже на самых современных промышленных предприятиях, не говоря уже о кустарных условиях.
Мы дадим инструкцию изготовления приспособления лишь для наиболее используемых и простых с технической точки зрения режущих инструментов.

Приспособление для заточки свёрл
Вне зависимости от конкретного назначения и вида все сверла по дереву имеют острый наконечник, он удерживает центр при начале сверления. Металлические такого наконечника не имеют, оно просто бы не выдержало значительных усилий. Центровка отверстия достигается за счет кернения поверхности.
Сверла по дереву
Для изготовления сверл применяются низкокачественные дешевые стали, режущие кромки рассчитываются на небольшие усилия. В зависимости от назначения различаются несколько видов инструментов.
| Спиральное | Может иметь диаметр 3–50 мм, при помощи буравчика на конце центруется отверстие и фиксируется сверло. Он имеет резьбу, что облегчает усилие подачи, часть нагрузки берет на себя буравчик. Боковые режущие кромки в виде спирали, за счет такой конструкции значительно улучшается процесс удаления деревянных опилок из глубоких отверстий. |
| Винтовые | Вне зависимости от особенностей заточки режущих плоскостей боковые грани имеют форму винта. Такие сверла внешне очень похожи со сверлами для металла. Разница только в качестве стали и наличии на конце острого наконечника. |
| Перьевые | Самые простые и дешевые, применяются для сверления отверстий в тонких пиломатериалах. Качество отверстий низкое. Стенки имеют очень большую шероховатость, а точность не отвечает современным жестким требованиям. |
| Сверло Форстнера | Сложная инженерная конструкция, используется для высверливания специальных точных крепежных отверстий. Главные преимущества – специальная конструкция минимизирует выделение тепловой энергии, сверло и материалы не перегреваются. Это очень важно на предприятиях с массовым промышленным производством. Для них производительность оборудования играет важную функцию. |
| Кольцевые | Могут называться коронками, высверливают отверстия большого диаметра. Рекомендуется применять на материалах небольшой толщины. |
| Зенкерные | Специальные сверла для сверления отверстий под метизы с потайными головками. Имеют возможность регулировки глубины отверстий. |
Как видно из таблиц, есть большое разнообразие сверл по дереву, некоторые могут стоить больших денег. Но самостоятельно заточить их невозможно, не позволяют особенности конструктивных решений.
Сверла по металлу
Их часто используют и по дереву, эти инструменты можно считать универсального использования. Сверла по металлу изготавливаются из очень качественных и очень дорогих высоколегированных сталей. Периодическая заточка в разы увеличивает сроки эксплуатации режущих инструментов, улучшает процесс высверливания и повышает качество поверхности и геометрии отверстий.

Сверло по металлу
Профессионалы настоятельно рекомендуют покупать только качественные режущие инструменты торговых марок RUKO, BOSCH, HAISSER.

Набор сверл по металлу
Почему отечественные намного хуже по качеству, ведь еще лет сорок тому назад наша инструментальная промышленность занимала ведущие мировые позиции? За несколько десятилетий мы безнадежно отстали от мировых производителей, у нас нет ни научного потенциала для разработки новых сплавов и технологий обработки металлов, нет среднего машиностроения для производства самого современного оборудования, не вкладываются финансовые средства в научные разработки.
Дорогие сверла по металлу имеют очень сложную и точную крестовую заточку, дополнительно обрабатываются по методу сеточной заточки. Поверхности покрываются специальными очень дорогими металлами и сложными сплавами для минимизации сил трения, лучшего отвода стружки, уменьшения нагрева. Каждая режущая кромка контролируется минимум по двум углам.
Сверла по металлу Haisser
Цены на набор сверл по металлу
Набор сверл по металлу
Самодельные приспособления для заточки сверл никогда не смогут заточить сложные режущие поверхности, они не в состоянии полностью восстановить первоначальные технические свойства инструментов. Лучшее, на что можно надеяться – несколько улучшится процесс резания в сравнении с полностью тупым сверлом. Но он всегда будет намного хуже, чем у нового инструмента с заводскими заточками.
Инструкция по изготовлению приспособления для сверл большого диаметра
На таком приспособлении можно заточить ржущие кромки сверл диаметром более 5 мм. Мастер должен быть профессиональным сварщиком и иметь практические навыки выполнения слесарных работ по металлу.
Приспособление позволяет устранять проблемы, возникающие при ручной заточке.
- Заточка вручную требует довольно много времени. Чем больше заточка – тем выше вероятность перегрева режущей кромки. Это очень негативно сказывается на прочности, при высокой температуре происходит изменение кристаллизации стали, обратный процесс можно сделать только в производственных условиях. Появляется замкнутый круг: мягкие кромки быстро тупятся, их надо часто точить, ручная заточка становится причиной перегрева.
Сверло перекалено
Так выглядит перегретое сверло
- Быстро уменьшается длина сверла. Если заводское приспособление снимет доли миллиметра в зависимости от сложности повреждений, приспособление не более миллиметра, то при ручной заточке длина сверла за один раз может уменьшаться сразу на несколько миллиметров. Сроки пользования сокращаются, не все отверстия таким сверлом уже можно сделать.
Заточка сверла своими руками приводит к быстрому уменьшению рабочей длины
- Режущие кромки расположены не по центру сверла.
Режущие кромки расположены не по центру сверла
Как следствие, отверстие неровное, сверло может сломаться. Выход – опять точить и пытаться выровнять центр. Если получится с первого раза, то сверло станет короче примерно на миллиметр, если нет, то последствия еще более печальные.
