
Шлифование металлических поверхностей не всегда может производиться при помощи электрических инструментов. Иногда для подобных действий используют напильники по металлу. Но, конечно же, требуется подобрать подходящий вариант для осуществления некоего типа работ.
Напильники могут предназначаться для осуществления работы по металлу либо дереву. Первый тип обычно имеет большую твердость, чем аналогичные решения для дерева. В этом нет ничего удивительного, ведь поверхность металла более твердая. Попытаемся разобраться, какими бывают подобные приспособления и как выбрать действительно эффективный вариант для конкретной ситуации.


Напильником называют инструмент, предназначающийся для убирания слоя металла с заготовки. Он обычно представляет собой металлическую полоску, оборудованную насечкой. Так называют зубья для резки, сделанные по нормам ГОСТа под номером 1465-80.
Чтобы управлять подобным приспособлением, следует применить рукоять, которую обычно насаживают на сделанный хвостовик. Для создания подобного приспособления применяются различные типы стали. Обычно марка стали, юспользуемая для конструирования рассматриваемых приспособлений – ШХ15 либо У10А, что содержит в себе 1,1-1,25 процента углерода.
Кстати, последняя марка входит в категорию нелегированных улучшенных.


Основным требованием, предъявляемым к марке стали, является твердость. Именно по этой причине напильник такого типа после термообработки не подвергается отпуску. В рабочем режиме поверхность приспособления должна иметь твердость на уровне 55-59 HRC.
Рукоять, что дает возможность пользоваться инструментом, может создаваться из различных материалов – пластмассы, древесины либо каких-то металлов. Добавим, что напильники могут отличаться по форме и иметь разные параметры зубьев для резки.
Обилие разнообразных групп напильников дает возможность производить довольно много разных категорий работ.
Например, при помощи подобного приспособления можно производить шлифовку плоскостей различного рода заготовок, убирать литники и облои, загрязнения.
А если инструмент имеет специальную форму, то можно делать обрабатывание зацепления зубчатого типа, а также затачивать цепи, которые используются в пилах.


Следует сказать, что классификация напильников по металлу предусматривает их распределение на категории по различным признакам. Обычно их классифицируют по следующим критериям:
- размеру зубьев;
- форме;
- предназначению;
- типу насечек.
Попытаемся разобраться в этом вопросе более детально.


Если говорить о типах насечек, то напильники могут иметь следующие ее виды:
- одинарная;
- рашпильная;
- штампованная;
- крестовая;
- дуговая.
Насечка первой категории обычно применяется для обрабатывания поверхностей металлов, что относятся к цветным. Использование такого типа позволяет быстро убрать заготовочный слой и произвести эффективную чистку от стружки.
При использовании инструмент этого типа сильно дребезжит, из-за чего руки устают очень быстро.

Следует сказать, что обработка металлов с высокой твердостью подобным инструментом невозможна из-за особенностей зубьев. А именно угла наклона. Нанесение здесь выполнено под 25- или 30-градусным углом.
Насечка рашпильного либо точечного типа обычно применяется для ускоренного демонтажа окалины либо ржавчины на металлах, относящихся к категории черных. Ее наибольшая эффективность проявляется при обрабатывании дерева грубой степени.
Третий тип насечки, как правило, используется в таких же случаях, что и рашпильная. Отличие этого вида в зубьях – они наклонены. Благодаря этому они цепляют заготовку как крюками и как бы сдирают.
Инструмент с подобной насечкой формирует грубейшие борозды. Сдирание зубцов происходит крайне быстро. Поэтому подобный напильник с металлами высокой твердости обычно не используют.
А вот для дерева – это отличное решение.
Также подобный инструмент применяют для обработки алюминия. Но негативным моментом является то, что полотно будет в быстром порядке забиваться стружкой, которую очень сложно вытащить.
Крестовая насечка обычно нужна при необходимости произвести обрабатывание таких металлов, как бронза, чугун и сталь. Ее зазубрины пересекаются, что позволяет образовать ромбический узор. Угол наклона главной насечки – 25 градусов, а дополнительной – на 20 градусов больше.
Подобный тип напильника также забивается стружкой за короткий срок. Поэтому для работы с металлами, обладающими небольшой твердостью, это неудобный вариант. Добавим, что для обеспечения комфортной и эффективной работы следует иметь щетку по металлу, которую иногда требуется применять для смахивания стружки между зубьями.
Дуговая покажет наилучшую эффективность при обрабатывании металлов цветного типа и пород дерева с высокой твердостью – бука и дуба.
После использования инструмента подобного типа на заготовке можно будет увидеть лишь аккуратные царапины, что легко можно зашлифовать.
По данному критерию напильники делят на следующие группы:
- общие;
- специальные;
- надфили;
- рашпили;
- машинные либо ленточные.
