- Напильники и их конструкция
- Классификация напильников и их применение
- Обращение с напильниками и уход за ними
- Отделка обработанной поверхности
- Глава 14. Слесарная обработка металлов [1963 Вокрачко Ю.Г. — Учебник военного водителя второго класса]
- Рубка
- Резка
- Опиливание
- Нарезание резьбы
- Сверление отверстий
- Глава IX. Опиливание металла
- Опиливание металла — простейшая операция металлообработки
- Pereosnastka.ru
- Реклама:
- Читать Художественная обработка металла. Опиливание онлайн (полностью и бесплатно)
Опиливание производится, как правило, после операций рубки или резки для отделки поверхности обрабатываемого изделия и придания ему более точных размеров. В слесарном деле основными видами опиловочных работ являются:
- опиливание плоских наружных и криволинейных поверхностей;
- опиливание наружных и внутренних углов, а также сложных или фасонных поверхностей;
- опиливание углублений и отверстий, пазов и выступов, пригонка их к друг к другу.
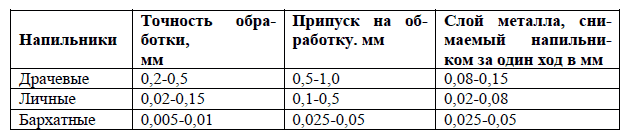
Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное), выполняемое различными напильниками. Напильник подбирают в зависимости от заданной точности обработки и величины припуска, оставляемого на опиливание; данные в таблице дают представление об этой зависимости.
Напильники и их конструкция
Напильники представляют собой режущие инструменты в виде стальных закаленных брусков различного профиля с насеченными на рабочих поверхностях зубьями. Этими зубьями напильник срезает небольшие слои металла в виде стружки (опилок). Напильники бывают различной длины (за длину принимается насеченная часть напильника).
Виды насечек напильников. Насечка напильников бывает одинарной (простой) и двойной (перекрестной). Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, поэтому работа ими требует больших усилий.
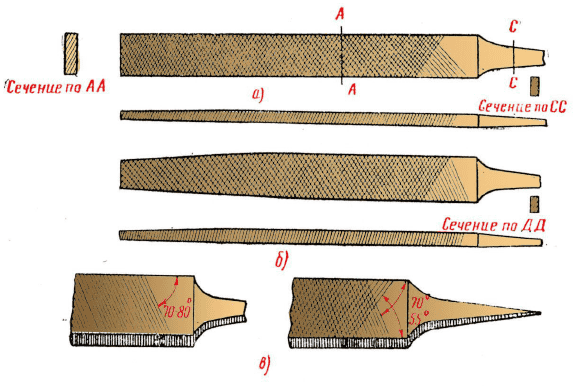 Рис. 1. Напильники.а — плоский тупоносый, б — плоский остроносый, в — виды насечек (слева одинарная, справа двойная, или перекрестная)
Рис. 1. Напильники.а — плоский тупоносый, б — плоский остроносый, в — виды насечек (слева одинарная, справа двойная, или перекрестная)
Такими напильниками опиливают мягкие металлы (медь, бронзу, латунь, баббит, алюминий). Одинарная насечка наносится под углом 70-800 к ребру напильника.
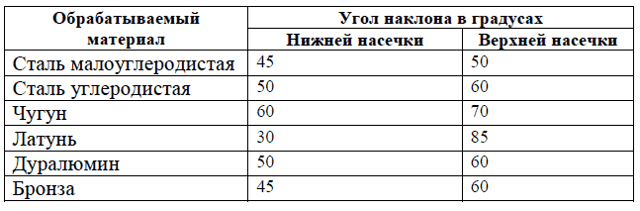
В напильниках с двойной насечкой одна насечка называется основной, или нижней, а другая — верхней. Перекрестная насечка раздробляет стружку, что облегчает работу. У напильников с перекрестной насечкой нижняя обычно выполняется под углом 550, а верхняя — под углом 700. Наиболее целесообразными углами наклона насечек при обработке различных металлов являются углы, указанные в таблице:
Шаг, т.е. расстояние между двумя соседними зубьями, делают у нижней насечки большим, чем у верхней.
В результате зубья располагаются друг за другом по прямой, составляющей некоторый угол с осью напильника (рис. 2), при движении напильника следы зубьев частично перекрывают друг друга.
Благодаря этому на обрабатываемой поверхности не остаются глубокие канавки и она получается более чистой и гладкой.
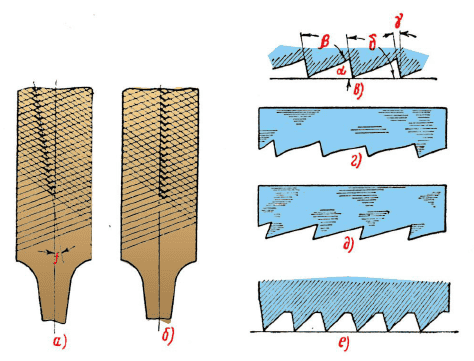 Рис. 2. Насечка и зубья напильников.а — правильная насечка, б — неправильная, в — углы зубьев, г — насеченный зуб, д — фрезерованный или шлифованный зуб, е — зуб, полученный протягиванием
Рис. 2. Насечка и зубья напильников.а — правильная насечка, б — неправильная, в — углы зубьев, г — насеченный зуб, д — фрезерованный или шлифованный зуб, е — зуб, полученный протягиванием
Классификация напильников и их применение
Напильники делятся на обыкновенные, специальные, рашпили и надфили. К обыкновенным относятся напильники плоские (тупоносые и остроносые), квадратные, трехгранные, полукруглые и круглые.
 Рис. 3. Специальные напильники.а — ножовочный, б — ромбический, в — овальный, г — напильник-брусовка
Рис. 3. Специальные напильники.а — ножовочный, б — ромбический, в — овальный, г — напильник-брусовка
К специальным напильникам относятся:
— ножовочные, ромбические (мечевидные), плоские с овальными ребрами, овальные, а также напильники- брусовки (рис. 3) и др.;
— напильники в виде круглых дисков с насечками, нанесенными по окружности и на боковых сторонах (рис. 4).
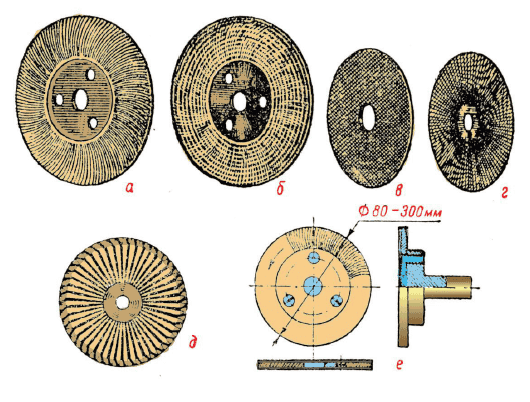 Рис. 4. Напильники-диски.а — д — виды дисковых напильников; е — приспособление, в котором закрепляется дисковый напильник для работы.