Слом сверла
Как вытащить застрявшее сверло из дрели
Существует два выхода из такого положения – покупать заводское оборудование или пытаться изготовить его самостоятельно. Конечно, для большой мастерской лучше покупать станок, вложенные средства быстро окупятся и начнут приносить прибыль за счет реализации готовой продукции.
Обыкновенному мастеру приобретать заводское оборудование нет экономического резона, вложенные деньги начнут приносить прибыль в очень отдаленной перспективе. Намного лучше сделать элементарное приспособление со всеми его реальными недостатками, но почти бесплатно.
Цена работы только потерянное время.
Цены на станки и приспособления для заточки инструмента
Станки и приспособления для заточки инструмента
Шаг 1. Подготовьте материалы. Вам понадобится кусочек листовой стали толщиной 3–4 мм, два отрезка трубы, один диаметром 3/4″ , второй 1″. Угольник с шириной полки 32 мм и 25 мм, болтики М10 гайки к ним.
Подготовленные материалы
Шаг 2. Отрежьте уголок 32 мм длиной 120 мм. Болгаркой уберите посередине металлический отлив, он формируется во время горячего проката металла.
На внутреннем сгибе болгаркой спилен отлив
Добейтесь такого положения, чтобы уголок 25 мм входил внутрь уголка 32 мм. Он не должен шататься, соприкасаться могут лишь боковые стенки, угловые грани пусть имеют зазор. За счет этого два уголка будут плавно и без шатаний скользить, что очень важно для самодельного приспособления.
Плотное соприкосновение уголков
Шаг 3. От уголка 25 мм отрежьте кусочек длиной 180 мм. Заготовки для скользящих направляющих готовы, они во время заточки подают сверло к камню точила.
Шаг 4. Приступайте к изготовлению фиксатора сверла. Оно делается из двух трубок. Одна длинная диаметром 3/4″, на ней устанавливаются направляющие и основание.
Второй отрезок трубы Ø 1″ переделается под муфту фиксации положения отдельных элементов приспособления в выбранном положении. Длина тонкой трубы примерно 50 мм, короткой примерно 30 мм.
Размены произвольные, они никакого влияния на работоспособность приспособления не оказывают.
Один отрезок трубы должен плотно входить в другой
Распил длинного отрезка трубы
Шаг 5. На торце короткого отрезка болгаркой надо вырезать нишу под уклоном 7–12°, к ней в дальнейшем будет привариваться уголок 32 мм. Это стандартный параметр положения плоскости режущей кромки сверла.
Работайте очень внимательно, для сверла по металлу каждый параметр имеет важное значение. От вышеуказанного завысит глубина резания. Конечно, на нее влияет не только угол, но и скорость вращения сверла и величина подачи патрона.
Вырезана ниша под уголок
Угол между двумя режущими плоскостями сверла должен быть ≈ 110°. Каждый материал имеет незначительные отличия, но большинство мастеров в быту пользуется одними сверлами и для алюминия, и для стали, и для пластика, и для дерева. На производстве это имеет значение, там большие нагрузки на сверла.
Угол между двумя режущими плоскостями сверла
Приварите к трубе уголок, следите, чтобы его не повело. Вначале делайте прихватки, а только после их остывания накладывайте основной сварочный шов.
Приварен уголок
Шаг 6. Короткую трубку дюймового диаметра разрежьте вдоль оси, сделайте зазор шириной примерно 5 мм. Мы выше уже упоминали, что она будет зажимать длинную трубку, находящуюся внутри и фиксировать в заданном положении.
Приступайте к изготовлению металлического хомута. Делается он в несколько этапов.
Цены на популярные модели сварочных аппаратов
Сварочные аппараты
- Одну гайку приварите у кромки разреза. Чтобы металл не повредил резьбу, вкрутите болт и на него накрутите хотя бы еще одну гайку. Лучше закрыть всю резьбу.
Приварена гайка
- Подготовьте небольшую упорную пластинку и высверлите в ней отверстие под болт. Диаметр отверстия должен быть примерно на миллиметр больше диаметра болта. К пластинке приварите вторую гайку. Во время работы в обеих гайках должен быть вкрученным болт, в противном случае очень трудно выдержать соосность. Приварите к трубке пластинку.
Приварена пластинка и вторая гайка
Шаг 7. Изготовьте площадку под приспособление. Делается она из листового железа, размеры примерно 65×100 мм. Как мы уже упоминали, точные параметры не даются, они никакого значения не имеют. Площадка должна быть такой, чтобы приспособление без проблем размещалось у точила – это единственное требование.
Приварена пластина-основание
Шаг 8. Примерно выставьте положение трубок на своем наждаке, сверло должно легко достать до точильного круга. Приварите хомут к площадке.
Важно. В связи с тем, что окружность трубы должна двигаться во время сжимания, небольшой по длине шов нужно накладывать только с противоположной вырезу стороны.
Проверьте функциональность механизма. Немного затяните болтик, угольник должен застопориться. Все в норме – продолжайте изготовление приспособления для заточки сверл.
Проверка функциональности
Проверка положения сверла
Шаг 9. Подготовьте направляющую, к ней фиксируется сверло во время заточки. Направляющая – угольник 25 мм. Вначале следует установить зажимное устройство для сверла. Отрежьте от угольника кусочек длиной примерно 20 мм, просверлите в нем отверстие и приварите гайку.
Гайка и болтик
Не забывайте, что во время приваривания гайки резьба должна защищаться вкрученным болтом. Приварите элемент к угольнику. Теперь наше устройство уже приобретает нормальный вид, сверло может фиксироваться в нужном положении и двигаться по прямой линии под выставленным углом по направлению к камню наждачного станка.