Напильники, относящиеся к первой категории, чаще применяются для осуществления работ слесарного характера. Они отличаются от других наличием двойной насечки с зубцами, нанесенными методом насекания. Они бывают разные по длине: 100, 200 мм и до 450 миллиметров, а зубья – почти все номера.
Модели инструмента спецназначения применяются обычно на производстве, ведь позволяют произвести устранение серьезных припусков, когда требуется подогнать пазы либо поверхности различной кривизны. По типу проводимых работ напильники рассматриваемой категории могут быть пазовыми, плоскими, с парой концов и иные.
Самая многочисленная категория – надфили. Они бывают 11 категорий, и их характерными особенностями является наличие насечек 5-го класса и малая брусочная длина. Обычно у них присутствует двойная насечка.
Всегда лучше иметь набор надфилей. Их применяют для обрабатывания разных маленьких деталей и мест, куда нельзя подобраться с помощью обычных инструментов.
Рашпили бывают:
- сапожные;
- общие;
- копытные.
Их основная особенность – наличие зубьев с большими габаритами и серьезная длина. Обычно рашпили имеют форму круга либо полукруга или могут быть плоскими, имеющими нос тупой либо острой формы.
Машинные представляют собой отдельную категорию инструментов, отличающуюся не только методом применения, но и конструкционно. Подобный напильник – это наждачная бумага, сделанная как лента круглой формы. Он крепится на электроприбор, после чего его применяют для проведения требуемых работ.
Ленточные модели являются альтернативой инструментам. Например, есть модели для шуруповерта либо напильник-сверло для дрели.
Но ряд минусов не позволяет такому типу напильников стать полноценной заменой слесарным приборам.
Благодаря форме имеющегося инструмента можно вычислить сегмент его использования:
- треугольный инструмент по металлу обычно применяют для обрабатывания в пазах и дырках;
- квадратный аналог будет использоваться для распиливания дырок, что имеют форму многоугольника, квадрата, прямоугольника;
- круглые аналоги требуются для обрабатывания поверхностей вогнутого типа, обладающих небольшим диаметром, а также дырок в форме круга и овала;
- ромбический инструмент берут для работ с зубчатыми деталями;
- полукруглые нужны для обрабатывания больших дырок и поверхностей вогнутого типа с довольно большим радиусом кривизны;
- модели ножовочного типа используют для выборки канавок и пазов узкого типа;
- простые модели либо аналоги с острым носом применяют при необходимости обработки поверхности плоского типа.
По этому критерию насечки рассматриваемых приспособлений подразделяются на 5 классов.
- Классы 0-1 могут убрать слой с толщиной 0,05-0,1 миллиметр. Это наиболее крупные варианты насечек. Главный недостаток – при обрабатывании металлических поверхностей могут иметь место погрешности в 0,1-0,2 миллиметра.
- Классы 2-3 снимают слой с толщиной 0,02-0,06 миллиметра. Это самое часто применяемое решение для убирания слоя металла. Но вот его эффективность для зачистки дырок и пазов будет невелика.
- Классы 4-5 могут осуществить снятие 0,01-0,03-миллиметрового слоя. Обычно такие насечки используют для завершающей отделки и доводки до требуемого состояния пазов и дырок. Максимальная погрешность в работе, что может наблюдаться, составит 0,001-0,005 мм.
Как уже упоминалось, данный инструмент должен делаться только из крайне твердой стали инструментального типа высочайшего качества. Например, из марок:
- ШХ15 либо 13Х – это категории хромистой стали легированного характера;
- У10А либо У13А, относящихся к улучшенным нелегированным маркам.
Обработка приспособлений осуществляется закаливанием, из-за чего показатели их твердости будут варьироваться в диапазоне 54-58 HRC. Данные марки применяют для создания напильников, что потребуются для работы с металлом.
Если предстоит работать с деревом и иными материалами, то используют сталь помягче.
Подобная насечка, имеющая название «простая», присутствует в спецнапильниках. Такие модели необходимы для снятия незначительного металлического слоя во время опиливания. Спецнапильники обычно применяют для обрабатывания поверхностей узкого типа.
Кроме того, их удобно применять, если требуется заточить пилу по дереву. Хотя тут лучше будет использовать электронапильник. Электрический аналог просто быстрее позволит это сделать. Помимо этого, такие изделия используют для работы с деревом, пластмассой, а также металлами, имеющими высокую мягкость.
Если говорить о маркировке такого инструмента, то о классах кое-что было сказано выше. Существует и другой тип маркировки, где важную роль играет зернистость. Тут наиболее крупной по зернистости насечкой будет номер 0, а наименьшей – номер 5.
Рассматриваемые инструменты бывают следующих видов.
- Драчевые. К ним относят модели № 0-1 с количеством до 12 насечек на 10 мм поверхности. Эти модели имеют довольно хорошие зубцы, что дает возможность сцарапывать большой слой ржавчины.