Рис. 4. Напильники-диски.а — д — виды дисковых напильников; е — приспособление, в котором закрепляется дисковый напильник для работы.
Рашпили — напильники с особым видом насечки, называемой рашпильной (рис. 5). Подразделяются они на плоские тупоносые, плоские остроносые, полукруглые, круглые.
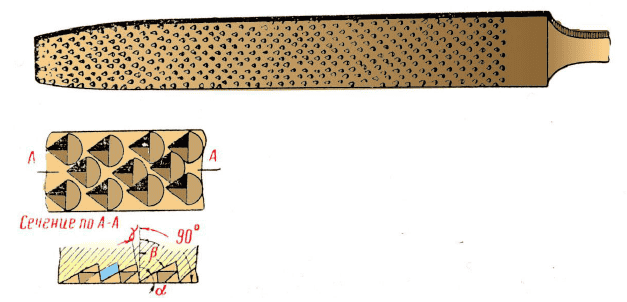 Рис. 5. Рашпиль и рашпильная насечка.
Рис. 5. Рашпиль и рашпильная насечка.
Надфили (мелкие напильники) делятся на плоские тупоносые, плоские остроносые, трехгранные, квадратные, полукруглые, круглые, овальные, ромбические, ножовочные (рис. 6).
 Рис. 6. Надфили.
Рис. 6. Надфили.
Классы напильников. По числу насечек, приходящихся на 1см длины, напильники делятся на шесть классов:
- 1-й класс — напильники драчевые (крупная насечка); применяются для грубого чернового опиливания;
- 2-й класс — напильники личные (мелкая насечка); применяются для чистовой обработки поверхностей;
- 3-й, 4-й, 5-й и 6-й классы — напильники бархатные с мелкой и очень мелкой насечкой; применяются для подгонки деталей, для отделки, доводки и шлифования поверхностей.
Напильники-брусовки имеют всего один класс. Это драчевые с очень крупной насечкой напильники, применяемые для самого грубого опиливания.
Рашпили применяются для грубого опиливания баббитов, свинца, цинка и других материалов; они делятся на два класса.
Рашпили 2-го класса имеют более мелкую насечку, чем рашпили 1-го класса, поэтому ими можно пользоваться и для чистовой обработки (там, где не требуется высокое качество чистоты поверхности).
Насечки подразделяются на шесть номеров. Первый номер имеет 22 насечки, шестой 80 насечек на 1см длины. Надфили применяются при опиливании очень точных и мелких изделий, при опиливании изделий в местах, не доступных для обычных напильников, при изготовлении инструментов и обработке штампов.
Обращение с напильниками и уход за ними
Напильники во время работы изнашиваются. Износ напильника сопровождается потерей его режущих способностей. Преждевременный износ напильника является обычно результатом неумелой работой или небрежного обращения с ним. Очень быстро, практически мгновенно, изнашивается напильник в случае опиливания поверхности, не очищенной от окалины и корки, или закаленной поверхности.
На продолжительность службы напильника влияют твердость обрабатываемого металла, острота насечки и качество закалки напильника, умение пользоваться им. Для удлинения срока службы напильников нужно соблюдать определенные правила.
Зубья нового напильника имеют заусенцы. При обработке твердого металла эти заусенцы быстро обламываются, а напильник тупится раньше срока. Следовательно, нельзя употреблять им, нужно опиливать мягкую сталь, бронзу, латунь. Лишь когда заусенцы на зубьях окончательно сработаются, можно перейти к обработке более твердых металлов.
Новыми напильниками нельзя опиливать поверхности с окалиной или литейной коркой, а также твердые, стальные неотожженные детали. Корку и окалину нужно срубить зубилом или снять на обдирочном наждачном точиле или, в крайнем случае, опилить старым напильником.
Личный напильник нельзя употреблять для опиливания мягких металлов (свинца, олова и т.п.), так как стружка этих металлов быстро забивает впадины между зубьями, и напильник будет только скользить по обрабатываемой поверхности. Забитые стружкой напильники очищают вдоль зуба стальной щеткой или пластинкой.
Всегда следует пользоваться только одной стороной напильника, вторую нужно пускать в дело лишь после затупления первой стороны или же в том случае, когда обработка обязательно должна производиться острыми зубьями, как при работе, так и при хранении нельзя укладывать напильники один на другой, бросать их в кучу с другими инструментами и предметами.
Надо беречь напильники от ржавления, следить, чтобы на них не попала вода. Не следует также допускать попадания на напильники наждачной пыли, так как при опиливании она затупляет зубья инструмента. Затупившиеся и изношенные напильники надо сдавать на восстановление.
Отделка обработанной поверхности
Опиливание поверхности обычно заканчивается ее отделкой, которая производится различными способами. В слесарном деле поверхности отделывают личным и бархатным напильниками, бумажной или полотняной абразивной шкуркой, абразивными брусками.
Отделка напильниками производится поперечным, продольным и круговым штрихами (рис. 7)
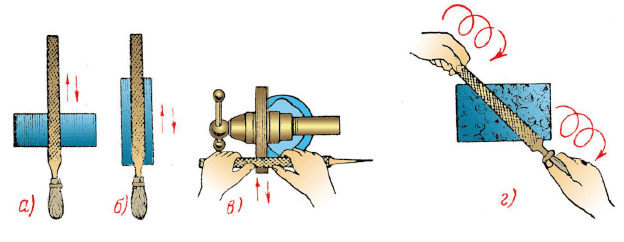 Рис. 7. Отделка поверхности напильником.а — поперечным штрихом, б и в — продольным штрихом, г — круговым штрихом.
Рис. 7. Отделка поверхности напильником.а — поперечным штрихом, б и в — продольным штрихом, г — круговым штрихом.
Чтобы получить в результате отделки гладкую и чистую поверхность, очень важно не допускать на ней глубоких царапин при доотделочном опиливании.
Так как царапины получаются от опилок, застрявших в насечке напильника, необходимо во время работы насечку чаще прочищать и натирать мелом или минеральным маслом.
Еще более тщательно надо прочищать и натирать мелом или маслом (а при опиливании алюминия — стеарином) насечку отделочных напильников, особенно при работе по вязким металлам.
После отделки напильником поверхность обрабатывают абразивными брусками или абразивной шкуркой (мелкими номерами) всухую или с маслом. В первом случае получают блестящую поверхность металла, во втором — полуматовую. При отделке меди и алюминия шкурку следует натирать стеарином.
Обработка плоской поверхности шкуркой требует умения; неправильная работа шкуркой может привести к порче изделия. Для отделки поверхностей пользуются также деревянными брусками с наклеенной на них абразивной шкуркой. Иногда шкурку навертывают на плоский напильник (в один слой) или же натягивают на напильник полоску шкурки, придерживая ее при работе.