Готовое приспособление для фиксации сверла
Приспособление приварено к основной направляющей
Но для того чтобы плоскости режущих кромок располагались точно по центру сверла, надо сделать ограничитель хода. Его задача – контролировать длину спиливания с каждой стороны сверла.
Еще один плюс такого устройства – уменьшается величина разового стачивания во время точения, что оказывает положительное влияние на длительность пользования инструментом.
Ограничитель изготавливается в несколько этапов.
Снизу приварен ограничитель хода
- Сзади приварите гайку, в нее будет вкручиваться болт. Он устанавливает максимальную длину сверла.
- Сбоку уголка приварите еще одну гайку, вкрутите в нее болт. Именно он ограничивает длину спиливания сверла.
Как выглядит приспособление для заточки сверл
Как пользоваться приспособлением
- Струбцинами зафиксируйте приспособление на столе с наждаком. Контролируйте расстояние, оно должно позволять точить сверла.
- Отпустите зажимной хомут, установите сверло, найдите угол заточки.
Выдумывать ничего не надо, медленно вращайте приспособлением до тех пор, пока плоскость сверла не будет плотно прилегать к камню.
- Затяните задний болт и закрутите контргайку.
- На боковом приспособлении выставьте зазор примерно миллиметр, затяните сверло.
Заточка сверла
Заточенное сверло
Инструмент правильно установлен, можно начинать точить. После того как одна кромка готова, освободите зажим. Поверните сверло на 180° и повторите все операции в указанной последовательности. Не трогайте только ограничительный болт, он должен позволять снимать такую же длину сверла, как и при первом заходе.
Проверка степени заточки
Ровное отверстие — показатель хорошего качества заточки сверла
За счет приспособления для заточки сверл можно существенно улучшить качество отверстий, исключить появление овала или больших шероховатостей. Кроме того, острыми сверлами легче работать, в разы увеличивается срок их эксплуатации.
Такими сверлами без проблем делаются отверстия в довольно тонких заготовках. Все сверла перед изготовлением стола для фрезера также предварительно затачивались на самодельном оборудовании.
А как изготавливался стол можно прочитать на страницах нашего сайта.
Источник: https://mebel-expert.info/prisposoblenie-dlya-zatochki-svjorl-svoimi-rukami/
Чертежи приспособления для заточки сверл своими руками
Подобрав правильный чертеж приспособления для заточки сверл, можно в домашних условиях изготовить самодельное полноценное оборудование. Благодаря такому устройству существенно упрощается поставленная задача по обеспечению нужной геометрической формы инструмента.
При его использовании нет необходимости переживать не только о вращении потенциально опасных точильных камней, но и об углах заточки, которые нужно правильно выдерживать, вылавливая каждый градус вручную.
Особенности использования заточных самодельных приспособлений
В процессе сверления отверстий в металлических изделиях, сверла довольно сильно изнашиваются, что приводит к их нагреванию и утрате своих свойств. Во избежание такого явления, требуются меры по обеспечению регулярного восстановления их геометрических параметров.
Выполнить это можно посредством специального оборудования для заточки сверлильного инструмента. Создание такого нехитрого устройства, может быть выполнено самостоятельно, что позволит осуществлять качественное затачивание без каких-либо существенных финансовых затрат.
Многими опытными специалистами практически не применяются заточные приспособления, поскольку они абсолютно уверены в своем опыте и глазомере, который позволяет им правильно точить сверла.
Но на практике, использование таких устройств крайне необходимо, так как это позволяет провести механизацию данного процесса.
В результате таких работ будет обеспечиваться максимальная точность и качество выполненной заточки.
Современный рынок предлагает различные виды оборудования, которое позволяет качественным образом осуществить восстановление геометрии режущих инструментов, даже при отсутствии опыта в этом деле. При этом, нет острой необходимости в приобретении таких изделий, поскольку их можно изготовить своими руками по имеющимся чертежам приспособлений для заточки сверл.
Чертежи простейших приспособлений
Простейшими устройствами для заточки могут быть втулки, внутренний диаметр которых соответствует поперечным размерам сверл. Втулка жестко фиксируется в надежное основание с учетом определенного угла.
При подборе втулки для таких приспособлений, следует обращать внимание на соответствие ее внутреннего диаметра с поперечным размером затачиваемых инструментов.
Запрещается, чтобы обрабатываемые инструменты болтались во втулке, поскольку, даже при отклонении в 1-2 градуса по оси от требуемых значений, могут существенно снизиться показатели качества и точности заточки.
Такие самодельные приспособления для заточки сверл должны быть оснащены обоймами. Для их изготовления подойдут медные или алюминиевые трубки, внутренний диаметр которых равняется типовому размеру используемого сверлильного инструмента.
В некоторых случаях задачу можно упростить, установив на данную конструкцию деревянный брусок, в котором должны быть просверлены отверстия, с диаметром соответствующим используемому инструменту. Одним из важнейших элементов такого изделия считается наличие подручника, который необходим для:
- обеспечения правильной фиксации сверлильного инструмента и возможности точного перемещения в отношении поверхности абразивного камня;
- создания упорной точки для затачиваемого сверла.
Такие изделия из дубовых брусков, в которых предусмотрены разнокалиберные отверстия, являются наиболее надежными. Благодаря им выполняется качественная и точная заточка инструментов.
Основной задачей, которая должна быть решена самодельным станком или подобным приспособлением, является правильная ориентация режущей части обрабатываемых инструментов для получения точности требуемого угла заточки.
Для изготовления самодельного станка для заточки сверл, может быть использован ряд различных конструктивных вариаций подобного оборудования. При наличии соответствующих чертежей и понимании принципа работы данного оборудования, можно изготовить заточное оборудование самостоятельно в домашних условиях.