- Личные и полуличные. Сюда относятся модели № 2-3 с 13-44 насечками. Их обычно применяют для обрабатывания разных металлов.
- Бархатные. Это модели № 4-5 с 45-80 насечками. Их применяют для финального обрабатывания, и они снимают максимально тонкий слой металла.
Составим небольшой рейтинг производителей напильников, продукция которых действительно заслуживает внимания. Первый, о ком хочется сказать, – бренд «Кобальт». Кобальтовые напильники широко применяются многими мастерами и специалистами. Среди сильных сторон продукции бренда следует назвать:
- большой ассортимент различных моделей;
- для создания инструментов применяется высококачественная углеродистая сталь;
- все ручки выполнены из качественного пластика и имеют накладки из резины, благодаря чему инструмент не скользит в руке.
Еще один интересный бренд, заслуживающий внимания, – «Сибртех». Эта отечественная компания может похвастаться широким ассортиментом напильников по металлу различного типа. Они выполнены из качественной легированной и высокоуглеродистой стали.
Продукцию фирмы отличает высокая прочность, удобство в работе, а также доступная цена.
Третий бренд, о котором стоит сказать несколько слов, – «Зубр». Компания тоже относится к отечественным и выпускает хорошие напильники по металлу различных типов с высокой прочностью, отличной эргономичной ручкой и довольно конкурентоспособной стоимостью.
Теперь попытаемся кратко обрисовать, как выбрать хороший напильник по металлу. Тут следует сказать, что хороший напильник выбрать можно:
- когда человек четко понимает, чего именно требуется достичь при обработке той либо иной детали;
- какой именно слой материала нужно снять;
- если есть необходимость снятия слоя материала толщиной 0,1 миллиметра, то можно применить инструмент с насечкой 0 или 1;
- при необходимости выполнить тонкие работы, например, приготовить поверхность для последующего нанесения покрытия, то лучше взять инструменты с номером 2-4;
- для осуществления работ, где требуется заправить режущую кромку или отшлифовать поверхность, лучше будет применять бархатные инструменты.
Теперь кратко опишем, как правильно работать напильником, чтобы его работа была эффективной.
- Сначала требуется крепко зафиксировать деталь, что будет обрабатываться. Для этого можно использовать струбцину либо тиски.
- Рабочее место должно быть качественно освещено, чтобы случайно заготовка не была испорчена.
- Теперь следует выбрать подходящий напильник. Для этого сначала нужно оценить состояние заготовки. Если требуется снять много металла, то лучше использовать драчевую модель. Если же нет, то рекомендуется взять модель личного либо бархатного типа.
- Напильник следует подготовить к работе, особенно если он уже применялся ранее. Необходимо очистить его рабочую часть металлической щеткой.
- Можно осуществлять требуемые действия. Берем инструмент одной рукой за ручку, а второй – за пятку. При его движении вперед следует прижимать его к заготовке.
- Движение должно продолжаться до момента окончания насечек у пятки. Потом должно быть движение обратно с уменьшением усилия руки.
Таким образом, при помощи возвратно-поступательных движений будет совершаться обработка. После этого остается оценить состояние заготовки. Обычно в конце необходимо осуществить обработку бархатным напильником, но все зависит от каждого конкретного случая.
Pereosnastka.ru
- Классификация напильников
- Категория:
- Опиливание металла
Классификация напильников
Напильники по назначению подразделяют на следующие группы: общего назначения, специального назначения, надфили, рашпили, машинные.
Напильники общего назначения предназначаются для общеслесарных работ. По числу насечек (нарезок) на 1 см длины делятся на следующие шесть номеров: 0, 1, 2, 3, 4 и 5.
Напильники с насечкой № о и 1 (драчевые) имеют наиболее крупные зубья и служат для грубого опиливания, когда требуется удалить большой слой металла — 0,05 — 0,10 мм. Точность обработки этим напильником не превышает 0,1 —0,2 мм.
Напильники с насечкой № 2 и 3 (личные) применяют для чистового опиливания изделий с точностью 0,02 — 0,05 мм. Снимаемый слой металла не превышает 0,02 — 0,06 мм.
Напильники с насечкой № 4 и 5 (бархатные) служат для окончательной отделки изделий. Они снимают слой не более 0,01 —0,03 мм при точности обработки от 0,01 до 0,005 мм.
Напильники делятся на следующие типы:
А — плоские, Б — плоские остроносые (рис. 137, А, Б) применяются для опиливания наружных или внутренних плоских поверхностей, а также пропиливания шлицев и канавок;
В — квадратные напильники (рис.
1, В) используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
Г — трехгранные напильники (рис. 1, Г) служат для опиливания острых углов 60° и более как с внешней стороны детали, так и в пазах, отверстиях и канавках, для заточки пил по дереву;
Д — круглые напильники (рис.
1, Д) используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса;
Е — полукруглые напильники (рис.