При отделке криволинейной поверхности, а также в тех случаях отделки прямолинейной поверхности, когда возможный небольшой завал краев не будет считаться браком, шкурку навертывают на напильник в несколько слоев.
Измерение и контроль при опиливании. Чтобы убедиться в правильном опиливании плоскости, необходимо время от времени проверять ее проверочной линейкой на просвет. Если линейка ложится на плоскость плотно, без просвета, это значит, что плоскость опилена чисто и правильно.
Если обозначается ровный по всей длине линейки просвет — плоскость опилена правильно, но грубо. Такой просвет образуется от того, что насечка напильника оставляет на поверхности металла тонкие бороздки и линейка опирается на их вершинки. На неправильно опиленной плоскости при наложении линейки обнаружатся неровные просветы.
Проверка на просвет производится по всем направлениям контролируемой плоскости: вдоль и поперек и с угла на угол, т.е. по диагонали. Линейку надо держать тремя пальцами правой руки — большим, указательным и средним. Нельзя передвигать линейку по проверяемой плоскости: она от этого изнашивается и теряет прямолинейность.
Чтобы переместить линейку, ее надо приподнять и осторожно наложить на новое место.
При проверке угольником его осторожно и плотно прикладывают длинной стороной к широкой плоскости детали; короткую сторону подводят к проверяемой боковой стороне и смотрят на свет.
Если деталь с этой стороны опилена правильно, короткая сторона угольника плотно ляжет поперек боковой стороны детали.
В случае неправильного опиливания угольник коснется либо только середины боковой стороны (если эта сторона выпуклая), либо какого-нибудь края (если боковая сторона косая).
Для проверки параллельности двух плоскостей пользуются кронциркулем. Расстояние между параллельными плоскостями в любом месте должно быть одинаковым. Кронциркуль держат правой рукой за шайбу шарнирного соединения. Установка раствора ножек кронциркуля на определенный размер производится легким постукиванием одной из ножек по какому-нибудь твердому предмету.
Ножки кронциркуля надо устанавливать на детали так, чтобы их концы находились друг против друга. При косо установленных ножках, смещениях и наклонах при проверке будут получены неверные результаты.
Для проверки устанавливают раствор ножек кронциркуля точно по расстоянию между плоскостями в каком-либо одном месте и перемещают кронциркуль по всей поверхности.
Если при перемещении кронциркуля между его ножками ощущается качка, это значит, что в данном месте расстояние между плоскостями меньше; если же кронциркуль перемещается туго (без качки), это значит, что расстояние между плоскостями в данном месте больше, чем в другом.
Две плоскости могут считаться параллельными между собой, если ножки перемещаемого кронциркуля скользят по ним с легким трением равномерно.
Глава 14. Слесарная обработка металлов [1963 Вокрачко Ю.Г. — Учебник военного водителя второго класса]
К слесарным работам относятся разметка, рубка, резка, опиливание, сверление отверстий, нарезание резьбы.
Рубка
Рубка применяется для снятия слоя металла с заготовки, разрубания металла, срубания заусенцев, заклепок, вырубания заготовок и других работ, не требующих высокой точности.
При рубке пользуются слесарным молотком (рис. 119, а) весом 0,5 — 0,6 кг, зубилом и крейцмейселем, а также приспособлением для закрепления заготовок.
Зубило (рис. 119,6) изготавливают из инструментальной стали. Рабочая часть зубила имеет форму клина, который затачивается под определенными углами; обычно угол заточки а принимается: при рубке чугуна .
и бронзы -70°, стали — 60°, меди и латуни — 45°, цинка и алюминия -35°. Углы заточки проверяют шаблонами. Режущие грани должны быть одинаковой ширины и иметь одинаковый угол наклона к оси зубила.
Сильный нагрев при заточке на точиле приводит к снижению твердости зубила.
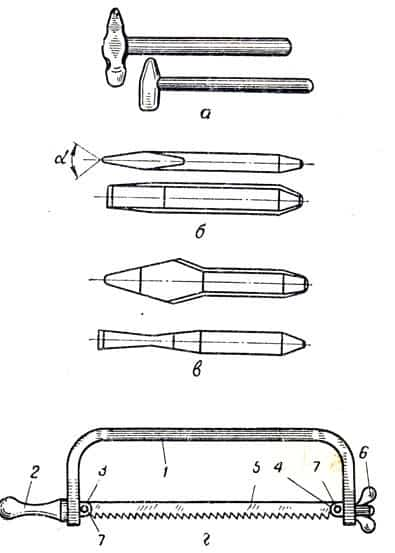 Рис. 119. Инструмент для рубки и резки: а — слесарные молотки; б — зубило; в — крейцмейсель; г — ножовка; 1 — рамка; 2 — ручка; 3 — неподвижная головка; 4 — натяжная головка; 5 — ножовочное полотно; 6 — гайка-барашек; 7 — шпилька
Рис. 119. Инструмент для рубки и резки: а — слесарные молотки; б — зубило; в — крейцмейсель; г — ножовка; 1 — рамка; 2 — ручка; 3 — неподвижная головка; 4 — натяжная головка; 5 — ножовочное полотно; 6 — гайка-барашек; 7 — шпилька
Крейцмейсель (рис. 119, в) предназначен для прорубания узких канавок и шпоночных пазов.
При рубке заготовку зажимают в тиски так, чтобы место рубки находилось на уровне губок. Зубило устанавливают под углом 30 — 35° к обрабатываемой плоскости заготовки. При рубке нужно смотреть на лезвие, а не на головку зубила. Успех рубки зависит от правильного движения правой руки, темпа движения (40 — 44 удара в минуту), меткости и силы удара.
Резка
Резку металла производят кусачками, ручными и стуловыми ножницами, ножовками, труборезами. Для разрезания толстых листов, полосового, круглого и профильного металла применяют ручную ножовку (рис. 119,г).
Ножовочное полотно устанавливают в рамку 1 в прорези головок, закрепляют шпильками 7 и натягивают, завинчивая гайку-барашек. Зубья полотна 5 должны быть обращены в сторону от работающего.
Разрезаемый металл закрепляют в тисках. Правой рукой берут ножовку за ручку 2, а левую накладывают на другой конец рамки. Резание надо начинать с широкой поверхности.
Ножовку держат преимущественно в горизонтальном положении и двигают плавно, без рывков. Нажим делают только при движении вперед. Темп резки — 30 — 60 двойных ходов в минуту.
Латунь и бронзу следует разрезать только новыми полотнами.
Опиливание
При опиливании слой металла с поверхности обрабатываемого изделия снимают напильником.
Напильник — стальной брусок из инструментальной стали, на поверхности которого сделана насечка. Для опиливания мягких металлов применяют напильники с одинарной насечкой, для опиливания твердых металлов — напильники с двойной перекрестной насечкой и для обработки таких материалов, как кожа и дерево, — рашпильные напильники.
Напильники с двойной насечкой в зависимости от числа нижних насечек разделяются на драчевые, личные и бархатные.