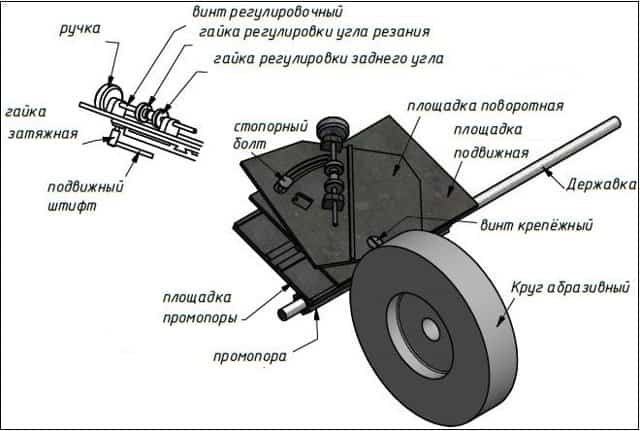
Конструкция состоит из следующих элементов:
Промопора Площадка промопоры Подвижная площадка Крепление для сверла и упорного винта Поворотная площадка Болты, гайки, штифты, винты
Существуют важные правила, которые должны соблюдаться в процессе эксплуатации такого приспособления, а именно затачиваемый инструмент не должен вращаться вокруг своей оси. В случае даже незначительного поворота, заточку должна быть выполнена снова.
Заточенный инструмент должен быть остужен естественным способом. После чего следует выполнить проверку его восстановленных геометрических параметров. Для этого можно использовать шаблон.
Следует учитывать, что каждая режущая кромка сверла может иметь отличие друг с другом, не больше чем на десятую долю мм.
При этом, особое внимание стоит уделять данному параметру, если сверла имеют небольшой диаметр.
Видео «Приспособление для заточки сверл по чертежу»
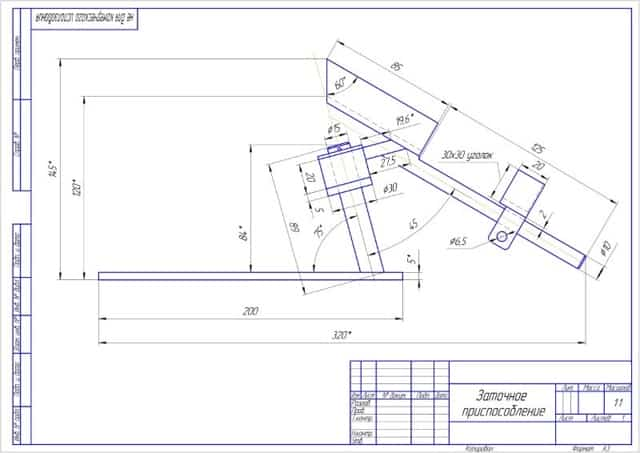
Чертеж полноценного приспособления
Довольно простой способ изготовления самодельного заточного оборудования, которое практически ничем не отличается от заводского изделия. Для его сборки по готовым чертежам требуется около 1,5-2 часов времени.
Для изготовления своими руками приспособления для заточки сверл необходимо предусмотреть наличие следующих расходных материалов, оборудования и инструментов:
- сварочного аппарата;
- электрической дрели;
- болгарки;
- стандартного слесарного набора инструментов;
- уголка, размер полок которого 30х30, а его длина 100-150 мм;
- металлических пластин, имеющих разную толщину (3-5 мм);
- шпильки или куска стальных прутов, диаметр которых составляет 10-12 мм;
- шайб, винтов, болтов и гаек, имеющих различные размеры.
В первую очередь выполняется изготовление станины, которое будет основанием в точильном устройстве. Для этого используют стальную пластину, на которую приваривается стальной пруток (12 мм в диаметре) под углом 75 градусов. Он будет являться осью.
После чего на приваренный прут следует насадить шайбу, которая будет представлять собой опорный подшипник. Величина угла, поворота станины при затачивании сверла будет незначительной, поэтому в использовании стандартного шарикового подшипника нет резона.
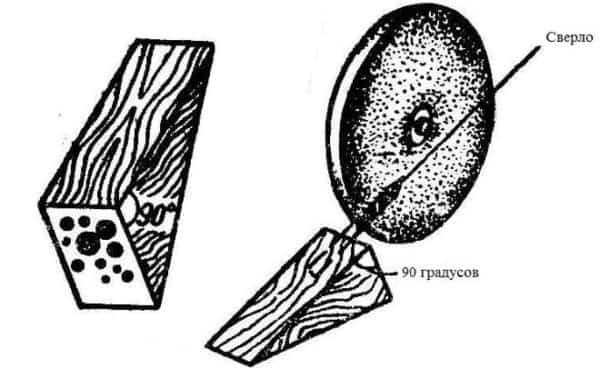
Ложе, где будет размещаться затачиваемый инструмент, выполняется из подготовленного уголка. Одну сторону на угловом профиле, которая обращена к стороне точильного камня, необходимо сточить под углом 60 градусов.
На ложе, согласно чертежа, приваривается кронштейн, посредством которого будет выполняться фиксация поворотного узла приспособления.
В результате этого будет изготовлена конструкция, углы которой, в случае параллельного положения ложа и станины, должны быть расположены к поверхности абразивного камня в соответствии с углом затачиваемого сверла.
У заточного станка, который представлен на чертеже предусмотрены фиксированные углы наклона, но для больших возможностей желательно обеспечить возможность регулирования углов. В таких случаях будет больше шансов использования приспособления при необходимости восстановить инструменты, с разными углами заточки, например, если необходимо заточить сверла по металлу, бетону и пр.