1, Е) (сечение сегмент) применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной); плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной);
Ж — ромбические напильники (рис. 1, Н) применяют для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также опиливания углов свыше 15° и пазов;
3 — ножовочные напильники (рис. 1, 3) служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также при изготовлении режущих инструментов и штампов.
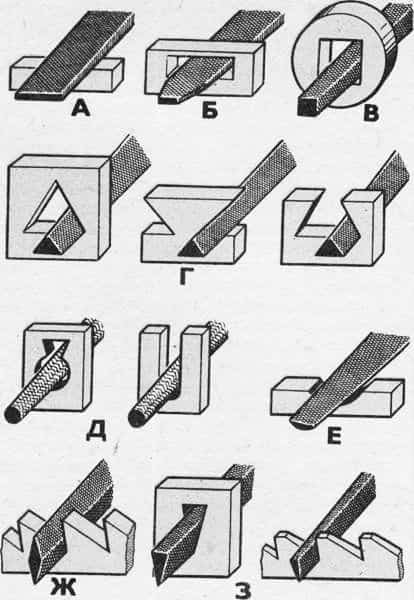
Рис. 1. Напильники по форме сечения:
А, Б — плоские, В — квадратные, Г — трехгранные, Д — круглые, Е — полукруглые, Ж — ромбические, 3 — ножовочные
Плоские, квадратные, трехгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченным и нарезанным зубом.
Ножовочные напильники изготовляют только по специальному заказу. Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4, 5 длиной: ромбические 100 — 250 мм и ножовочные — 100 — 315 мм.
Н апильники специального назначения изготовляют по ведомственным нормалям: для обработки цветных сплавов, изделий из легких сплавов и неметаллических материалов, а также тарированные.
Напильники для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Напильники выпускаются только плоскими и остроносыми с насечкой № 1 и предназначаются для обработки бронзы, латуни и дюралюминия.
Напильники для обработки бронзы имеют двойную насечку: верхняя под углом 45°, а нижняя под углом 60°, для латуни соответственно 30 и 85°; для дюралюминия 50 и 60° Маркируют буквами ЦМ на хвостовике.
Напильники для обработки изделий из легких сплавов и неметаллических материалов. Напильники общего назначения, применяемые слесарями при обработке изделий из легких и мягких сплавов (алюминий, дюралюминий, медь, баббит, свинец) и неметаллических материалов (пластмасса, гетинакс, текстолит, оргстекло, дерево, резина и т. д.
), имеют мелкую насечку, поэтому при работе быстро забиваются стружкой и выходят из строя. Применяют напильники со специальной державкой, позволяющие устранить указанные недостатки. Этот напильник имеет размеры 4 х 40 х 360 мм и насечку в виде дуговых канавок для выхода стружки при значительно увеличенном шаге по сравнению с драчевыми напильниками общего назначения.
Производительность работы такими напильниками повышается в два-три раза.
Тарированные напильники применяют во всех случаях, когда требуется проверять твердость в малодоступных для алмазного наконечника прибора частях изделия (боковой профиль зуба зубчатого колеса, режущее лезвие фрезы и др.
) и при контроле твердости непосредственно в цехе у рабочего места закальщика. Напильники тарируются на определенную твердость в зависимости от твердости изделий.
Они отличаются от соответственно нормализованных напильников повышенным и стабильным качеством.
Алмазные напильники применяют для обработки и доводки твердосплавных частей инструмента и штампов. Алмазный напильник представляет собой металлический стержень с рабочей поверхностью и сечением нужного профиля, на которую нанесен очень тонкий алмазный слой. Алмазное покрытие на рабочей части изготовляют различной зернистости для предварительной и окончательной доводки.
Надсрили. Небольшие напильники называют надфилями, их поименяют для лекальных, граверных, ювелирных работ, для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.).
Надфили имеют такую же форму, как и слесарные напильники. Изготовляют надфили из стали У13 или У13А, допускается У12 или У12А. Длина надфилей установлена равной 80, 120 и 160 мм.
На рабочей части надфиля на длине 50, 60, 80 мм наносят насечки зубьев. Надфили имеют перекрестную (двойную) насечку: основную — под углом А. = 25° и вспомогательную со = 45°.
Узкая сторона надфиля имеет одинарную насечку (основную).
В зависимости от количества насечек, приходящихся на каждые 10 мм длины, надфили разделяют на пять типов: № 1, 2, 3, 4 и 5. В зависимости от типа надфили имеют от 20 до 112 насечек. На рукоятке каждого надфиля наносится номер насечки: № 1 —20 — 40 насечек; № 2 – 28-56; № 3,4 и 5 – 40-112 насечек на 10 мм длины.
А лмазные надфили применяют для обработки твердосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твердосплавного инструмента.
Надфили изготовляют из природных и синтетических алмазных порошков различной зернистости с прямоугольной, квадратной, круглой, полукруглой, овальной, трехгранной, ромбической и другой формой поперечного сечения.