Драчевые напильники применяют при грубой обработке, личные — при получистовой и чистовой и бархатные — при самой точной обработке. Небольшие напильники, изготовленные из стальной проволоки, называются надфилями. Они обычно имеют бархатную насечку и предназначаются для очень точной и мелкой работы.
По форме напильники бывают плоские, полукруглые, круглые, трехгранные и др. Длина напильников — 75 — 500 мм.
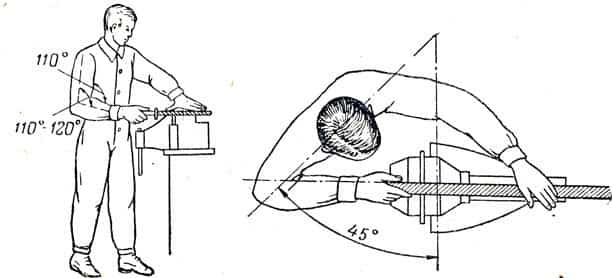 Рис. 120. Положение корпуса и рук слесаря при опиливании
Рис. 120. Положение корпуса и рук слесаря при опиливании
На рис. 120 показано положение корпуса и рук слесаря при опиливании. Напильник должен двигаться горизонтально, что достигается умелой балансировкой, заключающейся в постепенном увеличении нажима на напильник при рабочем ходе (вперед) и в одновременном и согласозанном уменьшении нажима левой рукой.
Нарезание резьбы
Нарезание резьбы производят метчиками и плашками. Слесарные метчики (рис. 121) изготовляются комплектами, в которые входят два или три метчика.
В комплекте из трех метчиков имеются черновой, средний и чистовой (или соответственно 1, 2 и 3-й) метчики, отличающиеся один от другого величиной среза вершин резьбы. Резьбу полного профиля имеет только чистовой метчик. На хвостовике метчика наносится маркировка с обозначением его номера, диаметра и шага резьбы.
Для нарезания наружной резьбы применяют винтовальные доски (рис. 122) и плашки.
Плашки бывают круглые (рис. 123, а) и раздвижные, или клупповые (рис. 123,6). Раздвижные плашки закрепляются в клуппе (рис. 123, в), а круглые — в воротке, или леркодержателе (рис. 123,г).
На торце плашек, как и на хвостовиках метчиков, наносится маркировка.
Рис. 121. Слесарный метчик: а — рабочая часть; б — калибрующая часть; в — заборная часть; 1 — нитка (виток); 2 — квадрат; 5 — хвостовик; 4 — канавка
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как при нарезании резьбы металл частично выдавливается и может защемить метчик, что приведет к его поломке или к срыву резьбы. Соответственно диаметр сверла для сверления отверстия под резьбу должен быть меньше наружного диаметра резьбы примерно на величину шага резьбы.
При нарезании внутренней резьбы закрепляют заготовку в тисках, вставляют в отверстие черновой метчик, надевают на квадратный хвостовик вороток и с легким нажимом вращают метчик вправо. После врезания метчика в металл нажим прекращают. Метчик обычно вращают на один — два оборота вправо, а затем на пол-оборота влево и т. д. Заканчивают нарезку средним и чистовым метчиками.
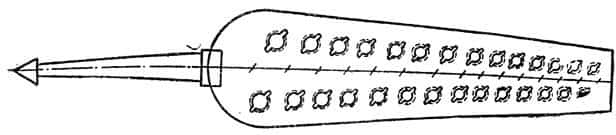 Рис. 122. Винтовальная доска
Рис. 122. Винтовальная доска
При нарезании резьбы в сталях для охлаждения и смазки метчика (плашки) применяют олифу или машинное масло, при нарезании резьбы в алюминиевых деталях-керосин; чугун и бронзу нарезают всухую.
Нарезание резьбы круглыми плашками и винтовальной доской аналогично нарезанию метчиком. Диаметр стержня болта должен быть примерно на 0,3 — 0,4 мм меньше наружного диаметра резьбы.
Круглыми плашками резьбу нарезают за один проход, а раздвижными- за три — четыре прохода. Врезание плашек за каждый проход составляет примерно 0,2 — 0,5 мм.
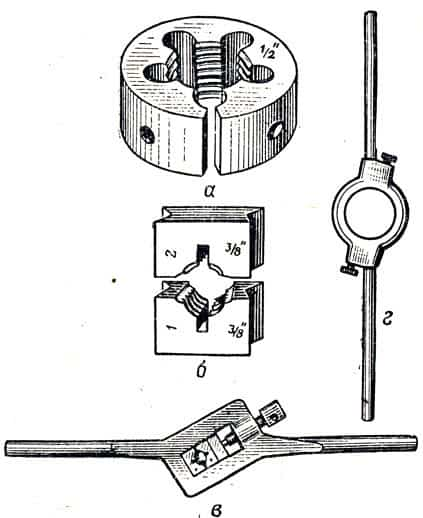 Рис. 123. Плашки: а — круглая плашка; б — раздвижная плашка (или клупповая); в — клупп; г — вороток
Рис. 123. Плашки: а — круглая плашка; б — раздвижная плашка (или клупповая); в — клупп; г — вороток
Болты и гайки с вытянувшейся и сорванной резьбой заменяют; допускается срыв не более двух витков резьбы. Мелкие забоины на резьбе выводят личным трехгранным напильником или шафером. При наличии значительных забоин резьбу «прогоняют» метчиками и плашками.
Сверление отверстий
Сверление отверстий можно производить на сверлильных станках, а также с использованием дрелей и трещоток (рис. 124). Отверстия диаметром до 25 мм сверлят ручными и электрическими дрелями, а большего диаметра — трещотками, если нельзя использовать сверлильный станок.
Рис. 124. Оборудование для сверления: а — ручная дрель; б — электрическая дрель; в — трещотка; 1 — патрон Рис. 125. Спиральное сверло: А — спиральное сверло с цилиндрическим хвостовиком; Б — спиральное сверло с коническим хвостовиком; а — передний конус; б — рабочая часть; в — шейка; г — хвостовая часть; д — квадрат; е — лапка; ж — канавка; 1 — режущая кромка
Для сверления отверстий применяют спиральные и перовые сверла. Спиральные сверла (рис. 125) отличаются высокой производительностью, обеспечивают автоматическое выведение стружки и неизменность размеров. Перовые сверла (рис. 126) просты по устройству и могут быть изготовлены в ремонтной мастерской.
Для зажима сверл применяют кулачковые патроны 1 (рис. 124) и переходные конические втулки.
Для охлаждения сверл при сверлении стали, латуни и ковкого чугуна применяют масло или мыльную воду, при сверлении алюминия — мыльную воду или керосин. Серый чугун и бронзу сверлят всухую.
Деталь с накерненным центром отверстия закрепляют в каком-либо приспособлении. Предварительно отверстие засверли-вают на глубину 1/4 диаметра. Проверив правильность засверливания, заканчивают сверление.