Для создания более функционального узла можно воспользоваться чертежами других конструкций, имеющих возможность регулировки углов:
Видео «Приспособление, выполненное по чертежу»
Источник: https://pro-instrymenti.ru/vspomogatelnye/chertezh-prisposobleniya-dlya-zatochki-sverl/
Приспособление для заточки сверл и приспособления к нему + Видео

 Видео про ступенчатые сверла
Видео про ступенчатые сверла
Заточка бурава может производиться вручную, на станках или специальных абразивных дисках.
Если вы затачиваете сверло вручную, то его необходимо:
- крепко держать за хвостовик, а другой рукой направлять его спиральную часть;
- режущую кромку сверла прижать к боковой поверхности абразивного круга;
- после заточки одной стороны необходимо плавно повернуть сверло, при этом режущие кромки обязательно должны иметь правильный наклон к оси и принять нужную конфигурацию.
Сверло затачивают с обеих сторон поочередно. При этом обязательно контролируйте режущие кромки.
Помните! Острие бурава должно находиться ровно по центру.
В противном случае при работе он будет отклоняться. Стоит отметить, что на сверло ни в коем случае нельзя сильно давить, иначе оно может получить дефекты (изгиб).
Например, если после заточки вы заметили, что режущие кромки неодинаковы и наклонены под разными углами к оси, то это значит, что середина поперечной кромки находится не в центре сверла, и оно будет неправильно работать.

Поэтому все специалисты рекомендуют использовать специальный заточной станок для сверл.
Во время заточки обязательно обратите внимание на изначальный угол инструмента. Именно он в дальнейшем станет вашим ориентиром. Затем осмотрите буравчик на предмет повреждений:
- если вы обнаружили серьезные дефекты, то можно воспользоваться грубой наждачной бумагой;
- если дефекты маленькие и сверло затуплено совсем чуть-чуть – воспользуйтесь доводочным кругом. Эта операция необходима для тонких буравов;
- если сверло по бетону имеет дефекты конуса хвостовика – обработайте верхнюю часть инструмента, аккуратно прижимая его к точильному кругу;
- после обработки ещё раз тщательно осмотрите заднюю поверхность бура;
- если вы заметили, или определили шаблоном, что у вас получился идеальный конус – вы правильно заточили инструмент.

После этого обработайте режущую кромку сверла. Размер перемычки при рациональном обтачивании инструмента должен быть 1-1,7 мм.
Какие особенности у точильных станков
Самодельное устройство для затачивания сверл рассчитано на сквозные и глухие буравчики из сталей, чугунок и различных твердых сплавов. В зависимости от типа, станки могут быть наделены разными функциями. На некоторых из них во время работы можно варьировать угол.
Станки для заточки бывают:
- универсальные – применяются для различных режущих инструментов;
- специализированные – для одного вида.

Именно к универсальным станкам относят устройства для заточки сверл, ведь на них можно обрабатывать:
- метчики;
- фрезы;
- долбняки;
- зенкеры.
Станки подразделяют на две категории:
- Промышленные – имеют высокую мощность и рассчитаны на заточку инструмента большого диаметра. Мощность зависит напрямую от двигателя.
- Бытовой точильный станок для сверл – достаточно компактный и используется зачастую для домашнего пользования. С его помощью можно обрабатывать даже буры малых диаметров.

Различают семь методов заточки:
- Одноплоскостной.
- Сложно-винтовой.
- Фасонный.
- Эллиптический.
- Конический.
- Двухплоскостной.
- Винтовой.
Как изготовить приспособление для заточки сверл
Для изготовления самодельного станка вам потребуются:
- тумблер;
- абразивный круг;
- заглушка;
- двигатель;
- подставка;
- провода.

Следуйте нашим советам:
- В целях безопасности поместите самодельный станок в корпус, снаружи оставьте только ось и абразивный круг. Помните, прибор будет работать от сети.
- Заранее выберите место, где будет стоять ваше приспособление для заточки сверл. Желательно, чтобы оно находилось на металлическом столе.
- Далее поставьте электродвигатель на столешницу с помощью креплений (струбцин) и отметьте места отверстий для болтов, если у него есть лапки.
- После этого уберите электромотор и сделайте 4 отверстия.
- Позже снова установите двигатель и аккуратно закрепите его с помощью болтов.
Совет: Если у двигателя нет лапок – можно укрепить его с помощью металлических полос (хомутов).

Электродвигатель для нашего будущего станка должен быть оснащен специальным удлиненным валом, на который следует надеть зернистый диск. Для этого:
- Установите крепежную гайку, предварительно нарезав на конце вала правую резьбу.
- Закрепите диск с помощью шайбы и гаек.
Если диаметр вала и отверстия диска совпадают, то установите на вал шайбу, а затем абразивный диск. Если диаметр вала и отверстия не совпадают, то вам необходимо добавить втулку.
Предварительно сделайте в ней специальное боковое отверстие с резьбой для болта, чтобы иметь возможность плотно закрепить её на вал. После этого вы можете надеть втулку.
Если вы не можете определиться с электродвигателем, то просто возьмите мотор старой стиральной машинки. Он идеально подойдет для самодельного устройства заточки.
Стоит отметить, что вы должны заранее приготовить пускатель и провода, которые впоследствии нужно будет соединить. Очень важно, чтобы пускатель имел как минимум три-четыре разомкнутых контакта. Его обмотка должна подключаться с помощью двух кнопок к фазной линии.
Внимание! Электродвигатель будет небезопасным, независимо от типа – при работе вращающийся вал может случайно намотать шнур, провод, волосы.