При обработке надфилями получают поверхности 9 —10-го классов шероховатости.

Рис. 2. Надфили:
а — прямоугольный тупоносый, б — прямоугольный остроносый, в — квадратный тупоносый, г — трехгранный тупоносый, д — трехгранный остроносый, е — круглый тупоносый, ж — полукруглый тупоносый, 3 — овальный тупоносый, и — ромбический тупоносый, к — ножовочный, л — пазовый; L — рабочая часть, 1 — длина рукоятки, d — диаметр рукоятки, b — ширина профиля, h — толщина надфиля
Рис. 3. Алмазные надфили
Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, дерево, пластические массы), когда обычные напильники непригодны из-за того, что насечка их быстро забивается стружкой и они перестают резать.
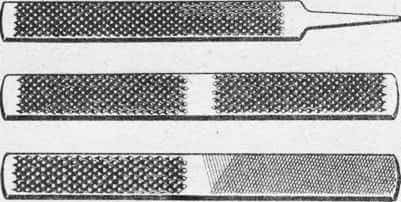
Рис. 4. Рашпили
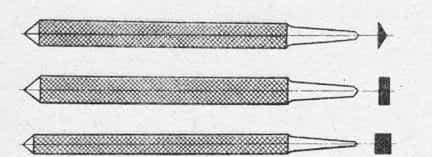
Рис. 5. Машинные напильники
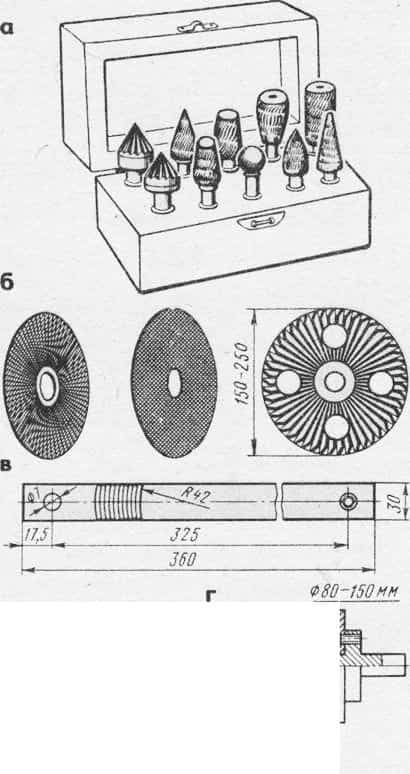
Рис. 6. Борнапильники:
а — фасонные головки (борнапильники), б — дисковые, в — пластинчатый, г — приспособление для крепления дисковых напильников
В зависимости от профиля рашпили общего назначения подразделяют на плоские (тупоносые и остроносые), круглые и полукруглые с насечкой №1—2 и длиной от 250 до 350 мм. Зубья рашпиля имеют большие размеры и вместительные канавки, расположенные впереди каждого зуба.
Машинные напильники (стержневые — для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляют в специальных патрйнах, а напильники средних размеров имеют с обеих сторон хвостовики, которыми их закрепляют в центрах-держателях станков. Эти напильники изготовляют таких же профилей, как и слесарные напильники, с такими же видами насечек, как и напильники общего назначения.
Вращающиеся напильники (борнапильники, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках.
Борнапильники — это фасонные головки с насеченными или фрезерованными зубьями. Изготовляют целыми (с хвостовиками) и насадными (навертывают на оправку).
Борнапильники имеют угловую, шаровидную, цилиндрическую, фасонную и другую форму. Ими обрабатывают фасонные поверхности.
Дисковые напильники применяют для зачистки отливок, поковок, снятия заусенцев на станках типа наждачных точил. Диск изготовляют диаметром 150 — 200 мм и толщиной 10 — 20 мм. Зубья фрезерованные или насеченные.
- Диски закрепляют с помощью приспособления.
- Пластинчатые напильники представляют собой бруски прямоугольного или круглого сечения с соответствующей насечкой.
- Эти напильники не имеют хвостовиков, их крепят к гибкой, непрерывно движущейся ленте заклепками.
Реклама:
Виды и размеры напильников по металлу
Каждому способу опиливания соответствует определенная геометрия зубьев напильника. Геометрия зуба насечных напильников характеризуется следующими углами (рис.
38 б): угол резания δα = 106°, задний угол α = 36°, угол заострения β = 70°, передний угол ƴ отрицательный до 12—15°.
Величина переднего угла по ГОСТ 1465—59 установлена до —12° для напильников с насечкой № 0, 1 и 2 и до — 15° для напильников с насечкой № 3, 4 и 5.
Геометрия зубьев напильников, изготовляемых фрезерованием и шлифованием, характеризуется следующими углами: резания δ =80—88°, задним α =20—25°, заострения β=60—63°, передним γ от + 2 до —10°.