Глава IX. Опиливание металла
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках.
С помощью напильника слесарь придает деталям требуемую форму и размеры, производит пригонку деталей друг к другу, подготовляет кромки деталей под сварку и выполняет другие работы.
При помощи напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и. т. п. Припуски на опиливание оставляются небольшими — от 0,5 до 0,025 мм. Точность обработки опиливанием от 0,2 до 0,05 мм, в отдельных случаях до 0,001 мм.
Ручная обработка напильником в настоящее время в значительной степени заменена опиливанием на специальных станках, но полностью ручное опиливание эти станки вытеснить не могут, так как пригоночные работы при сборке и монтаже оборудования часто приходится выполнять вручную.
Напильник (рис. 134) представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина. Напильники изготовляют из стали У13 или У13А (допускается легированная хромистая сталь ШХ15 или 13Х), после насекания подвергают термической обработке.
Напильники подразделяют: по крупности насечки, по форме насечки, по длине и форме бруска, по назначению.
Виды и основные элементы насечек. Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала.
Зубья напильников получают на пилонасекательных станках при помощи специального зубила, на фрезерных станках — фрезами, на шлифовальных станках — специальными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках — протяжками и на зубонарезных станках.
Каждым из указанных способов насекается свой профиль зуба. Однако независимо от способа получения насечки каждый зуб имеет задний угол а, угол заострения р, передний угол у и угол резания 5 (рис. 135).
У напильников с насеченными зубьями (рис. 135, а) с отрицательным передним углом (γ от -12 до -15°) и сравнительно большим задним углом (α от 35 до 40°) обеспечивается достаточное пространство для размещения стружки. Получающийся при этом угол заострения β = 62 (до 67°) обеспечивает прочность зуба.
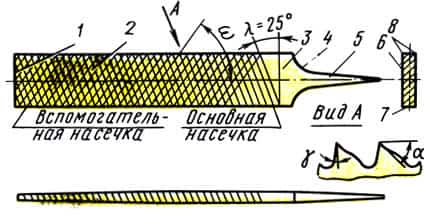 Рис. 134. Напильник слесарный общего назначения: 1 — носок, 2 — рабочая часть,3 — ненасеченный участок, 4 — заплечик, 5 — хвостовик, 6 — широкая сторона, 7 — узкая сторона, 8 — ребра
Рис. 134. Напильник слесарный общего назначения: 1 — носок, 2 — рабочая часть,3 — ненасеченный участок, 4 — заплечик, 5 — хвостовик, 6 — широкая сторона, 7 — узкая сторона, 8 — ребра 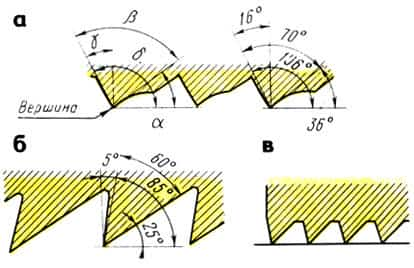 Рис. 135. Зубья напильника: а — насеченные, б — полученные фрезерованием, в — полученные протягиванием или шлифованием
Рис. 135. Зубья напильника: а — насеченные, б — полученные фрезерованием, в — полученные протягиванием или шлифованием
Напильники с фрезерованными или шлифованными зубьями (рис. 135, б) имеют положительный передний угол γ = 2 (до 10°). У них угол резания меньше 90° и, значит, меньше усилие резания. Большая стоимость Фрезерования и шлифования ограничивает применение этих напильников.
Для напильников с зубьями, полученными протягиванием (рис. 135, в), γ = — 5°, β = 55°, α = 40° , δ = 95°.
Протянутый зуб имеет впадину с плоским дном. Эти зубья лучше врезаются в обрабатываемый металл, что значительно повышает производительность труда. Кроме того, напильники с такими зубьями более стойки, так как зубья не забиваются стружкой.
Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. Различают напильники с одинарной, т. е. простой насечкой (рис. 136, а), с двойной, или перекрестной (рис. 136, б), точечной, т. е. с рашпильной (рис. 136, в), и дуговой (рис. 136, г).
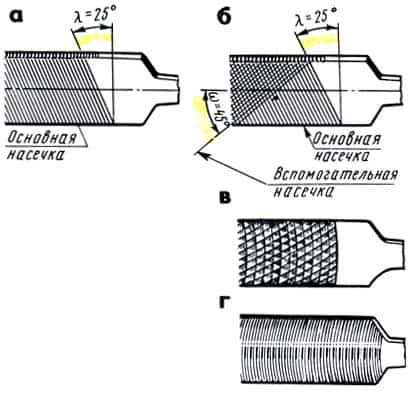 Рис. 136. Виды насечек напильника: а — одинарная (простая), б — двойная (перекрестная), в — рашпильная, г — дуговая
Рис. 136. Виды насечек напильника: а — одинарная (простая), б — двойная (перекрестная), в — рашпильная, г — дуговая
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов (латуни, цинка, баббита, свинца, алюминия, бронзы, меди и т. п.
) с незначительным сопротивлением резанию, а также неметаллических материалов. Кроме того, эти напильники используют для заточки пилг ножей, а также для обработки дерева и пробки.
Одинарная насечка наносится под углом λ = 25° к оси напильника.
Напильники с двойной (т. е. перекрестной) насечкой применяют для опиливания стали, чугуна и других твердых материалов с большим сопротивлением резанию.
В напильниках с двойной насечкой сначала насекается нижняя — глубокая насечка, называемая основной, а поверх нее — верхняя, неглубокая насечка, называется вспомогательной; она разрубает основную насечку на большое количество отдельных зубьев.
Перекрестная насечка больше размельчает стружку, что облегчает работу. Основная насечка выполняется под углом λ = 25°, а вспомогательная — под углом ω = 45°.
Расстояние между соседними зубьями насечки называется шагом S. Шаг основной насечки больше шага вспомогательной. В результате зубья располагаются друг за другом по прямой, составляющей с осью напильника угол 5°, и при его движении следы зубьев частично перекрывают друг друга, поэтому на обработанной поверхности уменьшается шероховатость, поверхность получается более чистой и гладкой.
Рашпильная (точечная) насечка получается вдавливанием металла специальными трехгранными зубилами, оставляющими расположенные в шахматном порядке вместительные выемки, способствующие лучшему размещению стружки. Рашпилями обрабатывают очень мягкие металлы и неметаллические материалы (кожу, резину и др.).
Дуговую насечку получают фрезерованием. Насечка имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей. Эти напильники применяют при обработке мягких металлов (медь, дюралюминий и др.).
Опиливание металла — простейшая операция металлообработки
Опиливание – это слесарная металлообработка , во время которой происходит снятие материала с поверхности детали с помощью напильника. Напильник – это инструмент, который служит для обработки металлов , состоит из многолезвийных режущих элементов, он обеспечивает высокую точность проделываемых работ, а также не значительную шероховатость обрабатываемой поверхности детали. Сама резка металла , проводится качественно и с малой погрешностью.