Совет: Изготовьте металлический короб для защиты станка от пыли, абразивных частиц, а вас – от случайных травм.
Как правильно заточить сверло на станке

- При заточке необходимо следить за тем, чтобы два плечика сверла были одинаковые. Если вы достигнете такого соответствия – значит ось вращения сверла полностью совпадет с центром отверстия.
- Перед началом заточки обязательно убедитесь в том, что абразивный диск плотно закреплен.
- Всегда начинайте процесс более грубым абразивом. После того, как на вашем сверле появится заусенец, вы можете сменить абразив на более мелкий.
- Следите за углом заточки.
- Не допускайте переключением обмоток, чтобы абразивный диск крутился наоборот. Он должен всегда двигаться только в направлении лезвия.
Учтите, что сверла не выносят излишнего перегрева. Во время заточки регулярно охлаждайте буравчик. Но ни в коем случае не опускайте в воду раскаленное докрасна сверло, так как в нем могут появиться каверны.
Дополнительные приспособления
Видео про сверло Форстнера
Чтобы не держать сверло в процессе заточки на весу (это может привести к травме) предусмотрите подложку или направляющую в виде маленькой приставки. Она выполняется из полосы металла, изгибается, как показано на рисунке и прикручивается к станине (основанию). Сверло опирают на нее и подводят к кругу под нужным углом.
Сделайте на направляющей, описанной выше, риски (отметки) под необходимые углы заточки. Пользоваться ей станет намного удобнее.
- Если это для вас сложно – отрежьте верхнюю часть обычного транспортира и приклейте на направляющую.
- Углы менее 300 для заточки не применяются, поэтому жертвуем ими.
- Универсальное приспособление
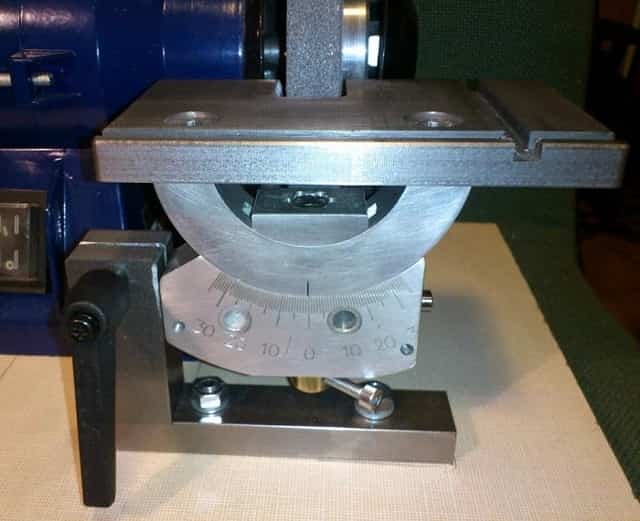
Для облегчения заточки инструмента, в частности сверл, разработан механизм, состоящий из сверлильного патрона, вала, роликовых направляющих (салазки) и транспортира.
Основную подложку, описанную выше, делают широкой. На нее приклеивают транспортир. Высверливают отверстие, в которое вставляют болт, служащий осью для поворотной поверхности.
На нее устанавливают на роликовых салазках пластину, на которой закреплена труба с патроном на оси. Сама пластина движется вперед/назад с помощью обычного механизма подачи (ось с резьбой).
В нижней части поворотной пластины укреплен указатель-ограничитель смещения. Он служит для поворота устройства на нужный угол и для его стопора.
Работа с приспособлением
- В патрон вставляется сверло.
- Пластину поворачивают на нужный угол и стопорят указателем.
- Крутят рукоять, добиваясь необходимой заточки половины сверла.
- Замечают деление.
- Поворачивают сверло на 900 и повторяют операцию, доводя сверло до замеченной точки.
Источник: https://refite.ru/prisposoblenie-dlya-zatochki-sverl.html
Простое приспособление для заточки сверл своими руками
Приспособление для заточки сверл своими руками изготовить достаточно просто, условиями успеха при этом будут знание правил выполнения заточки режущего инструмента, а также умение работать ручным инструментом и техническая смекалка.
Особенности заточки сверла
Основными правилами, обеспечивающим качественную заточку являются:
- за один проход необходимо снимать незначительный слой металла;
- в процессе выполнения работы выполняется неоднократное охлаждение сверла в водном или водно-содовом растворе;
- скорость вращения наждачного круга должна быть минимально возможной;
- сверло, во время заточки, не должно перегреваться;
- в процессе выполнения работы сверло направляется против движения абразивного круга.
Объем и характер выполняемой работы зависят от вида его износа режущего инструмента. Износ можно квалифицировать по:
- задней поверхности;
- перемычки;
- уголкам;
- фаске;
- передней поверхности.
В зависимости от вида заточки сверла, его технических характеристик, а также назначения, рекомендуются следующие виды их обработки, как-то:
| Одинарная нормальная – «Н» | до 12,0 мм | Для универсального применения. Угол– в соответствии с обрабатываемым материалом. |
| Одинарная с подточкой перемычки – «НП» | до 12,0 мм | Для обработки стального литья. Угол– 115-120°. |
| Одинарная с подточкой перемычки и ленточки – «НПЛ» | свыше 12,0 мм | Для стали и стального литья, а также чугуна. Угол– 115-120°. |
| Двойная с подточкой перемычки – «ДП» | свыше 12,0 мм | Для стали и чугуна с неснятой коркой. Заточка выполняется под двумя углами: 116-118° и 70-75°. |
| Двойная с подточкой перемычки и ленточки – «ДПЛ» | свыше 12,0 мм | Для универсального использования. Угол– в соответствии с обрабатываемым материалом. |
| По методу Жирова | свыше 12,0 мм | Используется при обработке хрупких материалов. Основной угол заточки – 118*, дополнительные – 70° и 55°. |
Углы заточки для спиральных сверл, используемых при обработке различных материалов необходимо уточнять перед их использованием, т.к. они разняться от 85 до 135*, что обусловлено их вязкостью.