По назначению напильники разделяются на две группы: слесарные общего назначения, предназначенные для выполнения различных слесарных работ по металлу; и специальные, предназначенные для выполнения различных работ по металлу и неметаллическим материалам.
Специальные напильники подразделяются на ручные и машинные.
Напильники изготовляют с насечкой следующих типов: с простой, или одинарной (рис. 38,в); с перекрестной, или двойной (рис. 38,г); с точечной, или рашпильной (рис. 38, д); с дуговой (рис. 38, е). Каждый тип насечки имеет свои преимущества и применяется для напильников определенного назначения.
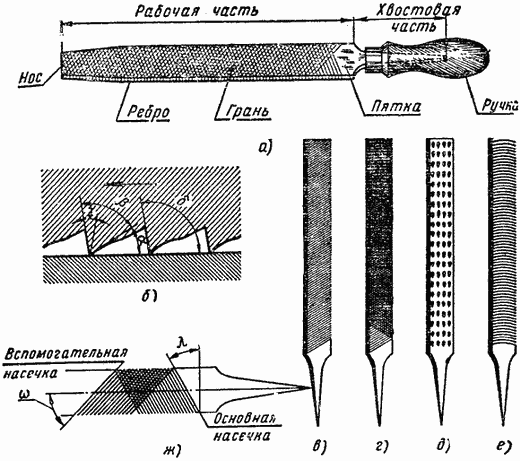 Рис. 38. Напильники: а — элементы напильника, б — профиль зуба, полученного насечкой, в — простая насечка, г — перекрестная насечка, б — точечная насечка, е — дуговая насечка, ж —углы перекрестной насечки
Рис. 38. Напильники: а — элементы напильника, б — профиль зуба, полученного насечкой, в — простая насечка, г — перекрестная насечка, б — точечная насечка, е — дуговая насечка, ж —углы перекрестной насечки
Простая, или одинарная насечка применяется при изготовлении некоторых видов специальных напильников (например, для заточки пил по дереву). Напильники с простой насечкой целесообразно применять во всех случаях, когда требуется с узкой обрабатываемой поверхности удалить незначительный слой металла.
Перекрестная, или двойная, насечка применяется при изготовлении слесарных напильников общего назначения. В этих напильниках основная насечка выполняется под углом λ = 25°, а вспомогательная — под углом ω = 45° (рис. 38,ж).
Такие углы наклона насечки обеспечивают высокую производительность.
Точечная, или рашпильная, насечка применяется при изготовлении напильников-рашпилей. Рашпили с точечной насечкой имеют крупные зубья и вместительные канавки, что способствует лучшему отделению стружки при опиливании мягких металлов, резины, кожи, пластмасс и др.
Слесарные напильники различаются по двум основным признакам: по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Слесарные напильники (ГОСТ 1465—59) изготовляют по форме поперечного сечения восьми типов: плоские (тип А), плоские остроносые (тип Б), квадратные (тип В), трехгранные (тип Г), круглые (тип Д), полукруглые (тип Е), ромбические (тип Ж), ножовочные (тип К).
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
- Напильники с насечкой № 0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0,2—0,5 мм деталей, имеющих припуск на обработку от 0,5 до 1 мм.
- Напильники с насечкой № 2, так называемые личные, применяют для чистового опиливания деталей с точностью 0,02—0,15 мм, при этом припуск на обработку составляет от 0,1 до 0,3 мм.
- Напильники с насечкой № 3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0,01 до 0,005 мм, при этом припуск на обработку колеблется от 0,025 до 0,05 мм.
- Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54—58.
Рашпили отличаются от слесарных напильников насечкой, зубья у них большие короткие в виде пирамидок.
Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси.
Чтобы при опиливании не получалось канавок, ряды смещены друг относительно друга на половину шага между зубьями.
В медницком и жестяницком деле применяют рашпили общего назначения (ГОСТ 6876—54) для опиливания деталей из мягких металлов (алюминия, дюралюминия и др.). Рашпили общего назначения изготовляют четырех типов: плоские тупоносые, плоские остроносые, круглые и полукруглые. Рашпили всех четырех типов изготовляются длиной 250 и 350 мм.
Для изготовления рашпилей применяют инструментальную углеродистую сталь в основном марок У7А, У10А, закаливаемые до твердости HRC 35—40.
Самые мелкие напильники, так называемые надфили, предназначены для выполнения очень мелкой и точной работы. Они различаются по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
- Надфили (ГОСТ 1513—67) изготовляют по форме поперечного сечения одиннадцати типов: плоские тупоносые, плоские остроносые, квадратные, трехгранные, трехгранные односторонние, круглые, полукруглые, овальные, ромбические, ножовочные и пазовые.
- По числу насечек надфили делятся на шесть номеров: 1, 2, 3, 4, 5, 6.
- Надфили плоские тупоносые, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические, пазовые изготовляют двух размеров: по длине рабочей части 60 и 80 мм и длине хвостовика соответственно 60 и 80 мм.