С помощью опиливание, детали придается нужный размер и форма, подгоняют деталь друг под друга и проводят множество других работ.
Напильниками обрабатывают металлы различной формы: криволинейные поверхности, плоскости, пазы, отверстия различных форм, канавки, различного рода поверхности и т.д. Припуски во время опиливания оставляют небольшого размера — от 0.55 до 0.015 мм.
А погрешность после проведенной работы может составляет от 0.1 до 0.05, а в определенных случаях еще меньше – до 0.005 мм., что обеспечивает качественную металлообработку /
Инструмент напильник – это брусок из стали определенной длины и профиля, у которого на поверхности стоит нарезка. Нарезка ( насечка) формирует маленькие и острые зубья, которые определяют в сечении форму клина.
Угол сечения напильника с сеченым зубом обычно равен 65-70 градусов, задний угол от 35 до 50 градусов, передний угол – 16 градусов. Инструменты с одинарной нарезкой убирают с металла широкую стружку, по всей насечке. Они применяются при металлообработке мягких металлов.
Напильник с двойной нарезкой используются при опиливании чугуна, стали и других твердых металлов, из-за того, что перекрестная нарезка измельчает стружку, в связи с чем – облегчает работу.
Насечку рашпилем получают с помощью вдавливания металла специальными зубцами состоящими из трехгранника. Обработка металлов рашпилем производится только на мягких металлах и неметаллических материалах. Также можно получить другую насечку с помощью фрезерования.
У нее дугообразная форма и большие выемки между зубьями – это обеспечивает хорошее качество поверхностей и высокую производительность при металлообработке Напильники производятся из стали У13А и У13, а еще из хромистой стали ШХ 15. Когда заканчивается насечка зубьев напильники термически обрабатываются.
Ручки напильников изготавливаются из древесины ( клен, береза и другие).
По своему назначению резки металла напильники делятся на следующие группы:
- Общего назначения.
- Надфили.
- Специального назначения.
- Машинные напильники.
- Рашпили.
Для общих слесарных работы, чаще всего применяются напильники общего назначения.
По количеству насечек на 1 см. напильники разделяют на 6 разных номеров:
- Напильники с нарезкой от номер 0 до 1 (драчевые), применяются для более грубого опиливания, так как состоят из крупных зубьев. При обработке металлов погрешность составляет от 0.6- 0.3 мм.
- Напильники с нарезкой № 2-3, применяются для чистого опиливания деталей. Погрешность при металлообработке составляет 0.2-0.005 мм.
- Напильники с нарезкой номером 4-5, служат окончательным обрабатываемым процессом. Погрешности при этом процессе составляет 0.1- 0.004 мм.
По своей длине напильники изготавливаются от 150 до 400 мм. По форме сечения их делят на квадратные, плоские, круглые, трехгранные, ромбические, ножничные и полукруглые. Для обработки металлов небольших форм используются малогабаритные напильники — надфили. Обработка твердых и закаленных сталей производится специальными надфилями, а на стальных стержнях закрепляются зерна алмаза. Улучшение производительности и условий труда при металлообработке опиливанием достигается путем использования механизированных ( пневматических и электрических) напильников. Сменяемые угловые и прямые головки при помощи круглых фасонных инструментов способствуют опиливанию под разными углами и в труднодоступных местах.
Качество работы контролируется различного рода инструментами. Качество опиливаемой плоскости проверяется проверочной линейкой. Если плоскость должны быть опилена достаточно точно, ее подвергают проверке на проверочной плите.
Если нужно опилить плоскость под определенным углом, ее проверяют с помощью угломера или угольника. Для контроля параллельности двух плоскостей используют штангенциркуль, где расстояние между плоскостями должно быть одинаковым.
Если контроль нужно провести по криволинейным поверхностям, его производят с помощью линий разметки и специальных шаблонов.
Опиливание служит для разрезания и обработки поверхности и значительно отличается от процесса плазменной резки металла , которая в свою очередь используется для полного разрезания изделия, а также для обработки его.
Pereosnastka.ru
- Слесарное опиливание
- Категория:
- Опиливание металла
Слесарное опиливание
Опиливанием называют метод размерной обработки заготовок напильником.
Опиливание предназначено для получения необходимой формы, размера, шероховатости и расположения поверхности. Опиливают такие поверхности заготовок, обработка которых на станках технически невозможна или экономически нецелесообразна (рабочие полости штампов, пресс-форм и т. п.).
Опиливание применяют и для подгонки сопряженных поверхностей деталей на месте сборки изделия.
Виды опиливания. Опиливание бывает ручное и машинное. Опиливание с целью повысить качество поверхности иногда называют зачисткой.
Опиливание основано на разрушении поверхностного слоя материала заготовки режущими элементами инструмента (напильника), выполненными в виде клина. Каждый режущий клин срезает с заготовки слой материала и превращает его в стружку, которая размещается в стружечном пространстве.
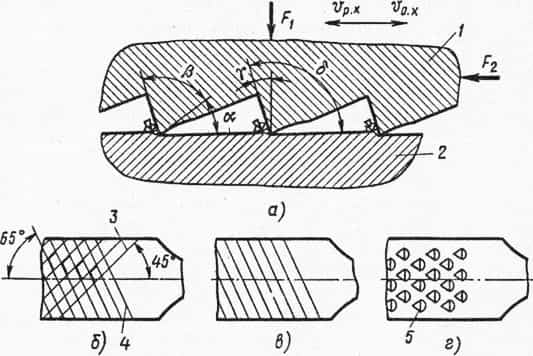
Рис. 1. Режущие элементы различных типов напильников: а — процесс опиливания, б, в; г — двойная, одинарная и точечная (рашпиль-ная) насечки соответственно; 1 — напильник, 2 — заготовка, 3 — вспомогательная насечка, 4 — основная насечка, 5 — режущая кромка; у — передний угол, а — задний угол, fi — угол заострения, 6 — угол резания
При опиливании напильник двигают вручную вперед (от себя) со скоростью Цр.х. рабочего хода и назад (на себя) со скоростью v0.x. обратного хода (рис. 1, а).
Горизонтальную силу прикладывают как при рабочих, так и при холостых ходах, а вертикальную (двумя руками) — только при рабочих ходах.
Чтобы напильник всегда был параллелен обрабатываемой поверхности, в начале рабочего хода на напильник сильнее нажимают левой рукой, а по мере его движения нажим левой рукой уменьшают, а правой — увеличивают.
Режущий инструмент для опиливания. Напильник представляет собой многолезвийный режущий инструмент, у которого зубья расположены на поверхностях стальных закаленных брусков, имеющих различные профиль поперечного сечения и длину. Напильник имеет рабочую часть и хвостовик. Оттянутую часть называют носком. На рабочей части различают узкую сторону, широкую сторону и ребро.