Как изготовить станок своими руками
Для заточки спиральных сверл может быть использован любой точильный станок (агрегат), работающий от электрической сети 380/220 Вольт, оснащенный наждачным кругом и оборудованный специальным приспособлением, обеспечивающим фиксацию затачиваемого сверла под определенным углом к оси вращения абразивного элемента устройства.
Основные требования к специальным приспособлениям, обеспечивающих качественное выполнение работ:
- Ось приспособления должна совпадать с осью вращения абразивного круга. Она может быть с ней в одной горизонтальной плоскости или быть несколько выше нее.
- Используемое оборудование и приспособления должны быть надежно закреплены.
- Конструкция приспособления должна давать возможность выполнять заточку сверла под различными углами, в зависимости от потребности пользователя.
Для изготовления одного из вариантов подобных устройств понадобится:
- Ручной слесарный инструмент, углошлифовальная машинка («болгарка»), сварочный аппарат.
- Листовая сталь толщиной 3,0 – 4,0 мм, а также стальная трубка небольшого диаметра, имеющаяся в наличии.
 Листовая сталь
Листовая сталь
Работы по изготовлению станка выполняются в следующей последовательности:
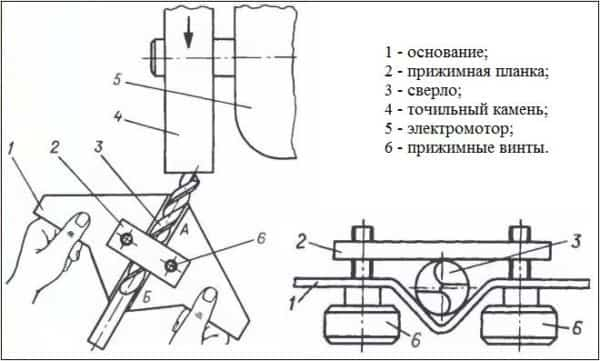
- Используемый точильный станок (№5 на схеме) прочно закрепляется на выбранной поверхности.
- Из полосовой стали изготавливается площадка (№1 на схеме), на которой будет закрепляться сверло (№3 на схеме).
- Форма площадки может быть произвольной, единственное условие – в месте расположения сверла посредством «болгарки» делается канавка.
- На площадке просверливаются отверстия (№6 на схеме), служащие для закрепления крепежной пластины (№2 на схеме), а также отверстия, обеспечивающие соединение приспособления к точильному станку (на схеме не указаны).
- Форма и размер крепежной пластины могут быть произвольными.
- Из металлической трубки и полосовой стали изготавливается узел крепления к основанию точильного агрегата. Наличие трубки позволяет обеспечить перемещение приспособления в вертикальной плоскости – появляется возможность изменять угол заточки сверла.
- Узел крепления приспособления для заточки к корпусу точильного станка зависит от вида и устройства блока защиты наждачного круга (№4 на схеме), а также наличия упора (площадки) конкретного наждачного агрегата.
- При желании узел крепления может быть оборудован дополнительными элементами, обеспечивающими колебательное движение приспособления в горизонтальной плоскости, что позволит обеспечить требуемую артикуляцию в процессе выполнения работ.
- После того, как все элементы приспособления собраны, оно крепится к упору (кожуху) точильного станка и проверяется работоспособность изготовленного приспособления.
Несколько рекомендаций по выбору наждачных кругов
 Наждачные круги
Наждачные круги
Для заточки винтовых сверл можно использовать различные наждачные круги, но в свете того, что данный расходный материал (инструмент) изготавливается из прочной стали, то и абразивные элементы должны этому соответствовать.
Основные требования к наждачным кругам:
- Марка электрокорунда – 24А, 25А, 91А и 92А.
- Зернистость – 25-40.
- Твердость – М3-СМ2
Приспособление для заточки сверл может быть выполнено и в ином, отличном от предложенного варианта исполнении – как более простой, так и сложной конструкции. Вид такого приспособления определяется его потребностью и умения пользователя изготавливать оснастку своими руками.
Источник: https://stroypomochnik.ru/prisposoblenie-dlya-zatochki-sverl/
Заточка сверла по металлу своими руками приспособление — steelfactoryrus.com
Вы легко можете изготовить приспособление для заточки сверла по металлу своими руками. Для этого потребуется немного времени и несколько основных элементов для будущей конструкции.
Фото приспособления
Приспособления, используемые для заточки сверл по металлу, дереву, пластику и другим материала, делятся на два типа:
- Специализированные. Они могут заточить только один конкретный тип режущего инструмента;
- Универсальные. С их помощью затачиваются всевозможные резаки, сверла по металлу, дереву и пр.
Если мы говорим про изготовление приспособления своими руками, здесь обычно умельцы пытаются сделать универсальную модель. Устройство получается удобным в эксплуатации и эффективным для заточки сверла малого и среднего диаметра. Для бытовых целей подойдет идеально.
Элементы приспособления
Устройство
Чтобы сделать устройство для заточки, вам потребуется наличие некоторых элементов и инструментов:
- Подставка;
- Тумблеры для включения/выключения точилки;
- Диск для точильника;
- Электродвигатель;
- Электрический кабель для подключения устройства к сети;
- Заглушки;
- Материал для корпуса.