- Надфили трехгранные односторонние, овальные изготовляют трех размеров: по длине рабочей части 40, 60, 80 мм и длине хвостовика соответственно 80, 60, 80 мм.
- Надфили ножовочные изготовляются трех размеров: по длине рабочей части 60, 80, 40 мм и длине хвостовика соответственно 60, 80, 80 мм.
- Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и закаливают до твердости HRC 54—60.
Напильник имеет деревянную ручку со стяжным кольцом, которое предохраняет ее от трещин при насаживании на хвостовик напильника. Ручка должна плотно насаживаться на хвостовик напильника, для чего в ней сверлят отверстие диаметром, соответствующим размеру средней части хвостовика, и глубиной, равной длине хвостовика.
Затем нагретым докрасна хвостовиком старого напильника такого же размера выжигают отверстие точно по форме хвостовика на 2/3—3/4 его длины. При надевании ручки на хвостовик нельзя ударять молотком по напильнику, так как возможна поломка его режущей части. При правильном надевании ручкой ударяют о слесарный верстак до тех пор, пока она не сядет плотно на хвостовик.
Насаживая ручку на хвостовик напильника, следят за тем, чтобы она была насажена без перекоса.
Ручки изготовляют из дерева (береза, бук) или прессованной бумаги. Деревянные ручки применяются чаще, так как они более практичны. Длина ручки должна быть в полтора раза длиннее хвостовика напильника.
Ручки для напильников общего назначения изготовляют длиной 90, 100, 110, 120, 130, 140 мм, диаметром ее на конце соответственно 12, 16, 20, 23, 25, 28 мм. Размер ручки выбирается соответственно величине напильника.
Виды напильников по металлу, их нумерация и материалы
Несмотря на то что большинство производственных процессов выполняются посредством автоматизированных систем и электроприборов, некоторые виды работ до сих пор нуждаются в человеческих руках и эффективном инструменте. Напильник по металлу – это режущее приспособление из очень твердой стали для обработки изделий из соответствующего материала. Отталкиваясь от вида выполняемых работ и структуры материала, могут понадобиться напильники по металлу разных видов и форм, и мастеру необходимо уметь правильно выбрать инструмент.
Виды напильников по металлу
Напильник – это специальный режущий инструмент, повсеместно используемый в разных отраслях производства. Внешне он представляет из себя стальной брусок большой или средней длины с закрепленной на основании деревянной, пластмассовой или прорезиненной ручкой. Она необходима, чтобы обеспечить работнику комфорт при работе с инструментом и снизить риски получения производственных травм.

Тело напильника выполнено из стали специальной марки, что позволяет инструменту взаимодействовать с объектами из металла. Хвостовая часть стального бруса покрыта особым узором, который называется иссечением. Именно от формы и величины насечки будут зависеть и характер, и разновидность выполняемых работ.
Обработка деталей из металла происходит посредством поэтапного стачивания слоев инструментом до придания изделию необходимой формы. Главное, чтобы режущая по металлу часть была подобрана по назначению.
Формы напильников
Геометрическая форма напильника по металлу определяет область его применения в сфере производства и обработки изделий:
- плоские или плоские остроносые: обработка плоских деталей из металла, а также ровные поверхности;
- квадратные: необходимы для вырезания и формирования технических отверстий различных многоугольных форм;
- трехгранные треугольные: используя такой инструмент, режущий по металлу, можно отполировать, обработать и вычистить зазоры, пазы и иные производственные отверстия;
- полукруглые: отлично подходят для различных видов обработки искривленных вогнутых поверхностей;
- круглые: используются для отточки и обработки округлых или овальных вогнутых поверхностей с маленьким радиусом кривизны;
- ромбические: обработка деталей из металла с наличием зубьев;
- ножовка: инструмент для отточки узких зазоров, отверстий и других мелких деталей.
На практике чаще всего используются круглые, трехгранные и плоские напильники, так как некоторые из них могут выполнять функции других форм инструмента.
Типы напильников
Тип инструмента по обработке металла определяется исходя из его прямого предназначения:
- Резчики по металлу общего назначения. Их принято использовать в слесарном деле. Хвостовая часть выполнена в виде двух зазубренных насечек, которые наложены друг на друга: их длина может варьироваться от 1 до 4,5 см и сочетаться с зубьями всех размеров.
- Резчики по металлу специального назначения. Необходимы в сфере промышленности, так как их основная задача – это устранение отклонений и подгонка мелких деталей, пазов и поверхностей разных радиусов кривизны. Данный вид инструмента имеет много разновидностей, которые подбираются на основании характера выполняемых работ: двухконцевые, плоские, разовые и прочие.