Зубья напильника получают насеканием, фрезерованием; шлифованием и другими технологическими методами. Наибольшее распространение получило насекание зубьев на насекальных станках специальными зубилами. Насеченные зубья более прочны.
Напильники изготовляют с различными по длине и форме режущими кромками. Короткую кромку в виде неправильного треугольника получают двойной насечкой, длинную (прямую или радиусную) кромку— одинарной насечкой. Короткую кромку получают также рашпильной (точечной) насечкой.
Слесарные напильники общего назначения обычно имеют двойную насечку — основную (под углом 65°) и вспомогательную (под углом 45°). Последняя делит основную насечку на многочисленные зубья, что позволяет при одинаковой затрате сил увеличить количество снимаемой стружки.
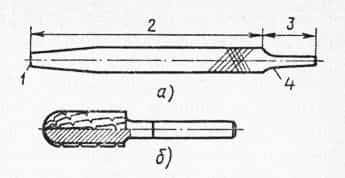
Рис. 2. Стержневой напильник (а) и борфреза (б): 1 — носок, 2 — рабочая часть, 3 — хвостовик, 4 — заплечик
Шаг основной и вспомогательной насечек делают разным. В результате этого каждый последующий зуб смещен относительно предыдущего в направлении, перпендикулярном оси напильника. Без такого смещения каждый последующий зуб следовал бы строго за предыдущим и на обрабатываемой поверхности образовывались бы канавки. Перекрытие зубьев обеспечивает низкую шероховатость обрабатываемой поверхности.
Величина стружечного пространства оказывает большое влияние на качество и производительность опиливания. Объем стружечного пространства определяется шагом насечки, т. е. числом основных насечек на длине 10 мм. Это число определяется номером насечки. Слесарные напильники общего назначения имеют шесть номеров насечек — от нуля (наибольший шаг) до 5 (наименьший шаг).
По форме поперечного сечения напильники общего назначения бывают: плоские, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные. Напильники общего назначения изготовляют длиной 100; 125; 150; 200; 250; 300; 350 и 400 мм.
Напильники маленьких размеров называют надфилями. Выпускаемые надфили имеют десять номеров насечки: 00; 0; 1; 2; 3; 4; 5; 6; 7 и 8. Формы поперечного сечения надфилей такие же, как напильников общего назначения.
Кроме того, выпускают надфили трехгранные односторонние, овальные и пазовые. Каждый тип надфиля выпускают трех типоразмеров.
Общая длина соответственно 100; 120 и 160 мм; длина рабочей части соответственно 50; 60 и 80 мм.
Слесарные напильники общего назначения и надфили делают из сталей У12, У12А, У13 и У13А. Допускается изготовление напильников из сталей 13Х и ШХ15. Напильники закаливают до твердости 54 HRQ.
Напильники для труднообрабатываемых материалов изготовляют из сталей 14ХФ и 13Х, а также из быстрорежущей стали. Они отличаются от напильников общего назначения числом и углами наклона насечек. Их широкие поверхности имеют радиусную форму, благодаря чему в работе одновременно участвует меньшее число зубьев.
При машинном опиливании применяют стержневые напильники и борфрезы. Стержневой напильник в отличие от слесарного имеет хвостовик, с помощью которого он крепится в машине.
При опиливании штампов и пресс-форм широко применяют концевые и насадные борфрезы (диаметром 3 — 32 мм) цилиндрической, угловой, дисковой и другой формы.
Изготовляют борфрезы из быстрорежущей стали или из инструментальной стали У12А и закаливают до твердости 66 HRCs. Борфрезы делают с особо крупным, крупным, средним, мелким и особо мелким зубом.
Оборудование и приспособления для опиливания. Опиливание вручную обычно производят за слесарным верстаком. Заготовку устанавливают в слесарных тисках, оснащенных алюминиевыми или медными нагубниками и деревянными прокладками, предохраняющими обработанные поверхности от повреждений.
Обработку заготовки борфрезами выполняют с помощью электрической машины с гибким валом. Опиливание стержневыми напильниками осуществляют на стационарных опиловочных станках. Использование приспособлений типа копиров позволяет повысить производительность опиливания, так как при этом в процессе работы не надо контролировать отклонение формы и расположения обрабатываемых поверхностей.
Последовательность и приемы выполнения работ при опиливании. Поверхность заготовки очищают от грязи, масла и окалины. Твердую поверхностную корку отливок и поковок предварительно удаляют старым напильником или зубилом. Затем заготовку размечают.
При выборе напильника необходимо учитывать физико-механические свойства обрабатываемого материала, размеры, форму обрабатываемой поверхности и ее расположение относительно других поверхностей заготовки, величину припуска на обработку, требуемую точность и шероховатость поверхности.
Плоские и плоские остроносые напильники применяют для обработки плоских и выпуклых поверхностей, канавок. Квадратные и прямоугольные пазы и отверстия опиливают квадратными напильниками.
Трехгранные напильники удобны при обработке острых углов в пазах, а также трехгранных и многогранных отверстий.
Круглые и овальные отверстия, вогнутые поверхности опиливают круглыми напильниками; вогнутые и плоские — полукруглыми; узкие фасонные поверхности, прорези и канавки — ромбическими.
Длину напильника рекомендуется выбирать на 150— 200 мм больше длины опиливаемой поверхности. Для очень точной обработки небольших поверхностей и твердых материалов используют надфили. Грубое опиливание мягких материалов, пластмасс и дерева рационально проводить рашпилями.
Опиливание производят последовательно каждым типом напильника (начиная с наиболее грубого и кончая наиболее точным). Заготовку устанавливают в тисках так, чтобы разметочная риска была хорошо видна, а опиливаемая поверхность располагалась горизонтально.
Для повышения производительности и качества обработки применяют перекрестное опиливание: сначала всю поверхность опиливают косым штрихом слева направо; потом — прямым штрихом; затем — косым штрихом справа налево.
В результате неправильной эксплуатации напильники теряют режущие свойства. Если на рабочую часть напильника попало масло или частицы стружки забили его впадины, то он становится непригодным для работы. Засаленные напильники очищают твердым куском древесного угля.
От стружки напильник очищают заостренной лопаточкой из мягкого железа (или латуни) и стальной жесткой щеткой. Очистку ведут в направлении верхней насечки. Перед опиливанием алюминиевых сплавов напильник следует натереть стеарином в целях уменьшения его засаливания.
При опиливании контролируют шероховатость, форму, размеры и расположение поверхности. Шероховатость, как правило, контролируют по эталонным образцам.
Отклонение от плоскостности (наиболее распространенный вид брака при опиливании) контролируют поверочной линейкой (на просвет).
Взаимное расположение поверхностей контролируют угольниками, шаблонами и угломерами; линейные размеры проверяют штангенциркулями.
Реклама:
Читать Художественная обработка металла. Опиливание онлайн (полностью и бесплатно)
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя металла напильниками вручную или на станках.