Все составляющие элементы вашего станка для заточки сверл будет располагаться внутри корпуса. Так вы сумеете повысить собственную безопасность при работе с точильным оборудованием.
Собирая конструкцию, доступными оставьте шкив от электродвигателя, поскольку на него надевается диск для заточки. Желательно предварительно выбрать стационарное место для станка, поскольку его следует зафиксировать на верстаке или рабочем столе.
Сам процесс сборки точильного устройства выглядит следующим образом.
- Установите электродвигатель на заранее выбранное место.
- На столе, где будет располагаться приспособление для точения металлических сверл, нанесите разметку под крепления.
- Электродрелью сделайте отверстия по разметке под крепежные болты.
- Закрепите металлическими хомутами электродвигатель на его законном месте.
- Зафиксируйте кожух, который будет играть роль защиты.
- На шкив электродвигателя установите точильный диск.
- Сам двигатель должен иметь удлиненный шкив, поскольку это будет удобнее при эксплуатации точильного приспособления. Не забудьте перед установкой круга на шкив надеть шайбу.
- Если диаметр шкива и круга не совпали, можете использовать переходную втулку. Сбоку втулки просверливается отверстие под резьбу, на которое затем монтируется вспомогательный крепежный болт.
- Выбирать слишком мощный двигатель не нужно. Высокие обороты только навредят вашим сверлам по металлу. Большинство умельцев адаптируют под точильный агрегат двигатель, изъятый из старых стиральных машин.
- После завершения сборки подключите тумблеры, соедините двигатель и всю электрику через кабель к розетке.
Вспомогательные устройства
Если вам удалось своими руками собрать достаточно полезное точильное устройство для различных сверл по металлу, дереву или пластику, советуем не останавливаться на достигнутом.
Есть несколько дополнительных элементов, оснастив которыми точильное приспособление, вы существенно расширите его функциональные возможности и повысить уровень собственного комфорта при работе над сверлами.
- Проверочный шаблон. Чтобы определить правильные углы при заточке сверла, вам пригодится специальная таблица или же шаблон. Шаблон будет всегда под рукой. С его помощью вы определите, насколько правильно выполнены углы заточки, какова продолжительность рабочих кромок, какие углы между перемычками и рабочими кромками. Шаблоны делают из тонкого мягкого металла на основе нового сверла до его первого использования;
- Направляющие. Своего рода небольшие приставки, изготавливаемые из металлических полосок. Их болтами крепят на корпус точильного приспособления. При работе вам потребуется положить сверло на эти направляющие, постепенно подводя затачиваемый инструмент к абразивному камню;
- Угломеры. Самый простой вариант — взять обычный металлический транспортир, отрезать часть приспособления и закрепить на подставке. Отрезайте ту часть транспортира, где находится шкала более 30 градусов. Это обусловлено тем, что заточка сверл под меньшим углом не осуществляется.
Многозадачное приспособление
Если изготовить подобное устройство, точность и удобство заточки сверл по металлу существенно повысится. При этом собрать конструкцию довольно просто. Чтобы сделать механизм, вооружитесь следующими компонентами:
- Роликовыми салазками;
- Направляющими;
- Валом;
- Транспортиром;
- Сверлильным патроном.
- Направляющую рекомендуется сделать широкой и закрепить на ней транспортир.
- В роли поворотной оси будет выступать болт, который вставляется в заранее выверенное отверстие.
- На поворотной части располагается направляющая и подвижная металлическая пластина.
- На поверхности пластины монтируется ось и трубка.
- Один конец оси служит для установки сверлильного патрона, а другой применяется под рукоятку.
- Упорная пластина будет перемещаться за счет резьбовой оси.
- Внизу пластины располагается ограничитель. Он выполняет две функции одновременно — фиксирует механизм в требуемом положении и указывает нужный угол.
Процесс работы устройства выглядит так:
- Режущее сверло устанавливается в патроне;
- Пластина фиксируется в требуемом положении для создания угла заточки;
- Устройство вращается по продольной оси ручкой;
- Отмечается угол;
- Резак переворачивается на 90 градусов, после чего происходит обработка своими руками второй половины сверла по металлу.
Правила эксплуатации
Поскольку речь идет о работе на самодельном точильном приспособлении для сверл, здесь следует обязательно соблюдать некоторые правила. Они уберегут вас от травм, а также позволят правильно заточить сверла.
- При заточке сверл следите за тем, чтобы плечики были одинаковыми. Так вы убедитесь, что сверло аккуратно, ровно вошло в устройство и после заточки сможет качественно сверлить отверстия.
- Прежде чем запустить станок, удостоверьтесь, что точильный диск плотно зафиксировать на шкиве электрического двигателя.
- Первый этап заточки сверла выполняется крупноабразивным точильным диском. В момент, когда на сверле по металлу начнут появляться заусенцы, поменяйте точильный диск на более деликатный, чтобы завершить заточку.
- Выполняя заточку своими руками, четко придерживайтесь заданного угла.
- Вращение точильного круга должно осуществляться строго в направлении по лезвию. При противоположном движении вам не удастся дольным образом выполнить работу.
- Следите за тем, чтобы сверло не перегревалось при заточке. Периодически останавливайтесь, давайте сверлу по металлу остыть. Но ни в коем случае не остужайте путем опускания в холодную воду, поскольку из-за этого металл потеряет свою прочность.
Посмотрите наглядные видео о сборке точильных устройств. Обязательно учитывайте диаметр резаков, которые вам предстоит затачивать на станке, чтобы собираемый механизм обеспечит качественную и эффективную обработку изделий.
Источник: https://steelfactoryrus.com/zatochka-sverla-po-metallu-svoimi-rukami-prisposoblenie/