- Надфили. Эта группа напильников по металлу включает в себя самое большое количество видов. Наконечники стального бруса бывают всех возможных геометрических форм, притом сам брус, как правило, не очень длинный. Надфили плоского, круглого, ножовочного и всех других типов характеризуются наличием насечки 5 класса. Надфили используются для обработки мелких металлических деталей, с которыми не справляются более грубые и массивные слесарные инструменты.
- Рашпили. От всех остальных типов напильников рашпили отличаются особо длинной частью стального бруса и крупными зубьями на хвостовой части. Существует 3 основных вида такого инструмента: сапожные резчики по металлу, копытные и напильники-рашпили общего назначения. Форма инструмента преобладает круглая и полукруглая с концом разной степени остроты.
Разновидности насечек и их геометрия
Чтобы качественно выполнить работу резчиком по металлу, необходимо определить требуемый вид насечки. Строение и размер зубьев также имеют большое значение при выборе инструмента.
Стальные зубчики могут быть нанесены на хвостовую часть стального бруса разными способами:
- фрезерование;
- насекание;
- протягивание;
- течение;
- нарезание.
Наиболее широкое применение в сфере обработки металлических изделий находят резчики по металлу, зубья которых выполнены посредством насечения их на специальных автоматизированных станках. При этом сами насечки могут быть как двойными, так и одинарными.
Насечка с одним концом призвана убирать излишки металла, которые по размеру равны ее зубьям. Именно поэтому такой вид инструмента походит для отточки более податливых материалов: дерево, пластмасса и более мягкие виды металла.
Двойная представляет из себя две насечки, одна из которых является основной, а вторая – вспомогательной. Относительно друг друга насечки расположены под особым углом, что позволяет производить отточку твердых материалов (металлы и их сплавы).
Геометрия зуба у напильников будет зависеть от количества насечек на теле стального бруса.
Чем меньшее количество насечек находится на теле стального бруса, тем крупнее будут зубья.
Нумерация насечек и виды работ
По размеру зубьев насечки делятся на 5 классов:
| 0-1 | От 0,05 до 0,1 мм | Самый крупный вид насечек неудобен тем, что при обработке металлических вероятны погрешности от 0,1 до 0,2 мм |
| 2-3 | От 0,02 до 0,06 мм | Самый оптимальный вариант для того, чтобы убрать слой металла, но защищать пазы и отверстия может быть трудно |
| 4-5 | От 0,01 до 0,03 мм | Насечки с зубьями N 4 и 5 используются для финишной отделки деталей и подчинения пазов и отверстий. Максимальная погрешность, допустимая при работе – 0,001 – 0,005 мм |
Помимо классности, геометрия зубьев напильника должна соответствовать ГОСТ 1465-80 пункту 2.1, который требует, чтобы насечка была нанесена под углом 65 градусов относительно стального бруса.
Также этот пункт оговаривает особенности технологии изготовления того или иного вида напильников.
Таким образом, круглые напильники должны производиться путем насечения или нарезки, в то время как остальные формы напильников производятся только посредством насечения.
Материал напильника
На территории РФ напильники по металлу изготавливаются из следующих групп инструментальной стали:
- Нелегированные марки улучшенной стали с долей углерода от 1 до 1,3% (УЮА-У13А).
- Марки стали с содержанием хрома ШХ15 или 13Х.
Подобное производство напильников практикуется и за границей, а высокое содержание углерода (свыше 1%) позволяет добиться высокой твердости насечки.
В разных странах технология изготовления напильников может отличаться в деталях, однако существуют обязательные производственные этапы:
- формообразование;
- формирование образа насечки;
- термообработка.
От качества выполнения образа насечки зависит эффективность дальнейшей работы инструмента, так как нарушение технологических процессов может привести к его быстрому износу.
Термическая обработка очень важна для любого стального инструмента. Необходимо сделать акцент на распределении твердости и мягкости по телу стального бруса.
Сверху стальной стержень должен быть максимально твердым и плавно смягчаться в сторону центра.
Если поверхность недостаточно твердая, это может привести к быстрому износу зубьев насечки, а недостаточная мягкость в середине тела стального бруса – к разрушению зубьев во время эксплуатации.
У производителей принята условная регламентация твердости поверхностной части напильника по металлу исходя из сферы применения:
- Слесарные: от 64 до 66 HRc.
- Заточные: от 65 до 67 HRc.
- Рашпили: от 53 до 56 HRc.
Но в любом случае проверить качество инструмента, режущего по металлу, можно только в процессе его применения.
Если вы имеете опыт использования различных форм и типов напильников в профессиональной и повседневной деятельности, можете поделиться им, оставив комментарий под этой статьей.
Поиск записей с помощью фильтра: ГибкаЗаточкаЗащитаКовкаРезкаСваркаСверлениеСлесарнаяТермоТокарнаяШлифовка АрматураКвадратКругЛистПолосаПроволокаТрубаУголокШвеллер АлюминийЛатуньМедьНержавейкаОцинковкаТитанЧугун