С помощью напильника деталям придают нужную форму и размеры, производят пригонку деталей друг к другу, подготавливают кромки деталей под сварку и выполняют другие работы.
Напильниками обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и т.п.
Припуски на опиливание оставляют небольшими – от 0,5 до 0,025 мм. Точность обработки от 0,2 до 0,05 мм. При художественной обработке металла ручному опиливанию, как одному из приемов, придается важное значение.
Напильник представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеются насечки, образующие остро заточенные зубцы (зубья), имеющие в сечении форму клина.
Изготовляют напильники из стали У10А или У13А и после насекания подвергаются термической обработке. Допускается легированная хромистая сталь ШХ15 или 13Х. Подразделяют напильники по крупности насечки, по форме насечки, по длине и форме бруска, по назначению.
Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала. Зубья напильников получают на пилонасекательных станках с помощью специального зубила, на фрезерных станках – фрезами, на шлифовальных – специальными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках – протяжками и на зубонарезных станках.
При каждом способе воздействия нарезается свой профиль зуба. Однако независимо от способа получения насечки каждый зуб имеет задний угол, угол заострения и угол резания.
Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. Различают напильники с одинарной, т.е. простой насечкой, с двойной, или перекрестной, точечной, т.е. с рашпильной и дуговой.
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов – латуни, цинка, баббита, свинца, алюминия, бронзы, меди и др.
Напильники с одинарной насечкой применяют при опиливании материалов с незначительным сопротивлением резанию, а также неметаллических материалов. Используют их для заточки пил, ножей, для обработки пробки, дерева.
Напильники с двойной, т.е. перекрестной насечкой применяют для опиливания стали, чугуна и других твердых материалов с большим сопротивлением резанию.
В напильниках с двойной насечкой сначала насекается нижняя глубокая насечка, основная, а поверх нее – верхняя, неглубокая насечка, вспомогательная. Она разрубает основную насечку на множество отдельных зубьев. Перекрестная насечка облегчает работу, так как больше размельчает стружку.
Расстояние между соседними зубьями насечки называются шагом. Шаг основной насечки больше шага вспомогательной. В результате зубья располагаются друг за другом по прямой, составляющей с осью напильника угол 5 градусов, и при его движении следы зубьев частично перекрывают друг друга, поэтому на обработанной поверхности уменьшается шероховатость, поверхность получается более чистой и гладкой.
Рашпильная (точечная) насечка получается вдавливанием металла специальными трехгранными зубилами, оставляющими, расположенными в шахматном порядке вместительные выемки, способствующие лучшему размещению стружки. Рашпилями обрабатывают очень мягкие металлы и неметаллические материалы – резину, кожу и др.
Дуговую насечку получают фрезерованием. Насечка имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей.
Применяют напильники с дуговой насечкой при обработке мягких металлов – дюралюминия, меди и др.
Напильники могут быть общего назначения, специального назначения, надфили, рашпили, машинные.
Напильники общего назначения предназначены для общеслесарных работ. По числу насечек (нарезок) на 1 см длины делятся на шесть номеров – 0, 1, 2, 3, 4, 5.
Напильники с насечкой 0 и 1 (драчевые) имеют наиболее крупные зубья и служат для грубого опиливания, когда требуется удалить большой слой металла – 0,5 – 10 мм. Точность обработки не превышает 0,1 – 0,2 мм.
Напильники с насечкой 2 и 3 (личные) применяют для чистового опиливания изделий с точностью до 0,02 – 0,05 мм. Снимаемые слой металла не превышает 0,02 – 0,06 мм.
Напильники с насечкой 4 и 5 (бархатные) служат для окончательной отделки изделий. Они снимают слой не более 0,01 – 0,03 мм при точности обработки от 0,01 до 0,005 мм.
- Типы напильников.
- Напильники делятся на следующие типы:
- А – плоские,
- Б – плоские остроносые применяются для опиливания наружных или внутренних плоских поверхностей, а также для пропиливания шлицев и канавок;
- В – квадратные напильники используют для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
- Г – трехгранные напильники служат для опиливания острых уголов как с внешней стороны детали, так и в пазах, отверстиях, канавках, для заточки пил по дереву;
- Д – круглые напильники используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса;
- Е – полукруглые напильники применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной); плоскостей, выпуклых криволинейных поверхностей и углов более 30 градусов (плоской стороной);
- Ж – ромбические напильники применяют для опиливания зубьев зубчатых колес, дисков, звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также для опиливания углов свыше 15 градусов и пазов;
- З – ножовочные напильники служат для опиливания внутренних углов клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также при изготовлении режущих инструментов и штампов.
Плоские, квадратные, трехгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченным и нарезанным зубом. Ножовочные напильники изготовляют по специальному заказу.
Напильники специального назначения служат для обработки цветных металлов, сплавов, изделий из легких сплавов и др.
Напильники для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников.
Напильники выпускаются только плоскими и остроносыми с насечкой N 1 и предназначаются для обработки бронзы, латуни и дюралюминия. Такие напильники маркируют буквами ЦМ на хвостовике.
Напильники общего назначения, применяемые для обработки изделий из легких сплавов и неметаллических материалов имеют мелкую насечку, при работе быстро забиваются стружкой и выходят из строя.
Применяют напильники со специальной державкой, позволяющие устранить эти недостатки. Эти напильники имеют размеры 4х40х360 мм и насечку в виде дуговых канавок для выхода стружки при значительно увеличенном шаге по сравнению с драчевыми напильниками общего назначения. Производительность работы такими напильниками повышается в три раза.
Алмазные напильники применяют для обработки и доводки твердосплавных деталей.
Алмазный напильник представляет собой стержень с рабочей поверхностью и сечением нужного профиля, на которую нанесен тонкий алмазный слой. Алмазное покрытие на рабочей части изготовляют различной зернистости для предварительной и окончательной доводки.
Надфили – это небольшие напильники, которые применяют для лекальных, граверных, ювелирных работ и иных художественных работ по металлу, для зачистки в труднодоступных местах – отверстий, углов и др. Надфили имеют такую же форму как и слесарные напильники.
- Изготовляют их из стали У12 или У12А.
- Длина надфилей может быть 80, 120 и 160 мм.
- В зависимости от количества насечек, приходящиеся на каждые 10 мм длины, надфили разделяют на шесть типов: 1 – драчевые, 2 – личные; 3 – 6 – бархатные.
- По форме сечения надфили могут быть круглые, полукруглые, плоские, остроносые, овальные, ножовочные, квадратные, трехгранные, трехгранные односторонние, пазовые и ромбовидные.
- Алмазные надфили применяют для обработки твердосплавных материалов, различных видов керамики, стекла и др.
- При обработке надфилями получают поверхности 9 – 10 классов шероховатости.
Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, древесина, пластические массы), когда обычные напильники непригодны из-за того, что насечка их быстро забивается стружкой и они перестают резать.





